 倒裝芯片封裝凸點剪切力測試實例,推拉力測試機應用全解析!
倒裝芯片封裝凸點剪切力測試實例,推拉力測試機應用全解析!
最近,我們收到了一位來自半導體行業的客戶的咨詢,他們有一個關于倒裝芯片封裝凸點剪切力測試的需求,希望能夠獲得合適的測試設備。為了解決客戶的測試需求,科準測控為其定制了一套技術方案,包括相應的檢測儀器。
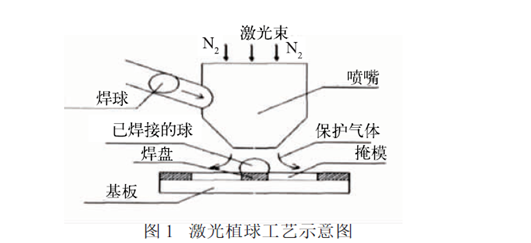
芯片倒裝封裝技術作為電子行業中的一項重要工藝,在提高電路可靠性、降低體積重量、優化信號傳輸性能等方面具有顯著優勢。其中,焊接是芯片倒裝封裝中至關重要的環節之一。
針對焊接過程中的關鍵問題,本文科準測控小編將重點介紹芯片焊區上凸點焊接可靠性,旨在深入探討該技術在提升芯片倒裝封裝可靠性方面的作用與意義。通過對凸點焊接的測試與分析,我們將探索其對電路失效率、組件體積重量、互連電路參數等方面的影響,以期為該領域的研究與實踐提供有益的參考與借鑒。
一、凸點剪切力測試
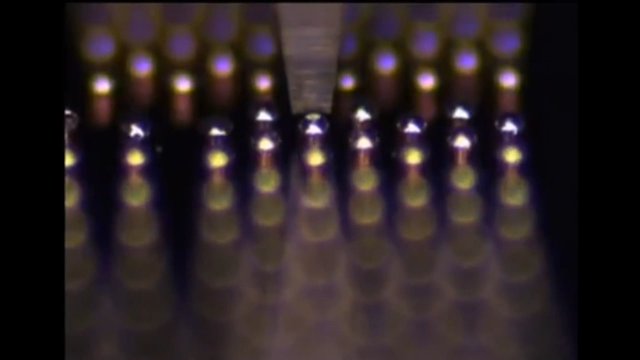
凸點剪切力測試是一種破壞性測試方法,用于評估芯片倒裝封裝中的焊接質量。在這種測試中,通過施加垂直于焊接表面的力,并以一定的速度將焊接凸點剪切斷,以評估凸點的抗剪切能力。通常,這些凸點的直徑不會超過80μm。
二、常用測試設備
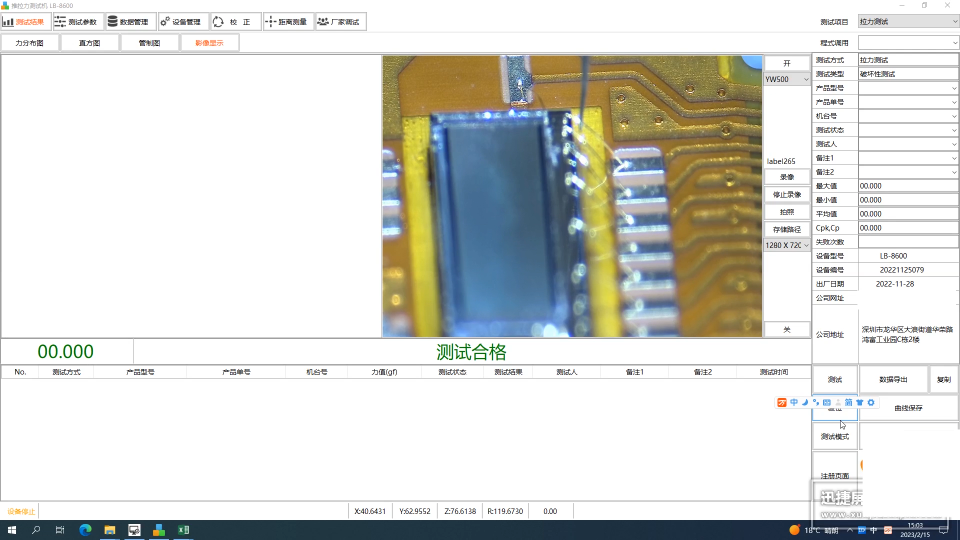
1、推拉力測試機
測試設備應當使用經過校準的負載單元或傳感器。設備的最大負載能力應不小于凸點最大剪切力的1.1倍,而剪切工具的受力面寬度應達到凸點直徑的1.1倍以上。設備應具備能夠提供并記錄施加在凸點上的剪切力的詳細信息,同時也應具備對負載提供規定的移動速率的功能。
2、凸點剪切工具
a、剪切工具通常由堅硬的剛性材料、或者陶瓷等不易彎曲的材料制成。
b、根據被測試凸點的尺寸,可以選擇合適的剪切工具,確保其與芯片表面呈90°±5°的角度。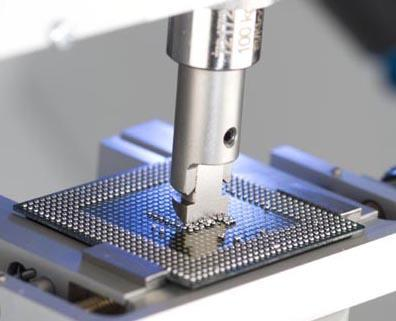
c、對凸點和剪切工具進行對齊,確保剪切工具能夠接觸到凸點的一側。
d、最好使用可移動的試驗臺和工具臺進行對齊,使移動平臺垂直于負載方向。
e、在試驗安裝過程中,需要特別注意避免觸碰到正在進行試驗的凸點。
f、由于剪切工具經常使用會導致磨損,進而影響試驗結果的準確性。
g、如果發現剪切工具有明顯的磨損跡象,如下圖所示,則應及時進行更換。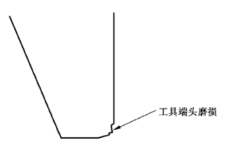
3、剪切高度
剪切力和失效模式受剪切工具高度的影響。為保證試驗結果的有效性,應對任何檢驗批進行相同條件的剪切試驗,同時剪切工具高度設置應該是一致的。
剪切高度不低于凸點高度的10%,剪切示意圖如下圖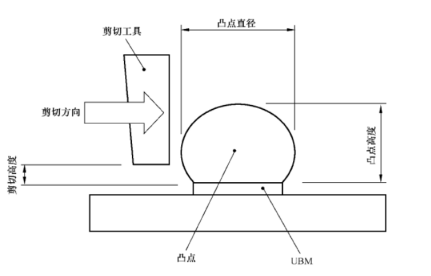
4、剪切速度
芯片凸點剪切過程中應保持恒定速率,直到剪切力下降到最大值的25%以下,或直到剪切工具的移動距離超過凸點直徑。剪切試驗的速度一般為0.1mm/s-0.8mm/s。
5、剪切力
試驗數據應包括芯片凸點剪切力的最大值、最小值、平均值以及標準偏差的失效判據。凸點剪切力數值應滿足應用條件所要求的的最小值。
三、測試過程
步驟一、測試前準備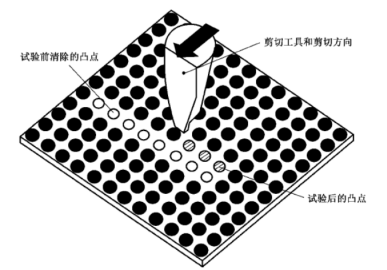
使用顯微鏡對凸點進行檢查,確保形狀完好,無助焊劑殘留或其他污染物。
根據測試設備的限制,需要移除鄰近的凸點,確保剪切工具行進路徑暢通,并避免觸碰到殘留的凸點。
確保凸點的殘留高度足夠低,以防止剪切工具在行進過程中碰觸到殘留的凸點。
步驟二、測試要求
根據采購文件或詳細規范中的要求進行凸點最小剪切力的計算。
確定試驗的芯片數量和測試點數。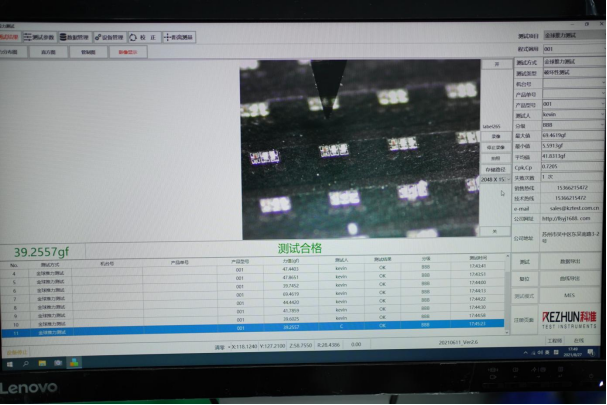
確定數據記錄的要求,包括最大剪切力、最小剪切力、平均剪切力以及標準偏差的失效判據。
步驟三、進行測試
將凸點與剪切工具對齊,確保角度為90°±5°,并保證剪切工具能夠完全接觸到凸點的一側。
使用可移動的試驗臺和工具臺進行對齊,確保移動平臺垂直于負載方向。
調整剪切工具高度,保持不低于凸點高度的10%。
設置剪切速度為0.1mm/s至0.8mm/s,并保持恒定速率直至剪切力下降到最大值的25%以下,或直到剪切工具移動距離超過凸點直徑。
記錄并保存施加在凸點上的剪切力的詳細信息,包括最大值、最小值、平均值以及標準偏差。
步驟四、測試后處理
分析測試結果,檢查是否滿足應用條件所要求的凸點剪切力最小值。
如有需要,根據測試數據調整生產流程或材料選擇。
如發現剪切工具磨損明顯,及時更換以確保后續測試的準確性。
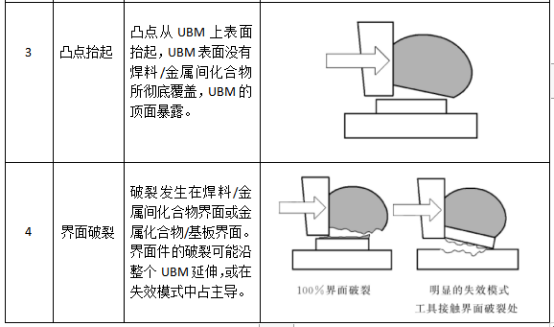
四、失效判據
芯片凸點剪切可能引發四種失效模式,其中模式1和模式2被認為是合格的失效模式,而模式3和模式4則為不合格的失效模式。通常情況下,采用獨立的光學系統對失效模式進行評估。如果凸點剪切力值較低或出現多種失效模式,應對斷裂面進行詳細檢查。這種檢查通常通過使用顯微鏡,在500倍及更高倍數下進行觀察來完成。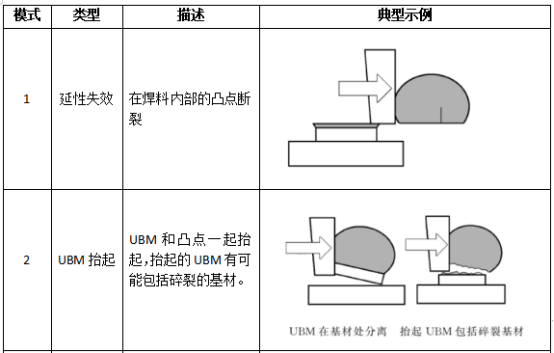
以上就是小編介紹的倒裝芯片封裝凸點剪切力測試的內容了,希望可以給大家帶來幫助!如果您還想了解更多關于倒裝芯片封裝技術、工藝流程,推拉力測試機怎么使用、靜壓怎么設置、鉤針、廠家和價格等問題,歡迎您關注我們,也可以給我們私信和留言,科準測控技術團隊為您免費解答!
審核編輯 黃宇
-
封裝
+關注
關注
126文章
7873瀏覽量
142894 -
倒裝芯片
+關注
關注
1文章
90瀏覽量
16245 -
推拉力測試機
+關注
關注
0文章
92瀏覽量
340
發布評論請先 登錄
相關推薦


芯片焊點推拉力測試機測試模塊、夾具、鉤針和推刀配置

多功能推拉力測試機可實現芯片貼裝剪切力測試


半導體推拉力測試儀,精密力學測試需求

一文了解焊球剪切力強度測試,附自動推拉力測試機應用!
剪切力測試儀用設備安全裝置及技術指標,夾具選擇
半導體芯片封裝推拉力測試機合理選擇需要考慮哪些方面?

霧化芯薄膜剪切力測試和使用方法





 工商網監
工商網監
評論