") 焊點的失效模式有哪些?
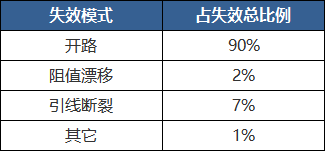
焊點的失效模式有哪些?
由于法律要求和環(huán)境保護要求,無鉛錫膏替代有鉛錫膏勢在必行。但是這過程不是一蹴而就的,畢竟不同技術(shù)發(fā)展不是完全同步的。因此在目前一些焊接中可能需要同時用到有鉛和無鉛焊接兩種工藝。鉛的存在會對焊點可靠性有負(fù)面作用。本文主要介紹鉛污染對焊接效果的影響。
混合使用有鉛和無鉛焊料對焊點可靠性有著潛在影響。舉個例子,當(dāng)無鉛錫膏和有鉛錫膏搭配使用時會發(fā)生向后兼容性。Sn63Pb37錫膏熔點要低于SAC合金,因此焊盤上的Sn63Pb37會先熔化,而SAC焊球仍未熔化。熔化后的Pb會擴散到SAC焊球晶粒邊界,從而產(chǎn)生的焊點性質(zhì)不穩(wěn)定且容易失效。所以需要對回流曲線進行調(diào)整并匹配錫膏熔點,回流時間,冷卻時間等。
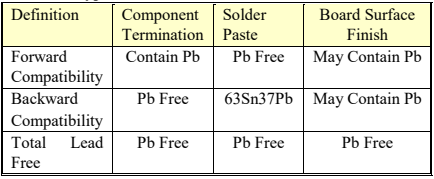
圖1: 混合焊料使用案例
鉛污染影響
Seelig和Suraski (2001) 往Sn95.5Ag4Cu0.5焊料中加入Pb進行焊接并測試抗疲勞屬性。結(jié)果發(fā)現(xiàn)Pb含量增加會降低焊點抗疲勞能力,意味著焊點更快失效 (圖2)。Key Chung et al. 也對鉛污染的影響進行實驗研究,故意將Pb加入無鉛焊料Sn95Ag4.5Cu0.5中,形成97wt%SnAgCu和3wt%Pb金屬比例。DSC結(jié)果發(fā)現(xiàn)Pb在179℃時會與Sn/Ag發(fā)生界面反應(yīng)生成Sn62Pb36Ag2三元結(jié)構(gòu)并出現(xiàn)柯肯達爾空洞。Sn62Pb36Ag2生長主要發(fā)生在冷卻階段,且與冷卻速率呈反比關(guān)系。
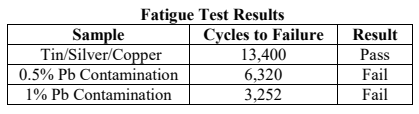
圖2: 焊點抗疲勞測試結(jié)果。
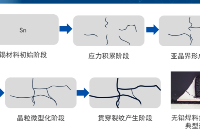
對于向后兼容性。當(dāng)峰值回流溫度低于SAC合金熔點時,Pb會沿著SAC晶界擴散。這會導(dǎo)致無鉛焊料球晶粒粗化 (如圖3所示)。此外,由于回流溫度低于焊料球熔點,焊料球未能有效溶解,從而形成了異常的形狀 (Key Chung et al., 2002)。由此生成的焊點可靠性低,在熱循環(huán)中容易疲勞并失效。
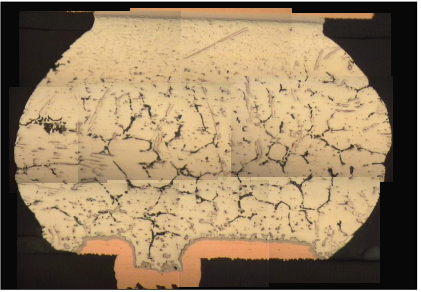
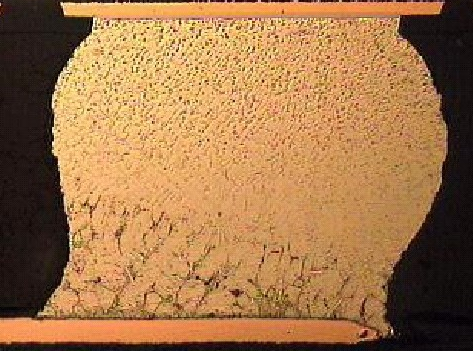
圖3: 回流溫度比無鉛焊球熔點低時,Pb沿著晶界擴散。黑色/灰色-富鉛區(qū)域,棒狀-Ag3Sn, 灰色顆粒-Cu6Sn5
圖4: 冷卻過程焊料球未能完全坍塌,導(dǎo)致焊點形狀異常。
對于使用完全無鉛焊料的系統(tǒng)來說,晶粒粗化程度較小并減少了再結(jié)晶。因此焊點的可靠性會比鉛污染的焊接系統(tǒng)高。
深圳市福英達對高可靠性無鉛錫膏生產(chǎn)有著相當(dāng)成熟的經(jīng)驗和技術(shù)。福英達無鉛錫膏囊括低溫系列和中高溫系列。SnBiAg系列無鉛錫膏能用于低溫焊接環(huán)境,減少熱應(yīng)力帶來的焊盤翹曲等問題。SnAg3Cu0.5系列中溫錫膏熔點217℃左右,焊點推拉力和導(dǎo)電性優(yōu)秀。對于高溫環(huán)境如功率器件等設(shè)備封裝,福英達金錫錫膏能發(fā)揮出其高熔點(280℃)的特點。
參考文獻
Key Chung,C., Aspandiar,R.,Foo Leong,L., &Siew Tay,C. (2002), “The Interactions of Lead (Pb) in Lead Free Solder (Sn/Ag/Cu) System”, 52ndElectronic Components and Technology Conference.
Seelig, K., & Suraski, D. (2001),“Lead-Contamination in Lead-Free Electronics Assembly”.
審核編輯 黃宇
-
焊點
+關(guān)注
關(guān)注
0文章
112瀏覽量
12744 -
失效模式
+關(guān)注
關(guān)注
0文章
22瀏覽量
10163
發(fā)布評論請先 登錄
相關(guān)推薦
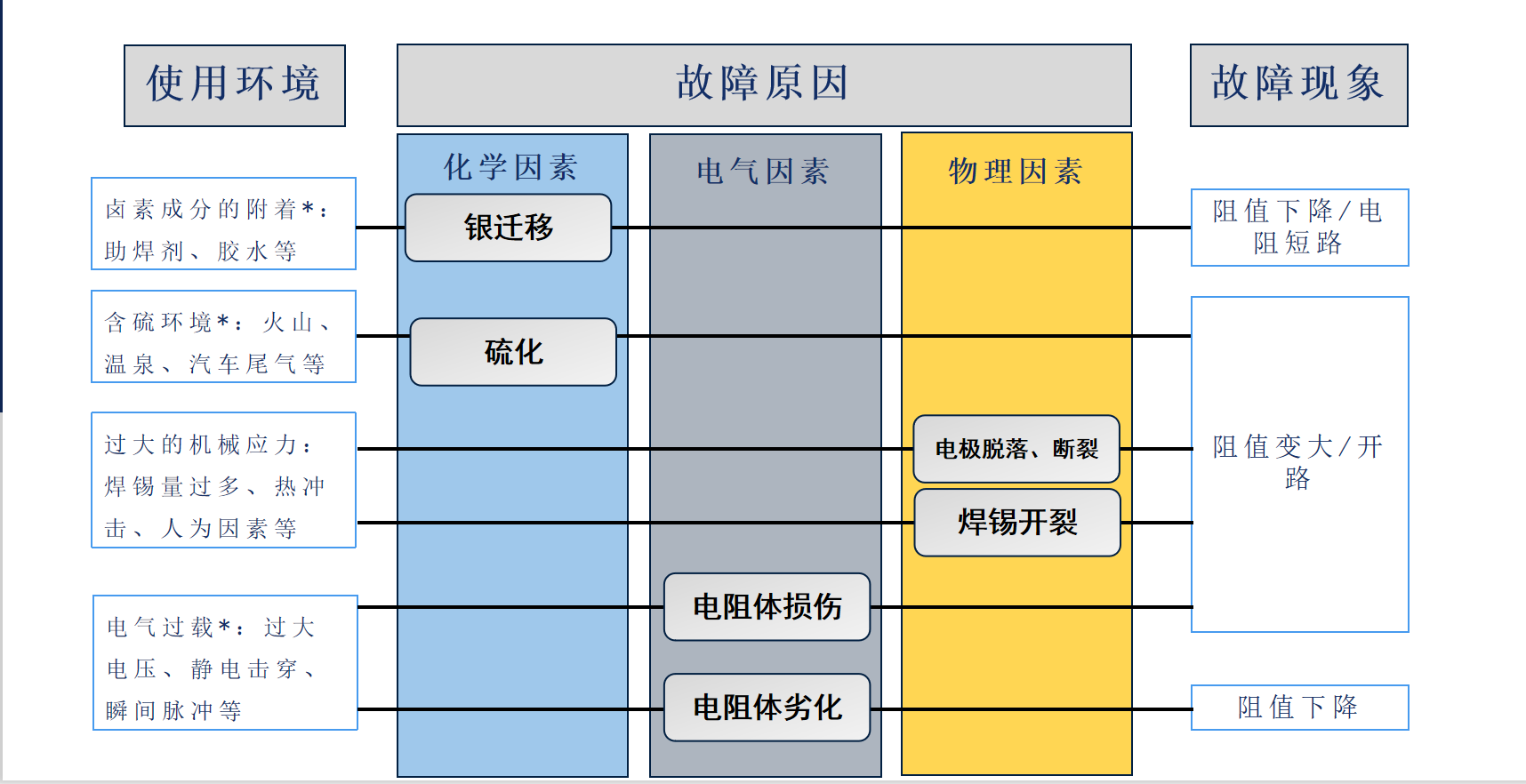
電阻失效模式總結(jié)
常見的焊點質(zhì)量判斷標(biāo)準(zhǔn)有哪些?
技術(shù)分享 | AEC-Q007中組件焊點開裂原因分析及相關(guān)車規(guī)標(biāo)準(zhǔn)介紹
MOS管的幾種失效模式
晶閘管的失效模式與機理
連接器的三類失效模式
IGBT器件失效模式的影響分析

PCBA加工焊點為什么會失效?如何解決這個問題呢?
焊點可靠性之蠕變性能
電阻器的失效模式有哪些
錫膏產(chǎn)生焊點空洞的原因有哪些?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論