") 詳解電子元件的潤(rùn)濕平衡實(shí)驗(yàn)
詳解電子元件的潤(rùn)濕平衡實(shí)驗(yàn)
1.何為潤(rùn)濕平衡實(shí)驗(yàn)
為了避免大規(guī)模生產(chǎn)時(shí)出現(xiàn)元器件焊盤(pán)/引腳錫量太少問(wèn)題,業(yè)界往往會(huì)提前對(duì)元件進(jìn)行焊錫潤(rùn)濕平衡實(shí)驗(yàn)以驗(yàn)證元器件可焊性。潤(rùn)濕平衡測(cè)試的目的時(shí)檢測(cè)PCBA的可焊性是否能夠滿足使用要求,并由此判斷潤(rùn)濕性不良的原因。潤(rùn)濕平衡實(shí)驗(yàn)可以分為錫球法和錫槽法。
2.潤(rùn)濕平衡實(shí)驗(yàn)基本原理和過(guò)程
潤(rùn)濕平衡實(shí)驗(yàn)的受力涉及了焊錫對(duì)元件的浮力和焊錫潤(rùn)濕元件時(shí)形成向下的拉力(潤(rùn)濕力)。潤(rùn)濕平衡實(shí)驗(yàn)步驟是將待測(cè)元件樣品固定在焊錫天平的頭部,然后在檢測(cè)部位涂覆助焊劑并將天平歸零。隨著天平頭部或焊錫平臺(tái)的移動(dòng),樣品會(huì)接觸到焊錫。焊錫在接觸樣品后會(huì)產(chǎn)生浮力作用,浮力被被規(guī)定為負(fù)值。當(dāng)焊錫開(kāi)始潤(rùn)濕樣品后會(huì)對(duì)樣品形成向下的潤(rùn)濕力,拉力被規(guī)定為正值。隨著潤(rùn)濕的持續(xù)進(jìn)行,潤(rùn)濕力會(huì)逐漸與浮力達(dá)到平衡并在隨后超過(guò)浮力。
當(dāng)樣品開(kāi)始離開(kāi)脫離焊錫時(shí)浮力開(kāi)始下降。在樣品離開(kāi)焊錫液的瞬間,焊料對(duì)樣品不在施加浮力,且此時(shí)拉力最大。最后焊錫不再施加拉力。
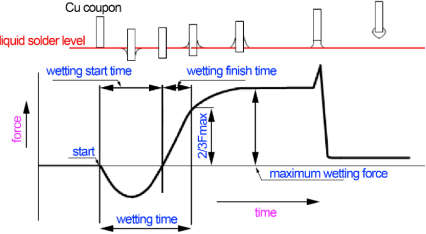
圖1. 潤(rùn)濕平衡實(shí)驗(yàn)流程圖。
3.潤(rùn)濕平衡實(shí)驗(yàn)應(yīng)用例子
銅片錫槽法: 將銅片浸入助焊劑中3-5mm,浸入的深度要大于再錫槽的浸入深度。測(cè)試參數(shù)見(jiàn)表1.
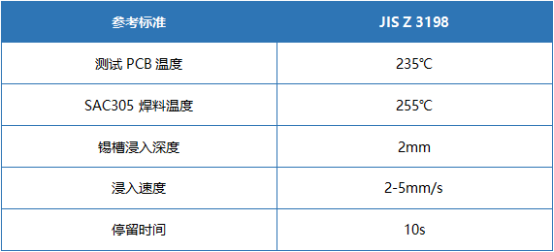
表1. 錫槽法潤(rùn)濕平衡實(shí)驗(yàn)參數(shù)。
4.實(shí)驗(yàn)結(jié)果解讀
測(cè)試時(shí)間越短說(shuō)明PCB越快被潤(rùn)濕。最大潤(rùn)濕力越大意味著焊料對(duì)母材的潤(rùn)濕性越強(qiáng),沾錫量越多。潤(rùn)濕性的好壞影響焊接結(jié)果。潤(rùn)濕速度慢需要更長(zhǎng)的焊接時(shí)間,而過(guò)長(zhǎng)焊接時(shí)間會(huì)增加金屬間化合物層厚度從而影響焊點(diǎn)機(jī)械強(qiáng)度。對(duì)于回流焊工藝,回流曲線的恒溫區(qū)能夠允許焊料助焊劑去除焊接表面氧化層,從而提高潤(rùn)濕性。過(guò)短地恒溫區(qū)持續(xù)時(shí)間不利于潤(rùn)濕性的改善,因此回流曲線的制定應(yīng)以充分分析元器件潤(rùn)濕性為前提。
5.錫膏產(chǎn)品
深圳市福英達(dá)致力于焊錫粉和超微錫膏(T6及以上)的研發(fā)和生產(chǎn)。福英達(dá)的無(wú)鉛錫粉球形度高,粒徑分布窄,氧化程度低,可用于調(diào)配成高質(zhì)量錫膏。此外福英達(dá)超微錫膏潤(rùn)濕性優(yōu)秀,回流后焊點(diǎn)強(qiáng)度高,可滿足客戶微電子焊接要求。歡迎與我們聯(lián)系合作。
審核編輯 黃宇
-
元器件
+關(guān)注
關(guān)注
112文章
4709瀏覽量
92209 -
電子元件
+關(guān)注
關(guān)注
94文章
1355瀏覽量
56507 -
焊錫
+關(guān)注
關(guān)注
0文章
257瀏覽量
18124
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
脈沖電流對(duì)電子元件的影響
ESD靜電對(duì)電子元件的影響
靜電對(duì)敏感電子元件的影響
生活中難以看見(jiàn)的電子元件-MLCC

生活中難以看見(jiàn)的電子元件-MLCC


電子元件基礎(chǔ)知識(shí)介紹
ESD對(duì)電子元件的影響 如何選擇ESD保護(hù)元件?
電子元件與材料影響因子是多少
電子元件與材料影響因子的關(guān)系
電子元件氧化發(fā)黑怎么處理

集成電路板上電子元件識(shí)別





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論