") VASS06博途V7 FB 251 FB_Rob_Schweissen焊接控制器的使用方法
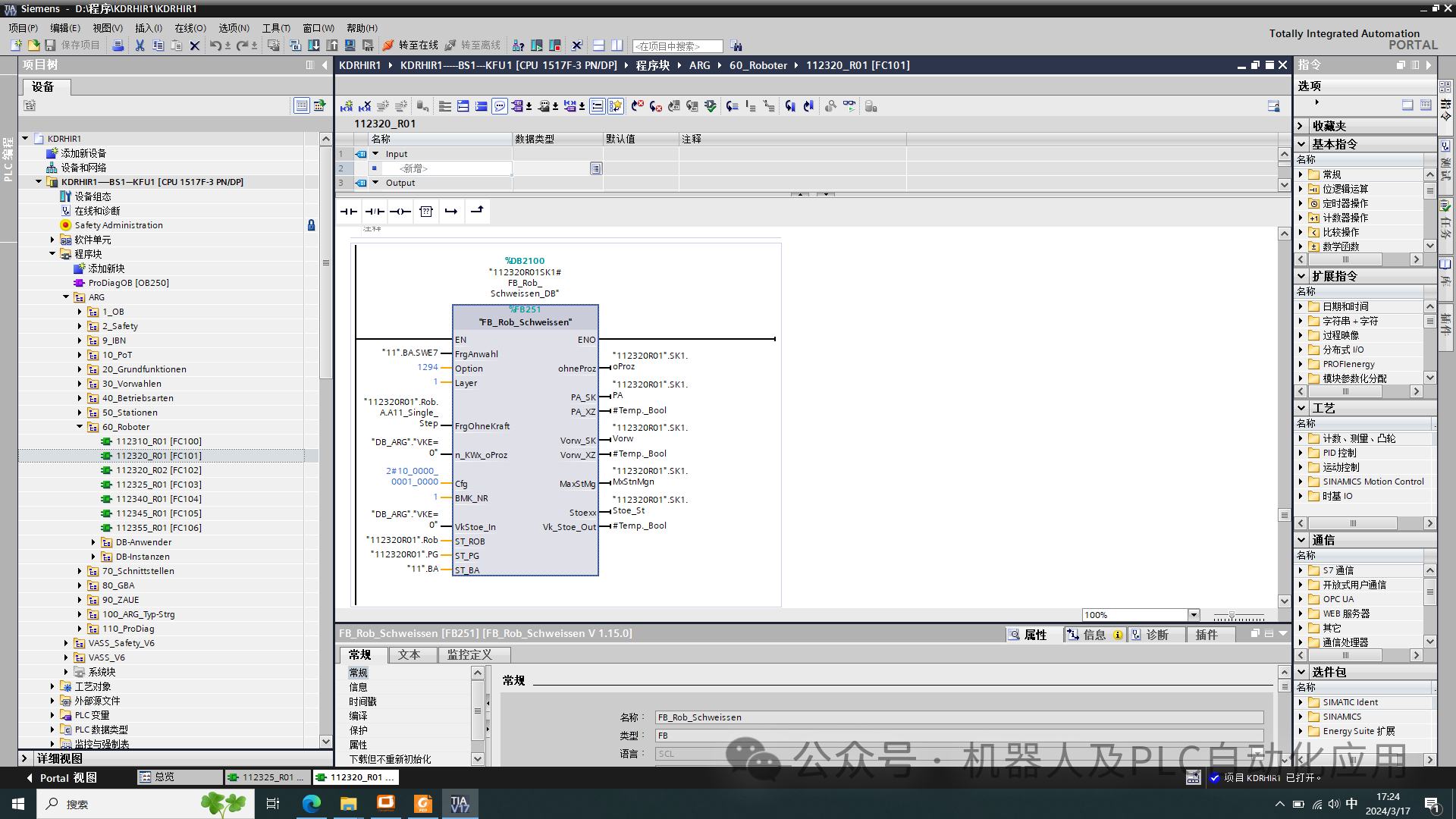
VASS06博途V7 FB 251 FB_Rob_Schweissen焊接控制器的使用方法
----------該塊用來(lái)控制焊接設(shè)備。
該數(shù)據(jù)塊通常會(huì)隨自己的背景數(shù)據(jù)塊一起被調(diào)用。
輸入參數(shù)
| 名稱 | 類型 | 說(shuō)明 |
| FrgAnwahl | BOOL | 允許選擇 |
| option選項(xiàng) | INT | 選擇選項(xiàng) |
| Layer | INT | 可視化對(duì)象的 Layer 編號(hào) |
| FrgOhneKraft | BOOL | 允許不使用力 |
| n_KWx_oProz | BOOL | 關(guān)閉次數(shù)壽命顯示(自動(dòng)更換電極帽) |
| _Cfg | BYTE | 組態(tài)位(參見(jiàn)組態(tài)位表格) |
| BMK_NR | BYTE | 用于在 VISU 上顯示的 BMK 編號(hào)( 1、 2 或 3) |
| VkStoe_In | BOOL | 與 Vk_Stoe_Out 連鎖的集中故障 |
組態(tài)位:_Cfg
| 比特位 | 狀態(tài) | 說(shuō)明 |
| 00 | 1 | 焊鉗 2 存在 |
| 01 | 1 | 焊鉗 3 存在 |
| 02 | 1 | 焊鉗 4 存在 |
| 03 | 1 | 銑削被禁用 |
| 04 |
1 0 |
如果是選項(xiàng)“ A” 、 “ CB” 、 “ E” ? 標(biāo)簽 SZ 如果是選項(xiàng)“ A” 、 “ CB” 、 “ E” ? 標(biāo)簽 EZ |
| 05 | 1 |
自動(dòng)更換電極帽 (序列 120 在達(dá)到次數(shù)壽命之后沒(méi)有外部維護(hù)) |
| 06 | 0 1 |
消息“ 當(dāng)銑削時(shí)” 隱藏 顯示 |
| 07 | 1 | 焊鉗 5 存在 |
| 08 | 1 | 焊鉗 6 存在 |
| 09 | 1 | 焊鉗 7 存在 |
| 10 | 1 | 焊鉗 8 存在 |
| 11 | 1 | ST_PG.Anw_Wart_ex 達(dá)到最大次數(shù)壽命時(shí)被禁用(自動(dòng)更換電極帽) |
| 12 | 1 | 對(duì)于凸焊螺母可在 VISU 上顯示“ BMx” 而不是“ SZx” 或“ EZx” 。 |
| 13 | 1 | 在 VISU 上顯示標(biāo)簽 RZ 而不是“ SZx” 或“ EZx” |
輸出參數(shù)
| 名稱 | 類型 | 說(shuō)明 |
| ohneProz | BOOL | 無(wú)過(guò)程 |
| PA_SK | BOOL | 過(guò)程激活 焊接控制器 |
| PA_XZ | BOOL | 過(guò)程激活 焊鉗 |
| Vorw_SK | BOOL | 焊接控制器預(yù)警 |
| Vorw_XZ | BOOL | 焊鉗預(yù)警 |
| MaxStMg | BOOL | 達(dá)到最大次數(shù)壽命 |
| Stoexx | BOOL | 故障 |
| Vk_Stoe_Out | BOOL | 連鎖故障 |
輸入和輸出參數(shù)
| 名稱 | 類型 | 說(shuō)明 |
| ST_ROB | ST_Rob | 機(jī)器人結(jié)構(gòu) |
| ST_PG | ST_PG | 過(guò)程設(shè)備傳送結(jié)構(gòu) |
| ST_BA | ST_Betriebsarten | 運(yùn)行模式傳送結(jié)構(gòu) |
外部變量引用:
全局變量
這些變量均被表示為“ VAR_EXTERNAL” , 并且已在全局變量表中聲明。
| 名稱 | 類型 | 說(shuō)明 |
| PC_AKTIV | DWORD | FB-Visu 的活動(dòng) DWord |
| GlobAnwProz | AR_GlobAnwRP | 全局可視化按鈕, Layer 和 bPrio |
“ FrgAnwahl" (BOOL)
需要用于取消和選擇過(guò)程(操作允許按鈕)。
參見(jiàn)取消和選擇過(guò)程。
“ 選項(xiàng)” (INT)
視過(guò)程設(shè)備在機(jī)器人的哪個(gè)尋址范圍內(nèi)而定,必須在這里設(shè)置正確的選項(xiàng)。
使用活動(dòng)機(jī)器人接口時(shí)可以從選項(xiàng)范圍( “ A” - “ F” 或“ 1” -“ 12” ) 中選擇選項(xiàng)。通過(guò)輸入?yún)?shù)“ BMK_Nr”形成過(guò)程名稱。
輸入選項(xiàng)“ 1” ( 或“ A” ) 作為整數(shù)值:“ 1611” ( 或 “ 1612” ), 即接口寬度為 1( 或 2) 的起始地址 161。
該過(guò)程的有效值:
| 過(guò)程 |
“ 選 項(xiàng)” |
|
伺服焊鉗 1 EZ1/SZ1/RZ1 焊接控制器 1 SK1 |
“ A" |
|
伺服焊鉗 2 EZ2/SZ2/RZ2 焊接控制器 2 SK2 |
“ C" |
|
伺服焊鉗 3 EZ3/SZ3/RZ3 焊接控制器 3 SK3 |
“ E" |
|
氣動(dòng)焊槍 1 PZ1 焊接控制器 1 SK1 |
“ 1" |
|
氣動(dòng)焊槍 2 PZ2 焊接控制器 2 SK2 |
“ 5" |
|
氣動(dòng)焊槍 3 PZ3 焊接控制器 3 SK3 |
“ 9" |
| 選項(xiàng) AB | 1294 | 選項(xiàng) A |
| 選項(xiàng) B | ||
| 選項(xiàng) CD | 1614 | 選項(xiàng) C |
| 選項(xiàng) D | ||
| 選項(xiàng) EF | 1934 | 選項(xiàng) E |
| 選項(xiàng) F |
option選項(xiàng)說(shuō)明 :
| 1292 | 選項(xiàng) 1 | 1291 | 129 - 136 |
| 選項(xiàng) 2 | 1371 | 137 - 144 | |
| 1452 | 選項(xiàng) 3 | 1451 | 145 - 152 |
| 選項(xiàng) 4 | 1531 | 153 - 160 | |
| 1612 | 選項(xiàng) 5 | 1611 | 161 - 168 |
| 選項(xiàng) 6 | 1691 | 169 - 176 | |
| 1772 | 選項(xiàng) 7 | 1771 | 177 - 184 |
| 選項(xiàng) 8 | 1851 | 185 - 192 | |
| 1932 | 選項(xiàng) 9 | 1931 | 193 - 200 |
| 選項(xiàng) 10 | 2011 | 201 - 208 | |
| 2092 | 選項(xiàng) 11 | 2091 | 209 - 216 |
| 選項(xiàng) 12 | 2171 | 217 - 224 |
“ Layer ” (INT)
該可視化對(duì)象位于某個(gè) Layer 中。由可視化將該 Layer 編號(hào)告知 PLC。現(xiàn)在例如為了讓全局選擇正確發(fā)揮作用,塊必須知道可視化對(duì)象位于哪個(gè) Layer 中。
PA_XZ" (BOOL)
焊鉗過(guò)程激活。
“ PA_XZ ” = FALSE ? 過(guò)程未激活。
“ PA_XZ" = TRUE ? 過(guò)程激活, 或者焊鉗正在焊接、 銑削或更換電極帽。
“ Vorw_SK" (BOOL)
焊接控制器預(yù)警。參見(jiàn)預(yù)警、達(dá)到最大次數(shù)壽命、故障顯示。
“ Vorw_XZ" (BOOL)
焊鉗預(yù)警。參見(jiàn)預(yù)警、達(dá)到最大次數(shù)壽命、故障顯示。
“ MaxStMg" (BOOL)
達(dá)到最大次數(shù)壽命。參見(jiàn)預(yù)警、達(dá)到最大次數(shù)壽命、故障顯示。
“ ST_ROB" (ST_Rob)
機(jī)器人結(jié)構(gòu)。包含整個(gè)機(jī)器人界面。通過(guò)該結(jié)構(gòu)可從過(guò)程設(shè)備讀取數(shù)據(jù)并且寫(xiě)入到過(guò)程設(shè)備。
“ ST_PG" (ST_PG)
過(guò)程設(shè)備結(jié)構(gòu)。機(jī)器人塊 ("FB_Rob") 和過(guò)程設(shè)備塊之間的通信。
“ ST_BA" (ST_Betriebsarten)
運(yùn)行模式結(jié)構(gòu)。主要包含確認(rèn)信號(hào)
該數(shù)據(jù)塊生成下列故障報(bào)告:
| 報(bào)告文本 | 優(yōu)先級(jí) | 原因/補(bǔ)救措施 |
| 跟隨誤差 | STE | 過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):跟隨誤差 |
| 焊鉗預(yù)警 | MS1 | 過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):焊鉗預(yù)警 |
| 潤(rùn)滑警告 | MS1 | 過(guò)程 (EZX) 發(fā)出信號(hào):潤(rùn)滑警告 |
| 增力時(shí)間太長(zhǎng) | STE | 過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):增力時(shí)間太長(zhǎng) |
| 程序錯(cuò)誤 / 錯(cuò)誤的力預(yù)設(shè)值 | STE |
過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):程序錯(cuò)誤 / 錯(cuò)誤的力預(yù)設(shè)值 |
| 目標(biāo)位置無(wú)效 | STE | 過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):目標(biāo)位置無(wú)效 |
| 零件錯(cuò)誤 | STE | 過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):零件錯(cuò)誤 |
| 焊鉗活動(dòng)困難 | STE | 過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):焊鉗活動(dòng)困難 |
| 銑削不正常 | STE | 過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):銑削不正常 |
| 電極帽磨損 / 幾何錯(cuò)誤 | STE | 過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):電極帽磨損 / 幾何錯(cuò)誤 |
| 補(bǔ)償系統(tǒng)錯(cuò)誤 | STE | 過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):補(bǔ)償系統(tǒng)錯(cuò)誤 |
| 控制器/調(diào)節(jié)器錯(cuò)誤 | STE | 過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):控制器/調(diào)節(jié)器錯(cuò)誤 |
| 電機(jī)/調(diào)節(jié)器溫度錯(cuò)誤 | STE | 過(guò)程 (EZX) 發(fā)出信號(hào):電機(jī)/調(diào)節(jié)器溫度錯(cuò)誤 |
| 集中故障 | STE | 過(guò)程 (EZX / SPX/ RZX) 發(fā)出信號(hào):集中故障 |
| 溫度監(jiān)控 | STE | 過(guò)程 (PZX) 發(fā)出信號(hào):溫度監(jiān)控 |
| 按鈕開(kāi)關(guān)缺失 | STE | 過(guò)程 (PZX) 發(fā)出信號(hào):按鈕開(kāi)關(guān)缺失 |
| 卡夾顯示 | STE | 過(guò)程 (PZX) 發(fā)出信號(hào):卡夾顯示 |
| 集中故障 | STE | 過(guò)程 (PZX) 發(fā)出信號(hào):集中故障 |
| 電極帽時(shí)間壽命預(yù)警 | MS1 | 過(guò)程 (SKX) 發(fā)出信號(hào):電極帽時(shí)間壽命預(yù)警 |
| 達(dá)到最大次數(shù)壽命 | SSE | 過(guò)程 (SKX) 發(fā)出信號(hào):達(dá)到最大次數(shù)壽命 |
| 控制部分沒(méi)有準(zhǔn)備就緒 | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):控制部分沒(méi)有準(zhǔn)備就緒 |
| 焊接不正常 | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):焊接不正常 |
| 在序列中侵犯警告限 | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):在序列中侵犯警告限 |
| 觸發(fā)了剩余電流監(jiān)控 | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):觸發(fā)了剩余電流監(jiān)控 |
| 相位監(jiān)控 | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):相位監(jiān)控 |
| 初級(jí)側(cè)過(guò)電流 | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):初級(jí)側(cè)過(guò)電流 |
| 電流傳感器故障 | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):電流傳感器故障 |
| 電壓傳感器故障 | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):電壓傳感器故障 |
| 過(guò)電流 DC 24 V | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):過(guò)電流 DC 24 V |
| 逆變器過(guò)熱 | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):逆變器過(guò)熱 |
| 焊點(diǎn)選擇錯(cuò)誤 | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):焊點(diǎn)選擇錯(cuò)誤 |
| 集中故障 | STE | 過(guò)程 (SKX) 發(fā)出信號(hào):集中故障 |
| 取消 | MT0 | 過(guò)程已被取消 |
| 當(dāng)銑削時(shí) | MT0 | 過(guò)程 (EZX / SPX / PZX/ RZX) 發(fā)出信號(hào):當(dāng)銑削時(shí) |
| 選擇不使用增力 | MT0 | 過(guò)程 (EZX / SPX / PZX/ RZX) 選擇了不使用增力 |
| 選項(xiàng):無(wú)效 | STE |
在輸入?yún)?shù)“ Option” 上設(shè)置的選項(xiàng)包含不允許的字符。 補(bǔ)救辦法: 使用允許的字符。 允許適用下列字符: “ 1", "2", "3", "4", "5", "6", "7", "8", "9", "0" |
|
選項(xiàng):僅 A、 1、 C、 5、 E、 9 可 以 |
STE | 在輸入?yún)?shù)“ Option” 上設(shè)置的選項(xiàng)不允許在該過(guò)程中使用。 |
伺服氣動(dòng)或電動(dòng)焊鉗 I/O 總覽(機(jī)器人 Slave 接口)
|
選項(xiàng) A 焊鉗 1 (EZ1 / SZ1) |
選項(xiàng) C 焊鉗 2 (EZ2 / SZ2) |
選項(xiàng) E 焊鉗 3 (EZ3 / SZP3) |
輸入的注釋 | 輸出的注釋 |
| E/A 129 | E/A 161 | E/A 193 | 選擇不使用增力 | 過(guò)程激活 |
| E/A 130 | E/A 162 | E/A 194 | 選擇銑削 | 當(dāng)銑削時(shí) |
| E/A 131 | E/A 163 | E/A 195 | 預(yù)留 | 跟隨誤差 |
| E/A 132 | E/A 164 | E/A 196 | 選擇焊鉗 1/ 5 | 焊鉗預(yù)警 |
| E/A 133 | E/A 165 | E/A 197 | 選擇焊鉗 2/ 6 |
EZX:潤(rùn)滑警告 SPX:氣缸預(yù)警 |
| E/A 134 | E/A 166 | E/A 198 | 選擇焊鉗 3/ 7 | 增力時(shí)間太長(zhǎng) |
| E/A 135 | E/A 167 | E/A 199 | 選擇焊鉗 4/ 8 |
程序錯(cuò)誤 / 錯(cuò)誤的力預(yù)設(shè)值 |
| E/A 136 | E/A 168 | E/A 200 | 選擇焊鉗切換 5-8 | 目標(biāo)位置無(wú)效 |
| E/A 137 | E/A 169 | E/A 201 | 預(yù)留 | 零件錯(cuò)誤 |
| E/A 138 | E/A 170 | E/A 202 | 預(yù)留 | 焊鉗活動(dòng)困難 |
| E/A 139 | E/A 171 | E/A 203 | 預(yù)留 | 銑削不正常 |
| E/A 140 | E/A 172 | E/A 204 | 預(yù)留 |
電極帽磨損 / 幾何錯(cuò) 誤 |
| E/A 141 | E/A 173 | E/A 205 | 預(yù)留 | 補(bǔ)償系統(tǒng)錯(cuò)誤 |
| E/A 142 | E/A 174 | E/A 206 | 預(yù)留 | 控制器/調(diào)節(jié)器錯(cuò)誤 |
| E/A 143 | E/A 175 | E/A 207 | 預(yù)留 |
EZX:電機(jī)/變壓器溫度 錯(cuò)誤 SPX:壓縮空氣/變壓器 溫度錯(cuò)誤 |
| E/A 144 | E/A 176 | E/A 208 | 預(yù)留 | 集中故障 |
焊接控制器 I/O 總覽(機(jī)器人 Slave 接口)
|
選項(xiàng) A / 1 焊接 控制器預(yù)警 1 (SK1) |
選項(xiàng) C / 5 焊接 控制器預(yù)警 2 (SK2) |
選項(xiàng) E / 9 焊接 控制器預(yù)警 3 (SK3) |
輸入的注釋 | 輸出的注釋 |
| E/A 145 | E/A 177 | E/A 209 |
選擇不使用焊 接 |
過(guò)程激活 |
| E/A 146 | E/A 178 | E/A 210 | 日志開(kāi)始 | 銑削請(qǐng)求 |
| E/A 147 | E/A 179 | E/A 211 | 預(yù)留 | 電極帽時(shí)間壽命預(yù)警 |
| E/A 148 | E/A 180 | E/A 212 | 預(yù)留 | 達(dá)到最大次數(shù)壽命 |
| E/A 149 | E/A 181 | E/A 213 | 預(yù)留 | 控制部分沒(méi)有準(zhǔn)備就緒 |
| E/A 150 | E/A 182 | E/A 214 | 預(yù)留 | 焊接不正常 |
| E/A 151 | E/A 183 | E/A 215 | 預(yù)留 | 在序列中侵犯警告限 |
| E/A 152 | E/A 184 | E/A 216 | 預(yù)留 | 觸發(fā)了剩余電流監(jiān)控 |
| E/A 153 | E/A 185 | E/A 217 | 預(yù)留 | 相位監(jiān)控 |
| E/A 154 | E/A 186 | E/A 218 | 預(yù)留 | 初級(jí)側(cè)過(guò)電流 |
| E/A 155 | E/A 187 | E/A 219 | 預(yù)留 | 電流傳感器故障 |
| E/A 156 | E/A 188 | E/A 220 | 預(yù)留 | 電壓傳感器故障 |
| E/A 157 | E/A 189 | E/A 221 | 預(yù)留 |
過(guò)電流 DC 24 V |
| E/A 158 | E/A 190 | E/A 222 | 預(yù)留 | 逆變器過(guò)熱 |
| E/A 159 | E/A 191 | E/A 223 | 預(yù)留 | 焊點(diǎn)選擇錯(cuò)誤 |
| E/A 160 | E/A 192 | E/A 224 | 預(yù)留 | 集中故障 |



|
選項(xiàng) A, 1 (SK1):“ A148 達(dá)到最大次數(shù)壽命 ” = TRUE 選項(xiàng) C, 5 (SK2):“ A180 達(dá)到最大次數(shù)壽命 ” = TRUE 選項(xiàng) E, 9 (SK3):"A212 達(dá)到了最大次數(shù)壽命" = TRUE |

|
選項(xiàng) A, 1 (SK1):“ A149 控制部分沒(méi)有準(zhǔn)備就緒 ” = TRUE -或- 選項(xiàng) A, 1 (SK1):“ A150 焊接不正常” = TRUE -或- 選項(xiàng) A, 1 (SK1):“ A151 在序列中侵犯警告限 ” = TRUE -或- 選項(xiàng) A, 1 (SK1):“ A152 觸發(fā)了剩余電流監(jiān)控 ” = TRUE -或- 選項(xiàng) A, 1 (SK1):“ A153 相位監(jiān)控 ” = TRUE -或- 選項(xiàng) A, 1 (SK1):“ A154 初級(jí)側(cè)過(guò)電流 ” = TRUE -或- 選項(xiàng) A, 1 (SK1):“ A155 電流傳感器故障 ” = TRUE -或- 選項(xiàng) A, 1 (SK1):“ A156 電壓傳感器故障 ” = TRUE -或- 選項(xiàng) A, 1 (SK1):“ A157 過(guò)電流 DC 24 V ” = TRUE -或- 選項(xiàng) A, 1 (SK1):“ A158 逆變器過(guò)熱 ” = TRUE -或- 選項(xiàng) A, 1 (SK1):“ A159 相位監(jiān)控 ” = TRUE -或- 選項(xiàng) A, 1 (SK1):“ A160 集中故障 ” = TRUE |
機(jī)器人里關(guān)于焊接控制器文件夾:
SK_BASE_SL[1]=145;
GLOBAL INT O_SK_P_akt=0 ;
GLOBAL INT O_SK_Normfr=1 ;
GLOBAL INT O_SK_V_Stdm=2 ;
GLOBAL INT O_SK_M_Stdm=3 ;
GLOBAL INT O_SK_Bereit=4 ;
GLOBAL INT O_SK_WPS_nio=5 ;
GLOBAL INT O_SK_W_Folge=6 ;
GLOBAL INT O_SK_Diff_str=7 ;
GLOBAL INT O_SK_Phase_nio=8 ;
GLOBAL INT O_SK_Primaer=9 ;
GLOBAL INT O_SK_F_Strom=10 ;
GLOBAL INT O_SK_F_Spann=11 ;
GLOBAL INT O_SK_24V=12 ;
GLOBAL INT O_SK_Inverter=13 ;
GLOBAL INT O_SK_F_Anw=14 ;
GLOBAL INT O_SK_Sammel=15 ;
IF $OUT[O_R_Auto] AND $COULD_START_MOTION AND $TIMER_FLAG[Timer_MSG_SG] THEN
;控制單元未就緒A149
$OUT[SK_BASE_SL[SKNr]+O_SK_Bereit]=NOT $IN[SK_BASE_MA[SKNr]+I_SK_Bereit]
;焊接不合格A150
$OUT[SK_BASE_SL[SKNr]+O_SK_WPS_nio]=$FLAG[F_SK_S_niO[SKNr]]
;連續(xù)違反警告限制A151在序列中侵犯警告限
$OUT[SK_BASE_SL[SKNr]+O_SK_W_Folge]=$IN[SK_BASE_MA[SKNr]+I_SK_W_Folge]
;差動(dòng)電流監(jiān)測(cè)觸發(fā)A152觸發(fā)了剩余電流監(jiān)控
$OUT[SK_BASE_SL[SKNr]+O_SK_Diff_str]=$IN[SK_BASE_MA[SKNr]+I_SK_Diff_str]
;相位監(jiān)測(cè)A153 相位監(jiān)控
$OUT[SK_BASE_SL[SKNr]+O_SK_Phase_nio]=$IN[SK_BASE_MA[SKNr]+I_SK_Phase_nio]
;A154 初級(jí)側(cè)過(guò)電流
$OUT[SK_BASE_SL[SKNr]+O_SK_Primaer]=$IN[SK_BASE_MA[SKNr]+I_SK_Primaer]
;A155 電流傳感器故障
$OUT[SK_BASE_SL[SKNr]+O_SK_F_Strom]=$IN[SK_BASE_MA[SKNr]+I_SK_F_Strom]
;電壓傳感器錯(cuò)誤A156
$OUT[SK_BASE_SL[SKNr]+O_SK_F_Spann]=$IN[SK_BASE_MA[SKNr]+I_SK_F_Spann]
;¨1流動(dòng)24 V DC故障A157 過(guò)電流DC 24 V
$OUT[SK_BASE_SL[SKNr]+O_SK_24V]=$IN[SK_BASE_MA[SKNr]+I_SK_24V]
;逆變器水溫故障A158 逆變器過(guò)熱
$OUT[SK_BASE_SL[SKNr]+O_SK_Inverter]=$IN[SK_BASE_MA[SKNr]+I_SK_Inverter]
;點(diǎn)選擇錯(cuò)誤A159 相位監(jiān)控
$OUT[SK_BASE_SL[SKNr]+O_SK_F_Anw]=$IN[SK_BASE_MA[SKNr]+I_SK_F_Anw]
;總故障A160 集中故障
$OUT[SK_BASE_SL[SKNr]+O_SK_Sammel]=NOT $IN[SK_BASE_MA[SKNr]+I_SK_Bereit] OR $IN[SK_BASE_MA[SKNr]+I_SK_WPS_nio] OR $IN[SK_BASE_MA[SKNr]+I_SK_W_Folge] OR $IN[SK_BASE_MA[SKNr]+I_SK_Diff_str] OR $IN[SK_BASE_MA[SKNr]+I_SK_Phase_nio] OR $IN[SK_BASE_MA[SKNr]+I_SK_Primaer] OR $IN[SK_BASE_MA[SKNr]+I_SK_F_Strom] OR $IN[SK_BASE_MA[SKNr]+I_SK_F_Spann] OR $IN[SK_BASE_MA[SKNr]+I_SK_24V] OR $IN[SK_BASE_MA[SKNr]+I_SK_Inverter] OR $IN[SK_BASE_MA[SKNr]+I_SK_F_Anw] OR $FLAG[F_SK_Sammel[SKNr]] OR B_KE_Sammel[SKNr]
ENDIF
審核編輯:劉清
-
控制器
+關(guān)注
關(guān)注
112文章
16376瀏覽量
178200 -
機(jī)器人
+關(guān)注
關(guān)注
211文章
28445瀏覽量
207205
原文標(biāo)題:VASS06 博途V7 FB 251 FB_Rob_Schweissen焊接控制器的使用
文章出處:【微信號(hào):gh_a8b121171b08,微信公眾號(hào):機(jī)器人及PLC自動(dòng)化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
現(xiàn)場(chǎng)總線通信控制器FB3050的原理和應(yīng)用
基于三端等效電路模型的FB_ZVZCS變換器控制環(huán)路設(shè)計(jì)方法_龍
新唐科技M031FB0AE控制器
博途VASS06的CPU設(shè)置要求
關(guān)于博途VASS6的Profinet診斷
關(guān)于FB148系統(tǒng)診斷
OB FC FB塊如何使用
MELSEC iQ R PROFINET IO控制器模塊FB參考規(guī)格書(shū)

用于整桶FB3100合成器的大型MIDI控制器
VASS滾床輸送控制FB453

博途V15仿真器的使用方法分享
西門(mén)子博途:調(diào)用FB(實(shí)例化)


西門(mén)子博途:SCL中FB模塊的結(jié)構(gòu)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論