") 錫膏合金比例對焊接凸點的影響
錫膏合金比例對焊接凸點的影響
隨著I/O數(shù)量的增加,對具有更高性能的微小電子設(shè)備的高需求使得集成電路 (IC) 更加復(fù)雜,封裝技術(shù)也更迎來變革。隨著元件尺寸的減小,IC芯片與焊盤或印刷電路板的互連結(jié)構(gòu)需要用到焊料凸點陣列,從而減小凸點間距和尺寸。無鉛錫膏在封裝中大量使用,目前在焊接凸點工藝中是不可或缺的材料。主流無鉛錫膏包括了錫銀銅和錫鉍錫膏。無鉛焊料的特性會受到配方的影響,例如助焊劑和合金比例,進(jìn)而影響凸點的效果。
錫膏一般是由合金顆粒、助焊劑介質(zhì)和附加溶劑組成。不同的比例代表著不同的配方。Son et al. (2018)使用了不同配方的SAC305錫膏進(jìn)行反向膠印測試,通過輥毯將錫膏印刷在焊盤上制成凸點。測試錫膏成分如圖1所示。
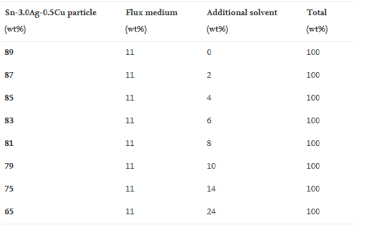
圖1. 測試錫膏的成分比例。
錫膏合金顆粒比例對凸點外觀和粘度性質(zhì)有著很大的影響。如圖2所示,79wt%合金顆粒的錫膏印刷得到的凸點形狀不均勻且頂部粗糙,焊接性差。隨著合金含量增加到85wt%,印刷凸點的厚度逐漸增加。凸點呈均勻的半球形并且頂面更光滑。此外,在合金成分達(dá)到87wt%的時候才能觀察到明顯的剪切變稀特性,該特性很大程度決定了錫膏能夠順利通過印刷鋼網(wǎng)網(wǎng)孔。從圖3可知,隨著焊料合金成分上升,凸點電阻顯著下降而剪切強(qiáng)度迅速上升,意味著焊點的導(dǎo)電性和機(jī)械性能得到了大幅度提升。
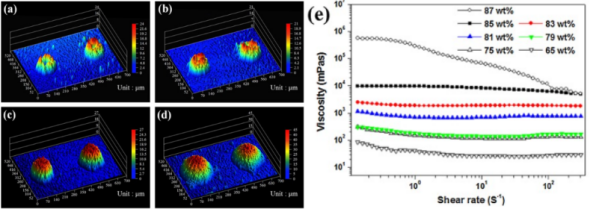
圖2. 印刷錫膏凸點3D圖像和粘度變化圖,(a)合金79wt%, (b)合金91wt%, (c)合金83wt%, (d)合金85wt%, (e)粘度變化(Son et al., 2018)。
圖3. SAC305錫膏電阻和剪切強(qiáng)度 (Son et al., 2018)。
當(dāng)然,合金成分比例需要根據(jù)工藝進(jìn)行調(diào)整。過高的比例容易使錫膏潤濕性差,從而焊接效果降低。深圳市福英達(dá)致力于生成優(yōu)質(zhì)的無鉛超微錫膏,產(chǎn)品適用于各種工藝,例如印刷,點膠等。錫膏流變性良好,焊接后焊點可靠性強(qiáng)。歡迎咨詢了解。
參考文獻(xiàn)
Son, M.J., Kim, M., Lee, T.M., Kim, J., Lee, H.J., & Kim, I. (2018), “Mechanical and electrical properties of reverse-offset printed Sn-Ag-Cu solder bumps”, Journal of Material Processing Technology, vol.259, pp.126-133.
審核編輯 黃宇
-
焊接
+關(guān)注
關(guān)注
38文章
3114瀏覽量
59701 -
錫膏
+關(guān)注
關(guān)注
1文章
819瀏覽量
16698
發(fā)布評論請先 登錄
相關(guān)推薦
世界上最貴的錫膏-金錫(Au80Sn20)
點錫膏激光焊接和送錫絲激光焊接如何選擇
怎么理解錫膏的潤濕性?

常見PCBA錫膏焊接不良現(xiàn)象有哪些?



激光錫膏和普通錫膏在焊接過程中有哪些區(qū)別?

SMT錫膏焊接中出現(xiàn)錫珠的因素有哪些?

淺談錫膏是如何制作的?

有鉛錫膏的優(yōu)缺點

淺談錫膏的潤濕性

錫膏焊接后發(fā)黃發(fā)黑怎么辦?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論