") 退火對錫銀銅錫膏的影響
退火對錫銀銅錫膏的影響
錫銀銅錫膏是常見的無鉛錫膏,大量用于中溫的焊接工藝。錫膏通過印刷或點(diǎn)膠等工藝沉積在焊盤上,在經(jīng)過回流處理后形成牢固焊點(diǎn)。隨著人們對電子產(chǎn)品的使用頻率和時(shí)長越來越長,對焊點(diǎn)的可靠性提出了很高的要求。然而,跌落和撞擊事件通常會損壞移動(dòng)電子產(chǎn)品,導(dǎo)致裂縫很容易通過焊料傳播而導(dǎo)致設(shè)備失效。因此,錫膏焊點(diǎn)需要能夠承受足夠大的沖擊。分析焊點(diǎn)微結(jié)構(gòu)是分析沖擊失效的重要手段。
隨著老化時(shí)間的增加,SAC錫膏的微觀結(jié)構(gòu)顯著變粗,并且可以觀察到Cu3Sn逐漸生長在Cu6Sn5層和Cu基板之間的界面處。在經(jīng)過眾多研究者實(shí)驗(yàn)后,發(fā)現(xiàn)了熱退火是一種能夠提高焊點(diǎn)沖擊可靠性的工藝。Zhang et al. (2009)測試表明,在退火后進(jìn)行150°C的老化測試后,SnAg3.8Cu0.7錫膏制成的焊點(diǎn)進(jìn)行會增加沖擊韌性,因?yàn)楹噶现械奈⒂^結(jié)構(gòu)會變粗。Zhang et al.發(fā)現(xiàn)當(dāng)老化時(shí)間為1000h時(shí), SnAg3.8Cu0.7焊點(diǎn)的沖擊吸收功值高于SnPb共晶錫膏。
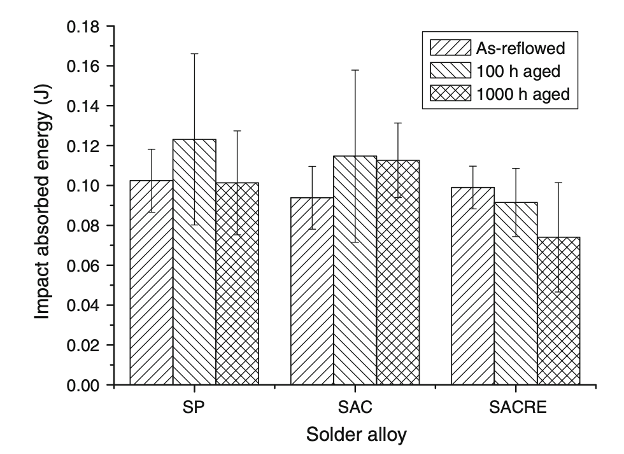
圖1. 不同錫膏的平均沖擊吸收功值(Zhang et al., 2009)。
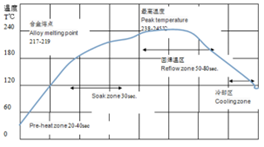
在無鉛錫膏老化過程中,金屬間化合物Cu3Sn顯著生長,裂紋生長路徑從SAC焊料/IMC界面移動(dòng)到Cu6Sn5層的內(nèi)部。當(dāng)老化到1000小時(shí)后,穿晶斷裂模式的面積遠(yuǎn)小于100 h老化,因此沖擊吸收功值要更高。Chen et al. (2014)也針對SAC/Cu復(fù)合焊料做了210°C退火處理并進(jìn)行老化測試。回流曲線如圖2所示。
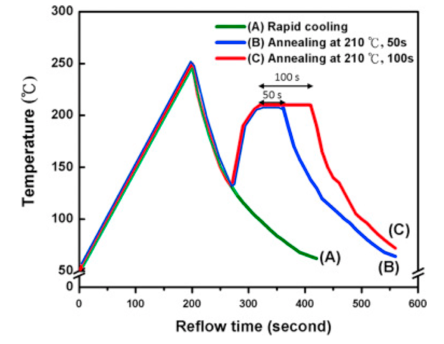
圖2. SAC錫膏不同的退火條件(Chen et al., 2014)。
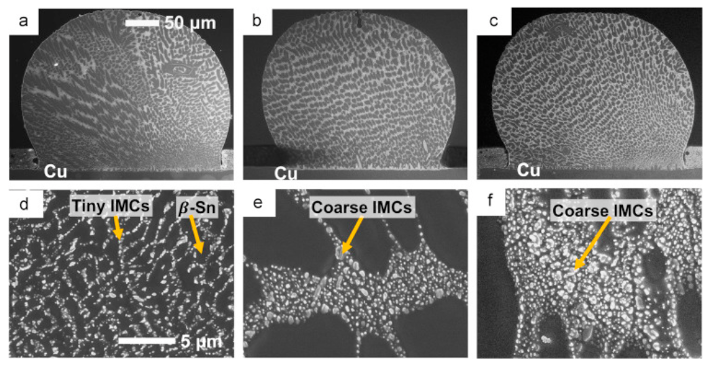
圖3. SAC/Cu焊點(diǎn)的SEM圖: (a)快速冷卻; (b, e)50s退火; (c, f)100s退火; (d-f)是(a-c)的焊料/Cu界面的放大圖(Chen et al., 2014)。
隨著SAC/Cu焊點(diǎn)在210 °C下退火50和100 s,微小的沉淀逐漸生長并粗化,在SAC/Cu界面附近呈網(wǎng)狀分布(圖3)。相比于快速冷卻,退火能使錫膏焊點(diǎn)沖擊韌性增強(qiáng)。Chen et al.認(rèn)為沉淀從點(diǎn)型向網(wǎng)型重新分布的驅(qū)動(dòng)力是IMC熟化并降低了表面能,從而微小的Ag3Sn或Cu6Sn5顆粒結(jié)合。逐漸生長的沉淀對增強(qiáng)焊點(diǎn)沖擊可靠性起到了重要的作用。
深圳市福英達(dá)工業(yè)技術(shù)是一家專業(yè)制造封裝錫膏的廠家,錫膏性能穩(wěn)定,焊接效果好,焊點(diǎn)可靠性強(qiáng)。歡迎進(jìn)一步了解。
參考文獻(xiàn)
Chen, W.L., Yu, C.Y., Ho, C.Y., & Duh, J.G. (2014), “Effects of thermal annealing in the post-reflow process on microstructure, tin crystallography, and impact reliability of Sn–Ag–Cu solder joints”, Materials Science and Engineering: A, vol.613, pp.193-200.
Zhang N., Shi, Y.W., Lei, Y.P., Xia, Z.D., Guo, F., & Li, X.Y. (2009), “Effect of Thermal Aging on Impact Absorbed Energies of Solder Joints Under High-Strain-Rate Conditions”, Journal of Electronic Materials, vol.38(10), pp.2132-2147.
審核編輯 黃宇
-
焊接
+關(guān)注
關(guān)注
38文章
3114瀏覽量
59701 -
錫膏
+關(guān)注
關(guān)注
1文章
819瀏覽量
16698 -
退火
+關(guān)注
關(guān)注
0文章
5瀏覽量
6680
發(fā)布評論請先 登錄
相關(guān)推薦
大為錫膏帶你認(rèn)識固晶錫膏的品質(zhì)

大為錫膏 | 固晶錫膏/倒裝錫膏的特性與應(yīng)用

大為錫膏 | 倒裝固晶錫膏的區(qū)別

錫膏印刷時(shí)錫膏塌陷是怎么造成的?

LED錫膏在性能上相較于普通錫膏有什么區(qū)別?


QFN爬錫不好如何解決?—SMT錫膏
smt錫膏上錫不飽滿的原因有哪些?

解析SAC305錫膏及其作用
淺談錫膏是如何制作的?
如何優(yōu)化中溫?zé)o鉛錫膏的回流時(shí)間?

錫膏合金比例對焊接凸點(diǎn)的影響
什么是點(diǎn)膠錫膏?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論