 激光切割如何調整焦點位置
激光切割如何調整焦點位置
激光切割是一種高精度的加工技術,廣泛應用于金屬、非金屬等多種材料的加工。在激光切割過程中,焦點位置的調整對于切割質量具有重要影響。本文將詳細介紹激光切割焦點位置的調整方法,包括基本原理、調整步驟、注意事項等。
一、激光切割焦點位置的基本原理
- 激光切割原理
激光切割是利用高功率密度的激光束照射在材料表面,使材料迅速熔化、汽化或燃燒,從而實現材料的切割。激光切割具有切割速度快、精度高、熱影響區域小等優點。
- 焦點位置與切割質量的關系
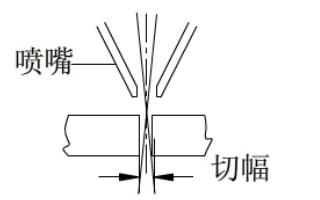
焦點位置是指激光束在材料表面的聚焦點。焦點位置的高低直接影響到激光束的光斑大小、功率密度和切割深度。當焦點位置過高時,激光束的光斑變大,功率密度降低,切割速度減慢,且切割面粗糙;當焦點位置過低時,激光束的光斑變小,功率密度過高,容易產生過燒現象,影響切割質量。
- 焦點位置的調整原則
在激光切割過程中,應根據材料的厚度、材質、切割速度等因素,合理調整焦點位置,以獲得最佳的切割效果。一般來說,材料越厚,焦點位置應越低;材料越薄,焦點位置應越高。
二、激光切割焦點位置的調整步驟
- 準備工作
在進行焦點位置調整前,需要做好以下準備工作:
(1)檢查激光切割機的各項參數是否正常,包括激光功率、切割速度、輔助氣體等。
(2)選擇合適的切割頭和透鏡,以適應不同的材料和厚度。
(3)確保材料表面平整、無油污、無銹蝕,以保證激光束的聚焦效果。
- 初始焦點位置的確定
在進行焦點位置調整前,需要先確定一個初始焦點位置。一般來說,初始焦點位置可以通過以下方法確定:
(1)根據材料的厚度和材質,參考激光切割機的使用說明書或經驗數據,選擇一個合適的初始焦點位置。
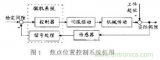
(2)使用激光切割機的自動對焦功能,通過機器自動調整,獲得一個初始焦點位置。
- 焦點位置的微調
在確定了初始焦點位置后,需要進行微調,以獲得最佳的切割效果。微調的方法如下:
(1)觀察切割效果:通過觀察切割面的質量,判斷焦點位置是否合適。如果切割面粗糙、不平整,說明焦點位置過高;如果切割面有熔渣、過燒現象,說明焦點位置過低。
(2)調整焦點位置:根據觀察結果,逐步調整焦點位置。每次調整的幅度不宜過大,一般以0.1-0.5mm為宜。調整后,需要重新觀察切割效果,直至達到最佳狀態。
(3)記錄調整參數:在調整過程中,需要記錄每次調整的參數,包括焦點位置、切割速度、輔助氣體等,以便于后續的工藝優化和參數調整。
- 焦點位置的穩定性
在焦點位置調整完成后,需要確保焦點位置的穩定性,避免因機器震動、溫度變化等因素導致焦點位置發生偏移。具體措施包括:
(1)確保激光切割機的安裝基礎牢固,避免因地面不平、機器震動等原因導致焦點位置偏移。
(2)在切割過程中,保持室內溫度穩定,避免因溫度變化導致透鏡的焦距發生變化。
(3)定期檢查激光切割機的各項參數,確保其正常運行。
三、激光切割焦點位置調整的注意事項
- 材料特性的影響
不同材料的熔點、熱傳導率、反射率等特性不同,對焦點位置的調整有一定的影響。在進行焦點位置調整時,需要充分考慮材料的特性,選擇合適的焦點位置。
- 切割速度的匹配
焦點位置的調整需要與切割速度相匹配。如果切割速度過快,即使焦點位置合適,也可能導致切割質量下降。因此,在調整焦點位置時,需要綜合考慮切割速度,以達到最佳的切割效果。
- 輔助氣體的選擇
輔助氣體在激光切割過程中起到吹掃熔渣、保護透鏡等作用。不同材料和厚度的切割,需要選擇合適的輔助氣體,以保證焦點位置的準確性和切割質量。
- 操作者的經驗
激光切割焦點位置的調整需要操作者具有一定的經驗。在實際操作過程中,操作者需要根據切割效果,不斷調整焦點位置,直至達到最佳狀態。
- 設備的維護
激光切割機的維護對焦點位置的調整也有一定的影響。定期對激光切割機進行維護和校準,可以保證設備的穩定性和切割質量。
總之,激光切割焦點位置的調整是一個復雜的過程,需要操作者根據材料特性、設備性能等因素,進行綜合考慮和調整。通過不斷優化和實踐,可以獲得最佳的切割效果,提高生產效率和產品質量。
-
激光束
+關注
關注
0文章
73瀏覽量
10227 -
非金屬
+關注
關注
0文章
13瀏覽量
5694 -
焦點
+關注
關注
0文章
6瀏覽量
4454 -
激光切割機
+關注
關注
0文章
158瀏覽量
3166
發布評論請先 登錄
相關推薦
HarmonyOS NEXT應用元服務開發控件位置調整場景與重新設置新焦點位置的場景
電阻器的激光切割
激光切割加工之激光焦點位置檢測與控制技術分析
使用光纖激光切割機遇到的問題及解決辦法
如何用激光切割機切割高質量產品?焦點很重要

一招教你如何解決管材激光切割機割不透毛邊問題





 工商網監
工商網監
評論