") 伺服驅動器在電液伺服注塑機上的應用
伺服驅動器在電液伺服注塑機上的應用
一、注塑機原理與工藝介紹
注塑機是一種專用的塑料成型機械。它利用塑料的熱塑性,經適當加熱熔化后,加高壓快速流入模,經一定時間保壓、冷卻,成為各種型材和塑料制品。
注塑機的一個工作循環(huán)包括如下運作:
(1)鎖合模:模板快速接近定模板,且確認無異物存在時,系統轉為高壓,將模板鎖合;
(2)注射臺前移:噴嘴與模具緊貼;
(3)注射:注射螺桿以一定的壓力和速度將料筒前端的熔料注入模腔;
(4)保壓、冷卻:通過此動作,使模腔內的塑料制品冷卻成形;
(5)預塑:傳統上應用液壓馬達驅動螺桿并后退,料斗中加入的塑料粒子被前推進行預塑。螺桿后退到預定位置,停止轉動,準備下一次注射;
(6)注射臺后退,開模;
(7)頂出制品。
液壓系統通過油泵和不同閥門的配合產生壓力和流量,提供油缸和液壓馬達所要求的推動力和移動速度。
二、注塑機常見方案對比
1、傳統注塑機系統方案:
傳統定量泵注塑機是采用定量泵供油的,注塑過程的各個動作對速度、壓力的要求不一樣,它是通過注塑機的比例閥采用溢流調節(jié)的方式將多余的油旁路流回油箱,在整個過程中,馬達的轉速是不變的,故供油量也是固定的,而由于執(zhí)行動作是間隙性的,也并不可能是滿負載的,因此定量供油浪費了很大的能量。
變量泵注塑機在馬達轉速不變的情況下,根據壓力、流量的變化改變液壓泵排量,同時電機負載也會隨著排量而改變。如果忽略機械能到液壓能轉換過程中的能量損失,則可近似認為油泵的輸出功率與電機的輸出轉矩與電機轉速成正比。所以變量泵比定量泵方案要節(jié)省能量。
2、變頻改造方案:
此方案將控制比例流量閥的電流/壓力信號同時輸入給變頻器的模擬量輸入端,通過控制油泵電機的轉速,油泵的實際流量正比于電機的轉速,油泵的功率因此也正比于電機的轉速,起到了節(jié)能的目的。其系統方案圖所圖1所示。根據塑料制品和工藝要求的不同,其節(jié)能效果從35%至70%的范圍內不等。
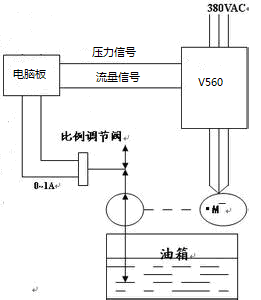
圖1 注塑機變頻改造方案系統圖
3、伺服改造方案:
伺服改造方案原理與方案2相同,不同之處在于油泵的驅動不一樣。方案2由普通異步電機與變頻器驅動,而伺服方案中油泵的驅動由永磁同步伺服電機和伺服驅動器組成。
系統方案如圖2所示:
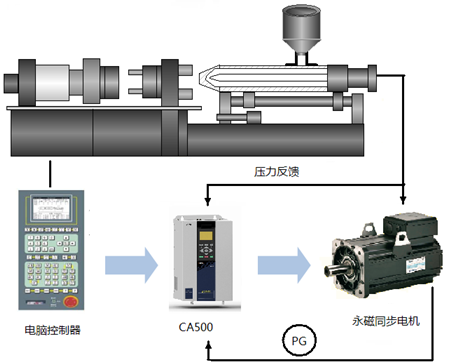
圖2注塑機伺服油泵方案
伺服驅動方案與普通變頻異步電機驅動方案相比,具有節(jié)能率高、效率高、成品率高等優(yōu)點。伺服驅動電機液壓能耗要比傳統注塑機節(jié)能40~90%,比變頻器改造注塑機節(jié)能20~50%。
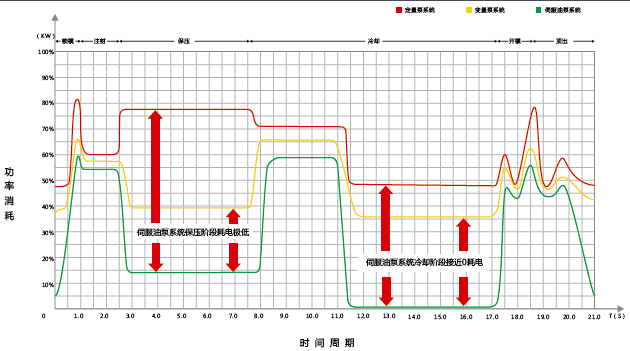
圖3三種油泵方案節(jié)能對比圖
三、四方伺服注塑機方案介紹
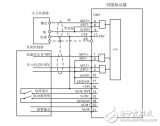
四方注塑機同步伺服油泵系統方案,以CA500系列重載型伺服驅動器為伺服電機控制平臺,搭配電液注塑伺服專用適配卡和旋變適配卡,與同步電機組成伺服閉環(huán)控制系統。
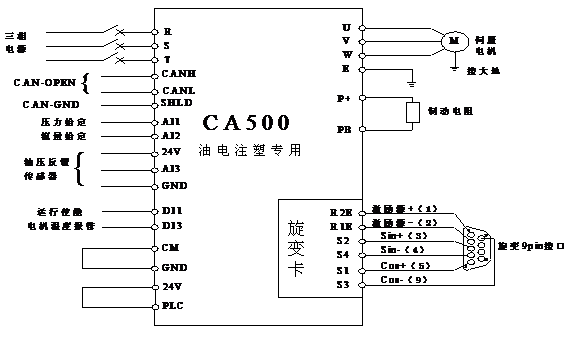
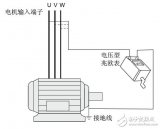
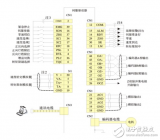
圖4 伺服系統電氣配線圖
四方伺服注塑機方案特點:
1、基于大裕量硬件平臺設計,可120%重載長期運行,過載能力強;
2、油壓和流量信號可以選擇CAN通信給定和模擬量給定兩種方式;
3、CA500全系列全系列內置制動單元,用戶可按需配置制動電阻實現快速制動效果;
4、電液注塑伺服擴展卡搭配標準機型使用,方便安裝、更換和版本升級;
5、優(yōu)異的伺服電機控制算法,可以驅動行業(yè)通用的同步電機;
6、優(yōu)異的伺服電機控制算法,發(fā)揮伺服電機快速響應特性;
7、八段專用PID模塊,高精度高響應油壓控制,壓力波動低于±0.5bar;
四、小結
本文介紹了一種基于四方CA500系列重載型伺服驅動器的注塑機伺服驅動系統,該方案具有高效的節(jié)電功能,其節(jié)電率能達40~90%,且系統響應快,運行穩(wěn)定可靠,保護功能強大,操作簡單方便。既能夠滿足注塑成型工藝要求,提高產品質量和產量,又減少了設備維護費用,為用戶創(chuàng)造了良好的經濟效益。目前已成功應用于多個注塑機伺服應用系統。
審核編輯:湯梓紅
-
變頻器
+關注
關注
251文章
6548瀏覽量
144515 -
電動機
+關注
關注
74文章
4109瀏覽量
96202 -
伺服驅動器
+關注
關注
22文章
481瀏覽量
31543
原文標題:應用案例 | 伺服驅動器在電液伺服注塑機上的應用
文章出處:【微信號:變頻器世界,微信公眾號:變頻器世界】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
相關推薦
四方同步伺服系統在電液伺服注塑機上有哪些應用?
注塑機專用伺服泵系統

英威騰交流伺服系統在注塑機專用機械手上的應用
英威騰電液伺服系統在塑機節(jié)能市場的解決方案





 工商網監(jiān)
工商網監(jiān)
評論