 舌簧繼電器的焊接方法是什么
舌簧繼電器的焊接方法是什么
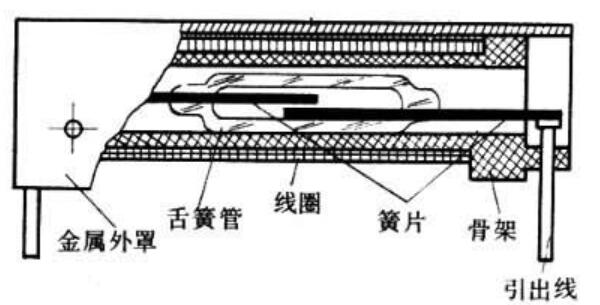
舌簧繼電器是一種利用舌簧開關來實現電信號的切換和控制的電子元件。它具有體積小、重量輕、響應速度快、可靠性高等特點,在電子設備中得到了廣泛的應用。在舌簧繼電器的制造過程中,焊接是關鍵的工藝環節之一。本文將詳細介紹舌簧繼電器的焊接方法,包括焊接材料的選擇、焊接工藝的制定、焊接質量的控制等方面的內容。
一、焊接材料的選擇
- 焊料的選擇
焊料是焊接過程中的主要材料,其性能直接影響到焊接質量。在選擇焊料時,需要考慮以下幾個方面:
(1)熔點:焊料的熔點應低于被焊接材料的熔點,以保證焊接過程中不會損傷被焊接材料。
(2)潤濕性:焊料應具有良好的潤濕性,能夠充分潤濕被焊接材料表面,形成良好的金屬間結合。
(3)導電性:焊料應具有良好的導電性,以保證焊接后的電路能夠正常工作。
(4)機械性能:焊料應具有一定的機械強度和韌性,以保證焊接接頭的穩定性。
根據以上要求,常用的焊料有錫鉛焊料、錫銀銅焊料、錫鉍焊料等。
- 助焊劑的選擇
助焊劑是焊接過程中的輔助材料,可以提高焊接質量,減少焊接缺陷。在選擇助焊劑時,需要考慮以下幾個方面:
(1)活性:助焊劑應具有一定的活性,能夠去除被焊接材料表面的氧化物和雜質,提高焊料的潤濕性。
(2)腐蝕性:助焊劑的腐蝕性應盡可能低,以避免對被焊接材料造成損傷。
(3)殘留物:助焊劑在焊接過程中會留下一定的殘留物,應選擇殘留物少、易清洗的助焊劑。
(4)安全性:助焊劑應具有良好的安全性,不應對操作人員和環境造成危害。
常用的助焊劑有松香、活性劑、水溶性助焊劑等。
二、焊接工藝的制定
- 焊接前的準備
(1)清潔:在焊接前,需要對被焊接材料進行清潔,去除表面的油污、氧化層等雜質。
(2)定位:根據舌簧繼電器的結構和尺寸,確定焊接點的位置,進行定位。
(3)預熱:對被焊接材料進行預熱,以減少焊接過程中的熱應力。
- 焊接方法的選擇
根據舌簧繼電器的特點和焊接要求,可以選擇以下幾種焊接方法:
(1)手工焊接:適用于小批量生產和維修工作,操作靈活,但效率較低。
(2)波峰焊接:適用于大批量生產,自動化程度高,焊接質量穩定。
(3)回流焊接:適用于表面貼裝元件的焊接,焊接溫度較低,對元件的熱損傷較小。
(4)激光焊接:適用于精密焊接,焊接速度快,熱影響區域小。
- 焊接參數的確定
焊接參數包括焊接溫度、焊接時間、焊接壓力等,需要根據焊接方法和材料的特性進行優化。
(1)焊接溫度:焊接溫度應控制在焊料的熔點附近,以保證焊料的流動性和潤濕性。
(2)焊接時間:焊接時間應控制在合適的范圍內,過長或過短都會影響焊接質量。
(3)焊接壓力:焊接壓力應適中,以保證焊料在被焊接材料表面形成良好的金屬間結合。
三、焊接質量的控制
- 焊接缺陷的識別
焊接過程中可能出現的缺陷有虛焊、冷焊、過焊、焊接不均勻等。需要通過視覺檢查、X射線檢測等方法進行識別。
- 焊接缺陷的預防
(1)嚴格控制焊接參數,避免焊接過程中的異常情況。
(2)選擇合適的焊接方法和材料,提高焊接質量。
(3)加強焊接前的準備工作,確保被焊接材料的清潔度。
- 焊接缺陷的處理
對于已經出現的焊接缺陷,需要采取相應的措施進行處理,如重新焊接、打磨、補焊等。
四、焊接后的檢測與維修
- 外觀檢查:對焊接后的舌簧繼電器進行外觀檢查,確保焊接接頭的完整性和美觀性。
- 電氣性能測試:對焊接后的舌簧繼電器進行電氣性能測試,確保其能夠正常工作。
- 維修:對于檢測中發現的問題,需要進行相應的維修工作,如重新焊接、更換元件等。
五、結語
舌簧繼電器的焊接是其制造過程中的關鍵環節,需要選擇合適的焊接材料、制定合理的焊接工藝、嚴格控制焊接質量。
-
電子元件
+關注
關注
94文章
1355瀏覽量
56506 -
電子設備
+關注
關注
2文章
2752瀏覽量
53727 -
電信號
+關注
關注
1文章
817瀏覽量
20564 -
舌簧繼電器
+關注
關注
0文章
16瀏覽量
5359
發布評論請先 登錄
相關推薦
Pickering的微型耐高壓舌簧繼電器 現可在最高125°C的溫度下動作
基于舌簧繼電器和電信號實現激光光波控制系統的設計
Pickering首款可切換1kV的高壓表面貼裝舌簧繼電器
Pickering 可切換高達 1kV的新型高壓 SMD 舌簧繼電器
如何正確使用以確保舌簧繼電器的可靠性?





 工商網監
工商網監
評論