 詳細分析超聲波焊接信號發生器的適用頻率
詳細分析超聲波焊接信號發生器的適用頻率
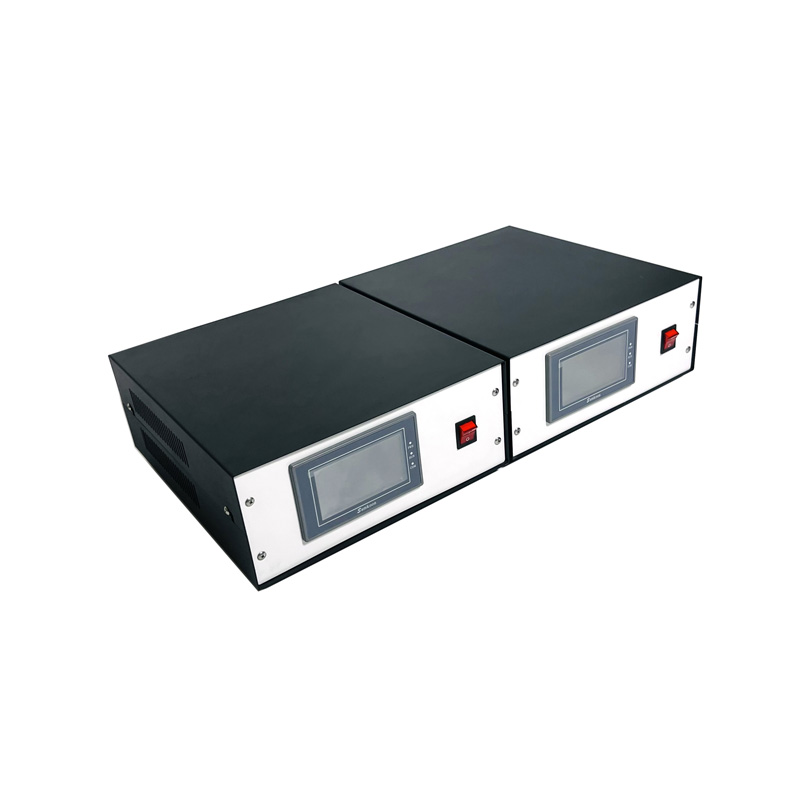
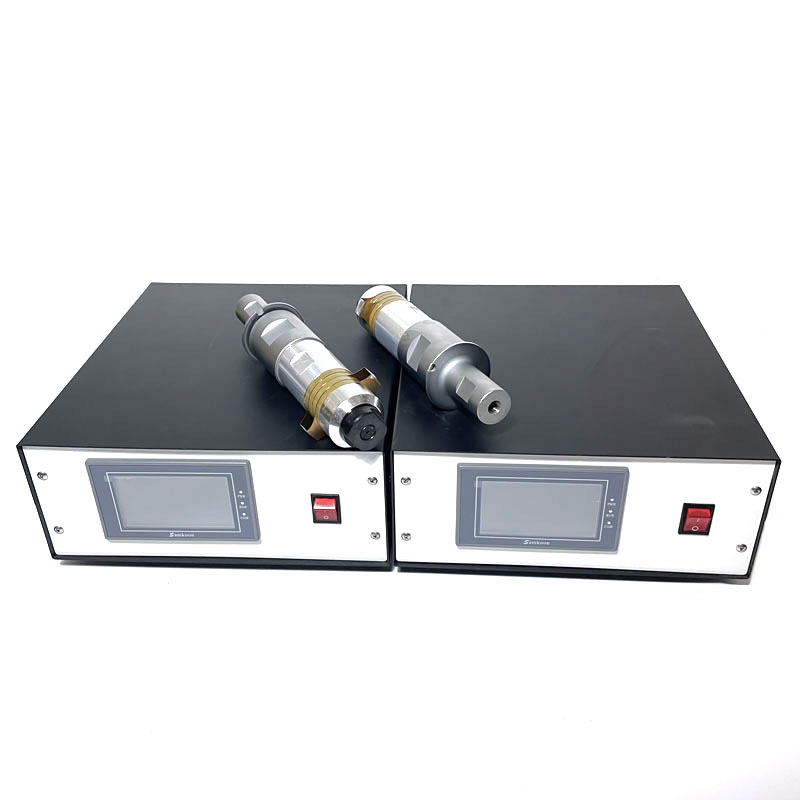
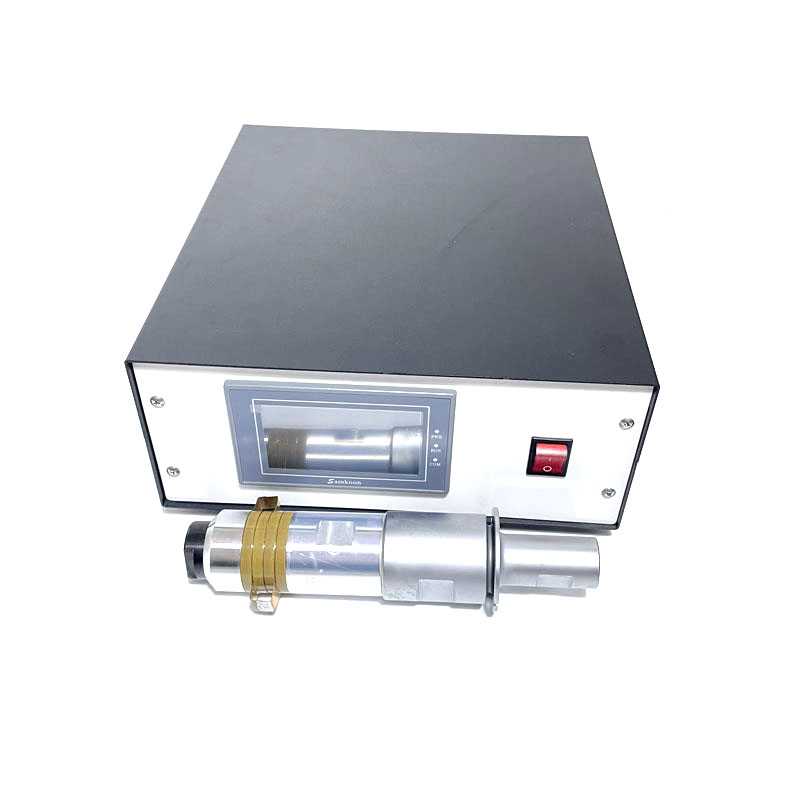
超聲波信號發生器是一種將電能轉換成超聲波能向超聲波換能器提供能量的轉換裝置,亦稱超聲波電源發生器。功率輸出采用先進流行的IGBT-IV逆變電源技術,具有體積小、重量輕、轉換效率高、降能耗、品質好、壽命長等優點。
超聲波焊接信號發生器的適用頻率是一個關鍵參數,它直接影響到焊接的質量和效率。以下是關于超聲波焊接信號發生器適用頻率的詳細分析:
常見頻率范圍:
通常,超聲波焊接信號發生器的頻率范圍在20kHz至70kHz之間。這一范圍內的頻率可以適用于不同材料的超聲波焊接。
金屬焊接的頻率選擇:
對于金屬的超聲波焊接,頻率在20kHz至40kHz之間效果較好。這是因為在這個頻率范圍內,焊接過程能夠產生足夠的熱量,同時避免材料過度變形或燒焦。
塑料焊接的頻率選擇:
對于塑料的超聲波焊接,頻率通常選擇在20kHz至70kHz之間。特別是當需要焊接超薄、易碎的塑料制品時,頻率可能需要更高,以實現更精細的焊接效果。
頻率與功率的關系:
頻率越高,功率越小。例如,20kHz的功率通常為2000W以上,而35kHz至40kHz的超聲波振動系統通常只有幾百瓦。因此,在選擇頻率時,也需要考慮所需的功率大小。
頻率選擇的影響因素:
頻率的選擇不僅取決于焊接材料的類型,還受到產品結構、體積以及工作要求的影響。例如,頻率較高的超聲波能量較強,適合精細焊接;而頻率較低的超聲波振幅較大,適合焊接體積較大、焊接強度較高的產品。
綜上所述,超聲波焊接信號發生器的適用頻率是一個需要根據具體焊接材料、產品結構和工作要求來選擇的參數。在選擇時,需要綜合考慮頻率范圍、功率大小以及焊接效果等多個因素。
審核編輯 黃宇
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
超聲波發生器
+關注
關注
22文章
59瀏覽量
28906
發布評論請先 登錄
相關推薦


智能型大功率超聲波焊接電源發生器設計
工頻交流經過IGBT模塊變化將信號放大到幾千伏高壓交流信號后去驅動超聲波焊接換能器,使之在自身諧振頻率點上諧振震動。控制模塊能在
發表于 12-27 15:17
?540次閱讀

高功率超聲波焊接發生器電源設計
高功率超聲波焊接發生器電源全新改良,性能更優化,輸出強勁穩定,持久耐用,調頻及頻率自動補償電路。調試設置軟起動電路,避免損壞模具全套優質進口零件組件,品質保證
發表于 01-30 16:11
?415次閱讀

超聲波焊接電源系統發生器設計
超聲波焊接電源系統發生器采用新型的復合頻率跟蹤策略,實現逆變輸出功率因數接近為1,以IGBT功率器件構成的全橋移相功率控制方式,超聲波
超聲波焊接機控制電箱發生器設計
中,部分場合的超聲波焊接存在需要解決問題,如對應用于厚度小于6微米的金屬板體焊接,現階段使用的超聲波焊接設備,一般包括15khz、20khz
發表于 03-07 21:23
?396次閱讀







 工商網監
工商網監
評論