 真空回流焊/真空共晶爐曲線講解——理解有鉛錫膏的回流過程
真空回流焊/真空共晶爐曲線講解——理解有鉛錫膏的回流過程
要想保證產品的焊接質量,除了對于焊料的選擇有講究,工藝研究也非常重要。今天,我們以有鉛錫膏為例,分析探討錫膏的回流過程,幫助大家更有效理解有鉛錫膏的特性。有鉛錫膏的回流過程可分為五個階段:
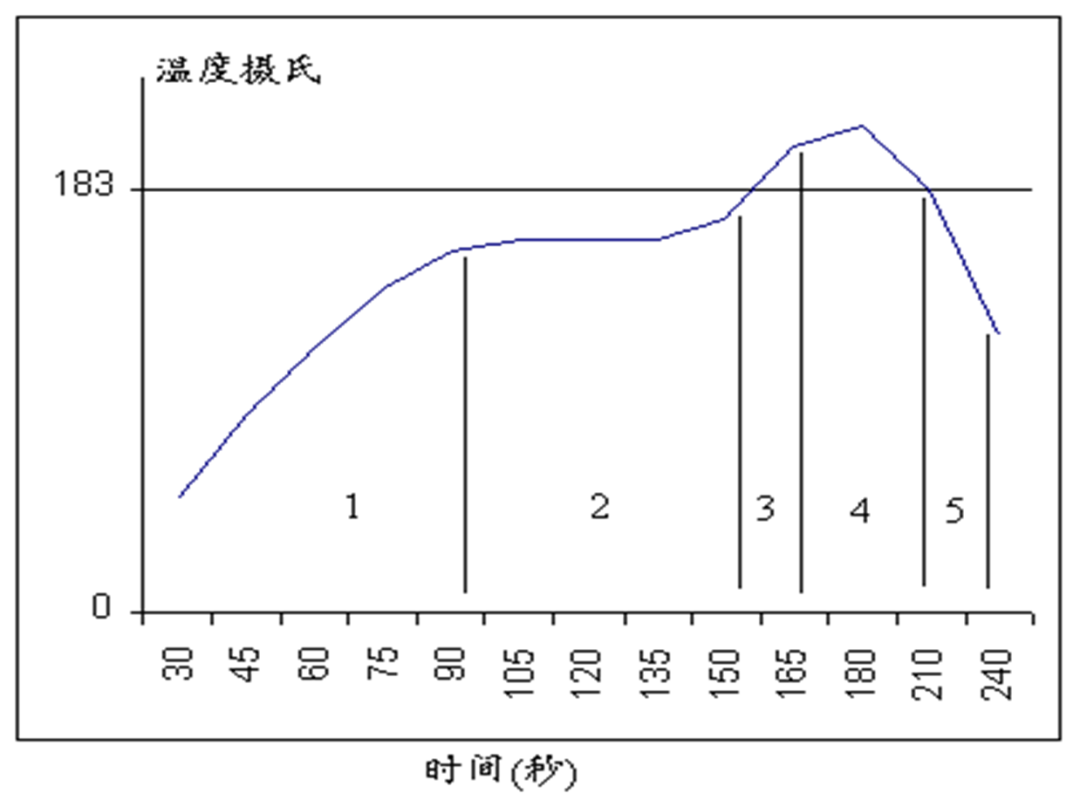
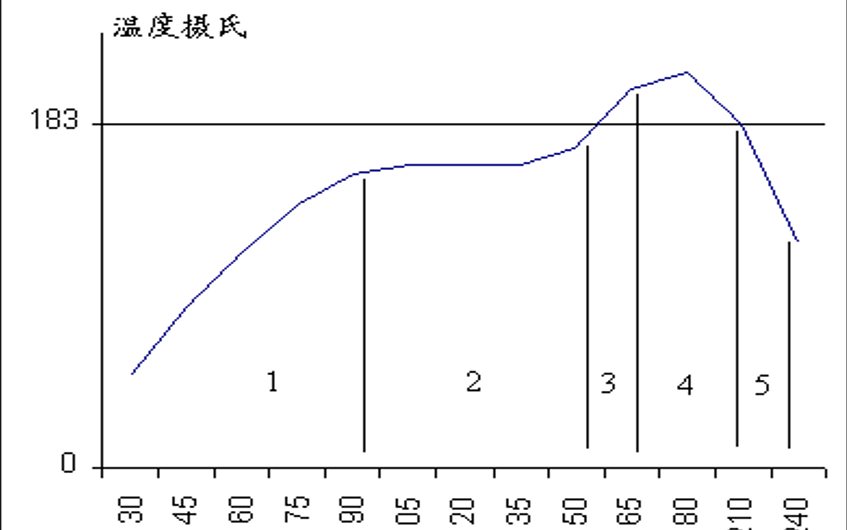
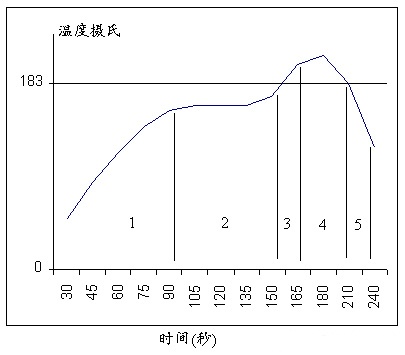 一般有鉛錫膏溫度曲線示意圖
一般有鉛錫膏溫度曲線示意圖1.首先,用于達到所需粘度和絲印性能的溶劑開始蒸發,溫度上升必須慢(大約3℃/s),以限制沸騰和飛濺,防止形成小錫珠,還有,一些元件對內部應力比較敏感,如果元件外部溫度上升太快,會造成斷裂。
2.助焊劑活躍,化學清洗行動開始,水溶性助焊劑和免洗型助焊劑都會發生同樣的清洗行動,只不過溫度稍微不同。將金屬氧化物和某些污染從即將結合的金屬和焊錫顆粒上清除。好的冶金學上的錫焊點要求“清潔”的表面。
3.當溫度繼續上升,焊錫顆粒首先單獨熔化,并開始液化和表面吸錫的“燈草”過程。這樣在所有可能的表面上覆蓋,并開始形成錫焊點。
4.這個階段最為重要,當單個的焊錫顆粒全部熔化后,結合一起形成液態錫,這時表面張力作用開始形成焊腳表面,如果元件引腳與PCB焊盤的間隙超過4mil,則極可能由于表面張力使引腳和焊盤分開,即造成錫點開路。
5.冷卻階段,如果冷卻快,錫點強度會稍微大一點,但不可以太快而引起元件內部的溫度應力。
總結:錫膏的回流過程重要的是有充分的緩慢加熱來安全地蒸發溶劑,防止錫珠形成和限制由于溫度膨脹引起的元件內部應力,造成斷裂痕可靠性問題。其次,助焊劑活躍階段必須有適當的時間和溫度,允許清潔階段在焊錫顆粒剛剛開始熔化時完成。
時間溫度曲線中焊錫熔化的階段是最重要的,必須充分地讓焊錫顆粒完全熔化,液化形成冶金焊接,剩余溶劑和助焊劑殘余的蒸發,形成焊腳表面。此階段如果太熱或太長,可能對元件和PCB板造成傷害。錫膏回流溫度曲線的設定,最好是根據錫膏供應商提供的數據進行,同時把握元件內部溫度應力變化原則,即加熱溫升速度小于3℃/s,和冷卻溫降速度小于5℃/s。
關于有鉛錫膏的回流過程的分析探討就到這里,若有不當之處歡迎各位朋友予以指正和指教;若與其他原創內容有雷同之處,請與我們聯系,我們將及時處理;我司有可匹配有鉛錫膏的真空回流焊/真空共晶爐可供選擇,同時,運用我司持有的“正負壓焊接”發明專利,可有效預防使用有鉛錫膏所遇到的焊接問題,焊接空洞率可做到≤1%!若您感興趣,可與我們聯系或前往我司官網了解。
成都共益緣真空設備有限公司
-
有鉛錫
+關注
關注
0文章
4瀏覽量
6136 -
回流焊
+關注
關注
14文章
468瀏覽量
16783 -
正負壓
+關注
關注
0文章
11瀏覽量
5453
發布評論請先 登錄
相關推薦

詳細分享怎樣設定錫膏回流焊溫度曲線?
回流焊爐溫度曲線怎么看,它使用時的注意事項有哪些

真空回流焊是什么?淺談SMT真空回流焊爐的基本原理

LED錫膏回流焊注意事項有哪些?


探秘真空回流焊設備的安裝奧秘與廠務秘籍

如何解決真空回流焊爐、氮氣真空爐焊接過程中的錫珠問題






 工商網監
工商網監
評論