 大眾品質之源:18 套激光系統焊接技術帶來汽車制造新變革
大眾品質之源:18 套激光系統焊接技術帶來汽車制造新變革
大眾富有盛譽的激光焊接工藝與傳統的焊接技術相比,激光焊接技術使不同鋼板之間的鏈接達到分子層面的結合;在焊接后,原不同的鋼板相當于一整塊鋼板。這一技術具有諸多優勢,如焊接裝置與焊件無機械接觸,降低對工件的污染;加熱集中,能量密度大;熱影響區小,產生的熱變形和熱損傷少;焊縫美觀,焊縫強度大;通過數控,能精確控制能量輸出,焊接速度快,生產率高等。它不僅給車身加工帶來了更高的精度和效率,同時也使車身的剛度及強度得到答復提升,車輛行駛舒適性、穩定性、振動機噪音均得到明顯改善。
上海大眾已經在各種車型上都廣泛采用了激光焊技術,如途安,上海大眾在團車身車間配置了18套激光源和30套機器人,分別在車身骨架、側圍、前門、后門、后蓋等18個總成應用了機器人激光焊和機器人激光釬焊。途安車身有804條激光焊縫,焊縫總長度達41165mm,眾多的激光焊接、激光釬焊、激光復合焊,大大提升了車身的整體剛度和車身質量。
通過激光焊接技術,車輛結合精度大大提高,減少了車身在運動邢臺中的變形,提高了形式安全性和舒適性;車身的剛度和強度大幅提高,在提升車輛安全性的同時,有能降低形式噪聲。
汽車工業中,激光技術主要用于車身拼焊、焊接和零件焊接。
激光拼焊是在車身設計制造中,根據車身不同的設計和性能要求,選擇不同規格的鋼板,通過激光截剪和拼裝技術完成車身某一部位的制造,例如前檔風玻璃框架、車門內板、車身底板、中立柱等。激光拼焊具有減少零件和模具數量、減少點焊數目、優化材料用量、降低零件重量、降低成本和提高尺寸精度等好處,目前已經被許多大汽車制造商和配件供應商所采用。
激光焊接主要用于車身框架結構的焊接,例如頂蓋與側面車身的焊接,傳統焊接方法的電阻點焊已經逐漸被激光焊接所代替。用激光焊接技術,工件連接之間的接合面寬度可以減少,既降低了板材使用量也提高了車體的剛度。激光焊接零部件,零件焊接部位幾乎沒有變形,焊接速度快,而且不需要焊后熱處理,目前激光焊接零部件已經廣泛采用,常見于變速器齒輪、氣門挺桿、車門鉸鏈等。
目前,新的激光焊接有激光混合焊接技術、雙焦點激光焊接技術兩種。激光焊接運用于汽車可以降低車身重量、提高車身的裝配精度、增加車身的剛度、降低汽車車身制造過程中的沖壓和裝配成本,減少車身零件的數目同時將其整體化是非常必要的。
談到汽車行業運用激光焊接技術,我們最先想到的就是德國人,德國人最先把激光焊接技術運用于汽車。我們以寶馬和大眾為例可以看到,在20世紀90年代中期,BMW公司利用激光焊接機器人完成了BMW5系列轎車的第一條焊縫,焊縫總長度達12m。到2003年7月,激光焊接焊縫的總長度累計達到150萬米。在新的激光焊接技術方案上,德國大眾Touran轎車就是一個很好的例證。在這一新型轎車中,激光焊點的數量達到了1400個、焊縫的總長度達70m。同時,奧迪也采用了激光焊接技術來焊接車身。在舒適、美觀的敞蓬轎車的生產中,VW公司的技術人員與奧地利的焊接專家Fronius公司合作研制開發了一種激光混合焊接技術。在高級敞蓬轎車的車門上,激光混合焊接焊縫的長度達到了35.7m,是純激光焊接焊縫長度的3倍。
在中國上市的一汽大眾生產的緊湊車型Sagitar,又叫速騰(參數|詢價)(圖片|配置|詢價),即使是“小車”,可是速騰的激光焊接卻達到了30多米長。高爾夫(參數|詢價)的焊接長度方面,激光焊接也長達52.5m,Polo(參數|詢價)的全車身激光焊接總長度也達到6591mm。
在激光混合焊接技術上,德國大眾的材料專家認為:與純激光焊接技術相比,利用激光混合焊接技術可大大提高板金件縫隙的連接能力。從而使得VW公司可以更加充分地利用激光高速焊接時電弧焊接的工藝穩定性,大眾的PhaetonD1所有車門都采用激光-MIG復合焊。
另一個應用實例是BMW5系列的寶馬轎車的鋁合金隔板采用這種激光混合焊接技術與內高壓變形加工的鋁合金支架焊接在一起。在雙焦點激光焊接技術上BMW公司采用了雙焦點激光焊接技術。因為該技術在鋁合金材料的焊接過程中有很好的性能,因此廣泛應用于BMW公司的大批量生產過程中。
采用激光焊接的車身提高了車身30%多的鋼度,從而提升了車身的安全性;同時也減輕了車身重量,還可以達到省油的目的;焊接的精度也大大得到了提高。這些,都幫助降低了汽車的生產成本,最終還是消費者受益,正所謂“科技以人為本”。
目前,在國外,德國大眾公司在AudiA6、GolfA4、Passat等品牌的車頂均采用激光焊接,寶馬、通用公司在車架頂部也采用激光焊接,通用、豐田、福特、寶馬、菲亞特、奔馳、大眾公司均采用激光拼焊板技術,美國三大汽車公司、德國奔馳公司則采用激光焊接傳動部件,大眾公司、通用公司、奔馳公司、日產公司應用了激光切割技術,菲亞特和豐田公司用激光涂覆發動機排氣閥,大眾公司發動機凸輪軸實現激光表面硬化處理。
途銳(參數|詢價)(圖片|配置|詢價)12種車身連接工藝中的半空心沖壓鉚接和熱熔鉆螺栓連接技術,在連接各關節行成鋼筋“鋁”骨的同時令整個車身渾然一體。在D柱與后翼子板邊框連接處,途銳的車身采用了業界領先的半空心沖壓鉚接技術。由于該技術通過壓力變形達到板材連接的目的,因此不會產生熱量轉換,且不損傷工件表面的鍍層和漆層,保持板材原有的抗腐蝕特性和連接處的表面光潔度。在車門邊框與車輛底盤的連接處,途銳則采用了最新的熱熔鉆螺栓技術。該技術利用摩擦生熱的基本物理原理,在板型金屬工件上鉆出帶有凸臺的孔,一次成型并且無鉆屑產生。該工藝完全替代了在薄壁工件上焊接螺母的工藝,不僅起到節省材料,降低車身不必要的重量的作用,還使得板材連接處更加美觀,為途銳精雕細刻的肌肉線條奠定基礎。
為進一步保證車身材料連接處的抗拉力,途銳的車身采用了激光焊接、電阻點焊、半空心沖壓鉚接、熱熔鉆螺栓和咬合連接等多達12種連接工藝,只為讓車身在輕量化和安全性上和諧統一。
審核編輯 黃宇
-
焊接
+關注
關注
38文章
3115瀏覽量
59701 -
激光系統
+關注
關注
0文章
151瀏覽量
9399 -
汽車
+關注
關注
13文章
3494瀏覽量
37261
發布評論請先 登錄
相關推薦
大研智造 汽車制造領域:激光焊接技術的應用與優勢
創想智控焊縫跟蹤系統運用激光尋位在工程汽車高機底座焊接的應用
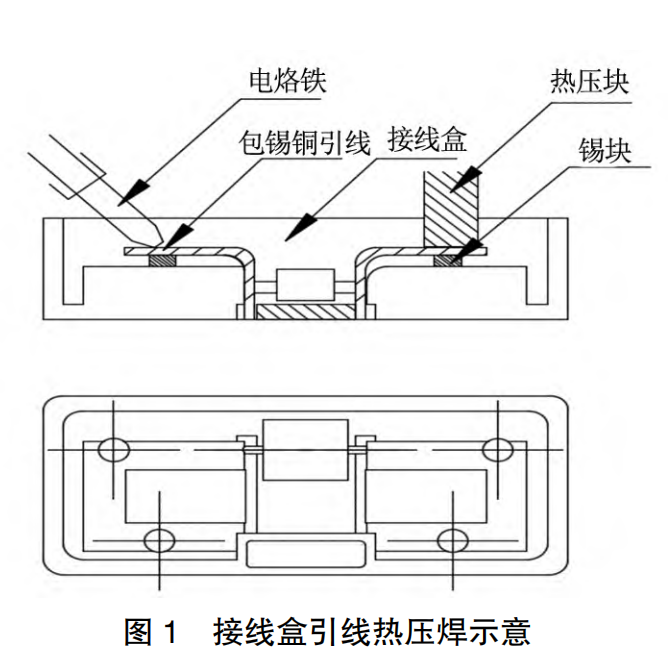
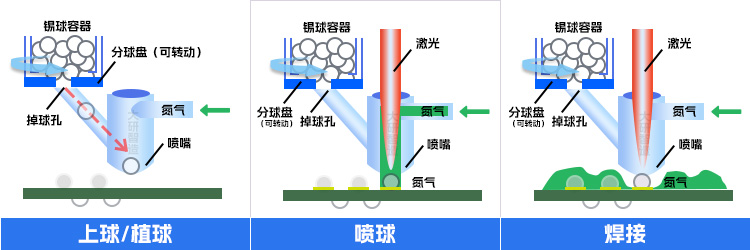
大研智造 光伏板線盒引線焊接:激光焊錫機技術的精密制造優勢



焊接速度超乎想象?手持激光焊接機讓汽車生產如虎添翼!

焊接專機加裝激光跟蹤系統的作用


激光焊接在汽車車身制造中的工藝應用






 工商網監
工商網監
評論