 錫焊原理解析:深入理解電子產品制造的核心工藝
錫焊原理解析:深入理解電子產品制造的核心工藝
在電子工程的精細世界里,每一個精密電子產品的誕生,都源自一系列基礎電子元器件的精妙組合。電阻、電容、電感、二極管、晶體管等,這些看似不起眼的小元件,通過精心設計的電路布局和導線連接,共同編織出電子產品復雜的電氣功能。而焊接,作為這些元器件間不可或缺的連接紐帶,其質量的優劣直接關乎產品的整體性能和可靠性。
一、焊接技術的重要性
焊接不僅是一種技術,更是一門工藝藝術。在精密電子設備中,焊接的精細度和穩定性是評估產品質量的重要指標。高質量的焊接工藝能夠確保電子元器件之間的電氣連接既穩定又可靠,從而提升產品的性能和延長使用壽命。在實際生產中,焊接點的觀察不僅能夠直觀反映產品的裝配結構合理性,也是對生產企業技術能力和工藝水平的直接體現。
二、現代焊接技術的創新與發展
激光錫焊技術
隨著電子產品向更小型化、更高性能化發展,現代焊接技術也在不斷創新。自動焊接機、激光焊接技術等先進設備的采用,顯著提升了焊接的精度和一致性。同時,嚴格的質量控制流程,如X射線檢測、3D X光檢測等,進一步確保了焊接點的質量,有效避免了焊接缺陷可能導致的潛在風險。
三、焊接材料的選擇
焊接材料的選擇對焊接質量同樣至關重要。專業的電子工程師會根據產品的具體需求,選擇最合適的焊接材料和工藝。例如,無鉛焊料的選用不僅滿足了環保要求,也確保了焊接的機械強度和電氣性能,提升了電子產品的整體可靠性。
四、焊接技術的分類與應用
焊接技術根據其工作原理和應用特點,可分為加壓焊、熔焊和釬焊等幾大類。每一類焊接技術都有其獨特的應用場景和優勢,選擇合適的焊接方法對于確保產品質量和性能至關重要。
(1) 加壓焊
加壓焊是一種通過施加壓力來實現材料連接的焊接方法,分為加熱和不加熱兩種方式:
不加熱加壓焊:如冷壓焊和超聲波焊,它們在不加熱的情況下,通過壓力使材料連接。
加熱加壓焊:進一步細分為兩種類型:
塑性加壓焊:將材料加熱至塑性狀態,然后通過壓力使其連接(塑料材質)。
熔化加壓焊:將材料加熱至局部熔化,通過壓力實現材料的融合(金屬材質)。
(2) 熔焊
熔焊是一種在焊接過程中母材和焊料都發生熔化的焊接方式,具有熔深大、結合力強的特點。常見的熔焊技術包括:
等離子焊:利用高溫等離子弧作為熱源,適用于精密焊接。
電子束焊:使用高速電子束作為熱源,具有深熔和高能量密度的特點。
氣焊:使用氣體火焰作為熱源,適用于多種金屬材料的焊接。
(3) 釬焊
釬焊是一種在焊接過程中母材不熔化,只有焊料熔化的焊接方式,分為軟釬焊和硬釬焊:
軟釬焊:焊料熔點低于450℃,適用于電子元件的連接和維修。
硬釬焊:焊料熔點高于450℃,適用于結構件的連接,提供更強的機械性能。
在軟釬焊中,錫焊是一種非常重要的焊接方式,其常用的技術包括:
1. 手工烙鐵焊:使用烙鐵作為熱源,適用于小批量生產和維修。
2. 手工熱風焊:使用熱風槍作為熱源,適用于難以接觸的區域。
3. 浸焊:將組件浸入熔融的焊料中,適用于批量生產。
4. 波峰焊:通過波峰的焊料流動實現焊接,適用于印刷電路板的批量生產。
5. 回流焊:通過控制溫度曲線使焊料熔化并固化,適用于表面貼裝技術(SMT)。
6. 激光錫焊:激光錫焊是一種新興的焊接技術,它使用激光作為熱源,具有高度的聚焦性和可控性。這種技術能夠在極小的區域內實現精確焊接,適合于微電子組件和精密儀器的制造,尤其是在需要最小化熱影響的場合。
每種焊接技術都有其獨特的應用場景和優勢。選擇合適的焊接方法對于確保產品質量和性能至關重要。在電子制造、航空航天、汽車制造等領域,焊接技術的選擇和應用直接影響到產品的可靠性和安全性。隨著技術的不斷進步,焊接工藝也在不斷創新和發展,以滿足日益增長的工業需求。
五、錫焊原理的深入解析
錫焊是一種廣泛應用于電子產品制造中的焊接技術,它不僅能夠實現金屬部件的機械連接,還能確保電氣連接的導通性。
(一)錫焊的基本原理
錫焊是一種通過加熱使焊料熔化,并在不熔化焊件的情況下,利用焊料的潤濕作用與焊件表面形成合金層,實現機械和電氣連接的過程。錫焊的主要特征包括:
1. 焊料熔點低于焊件:焊接時,焊料熔化而焊件保持固態,這是錫焊的基本條件。
2. 潤濕作用:焊料在熔化狀態下潤濕焊接面,通過毛細作用進入焊件間隙,并通過原子擴散形成合金層,實現焊件結合。
3. 焊接條件:進行錫焊需要滿足一定的條件,包括焊件的可焊性、表面清潔與干燥、合適的助焊劑、適當的加熱溫度和焊接時間。
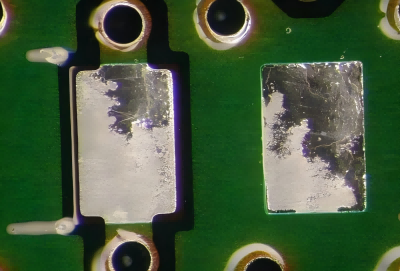
(二)潤濕現象的重要性
潤濕是錫焊物理基礎的核心,它描述了液體在固體接觸面上的攤開和鋪展現象。潤濕角是衡量潤濕效果的關鍵指標,當潤濕角小于90度時,表示焊料與母材之間有良好的潤濕作用,能夠形成高質量的焊點。不潤濕類似于荷葉水,水珠幾乎不潤濕荷葉,這種效應在錫焊中是不希望出現的,因為我們需要焊料能夠充分潤濕焊件表面,就像玻璃上的水流:當水接觸到干凈的玻璃表面時,它會迅速鋪展開來,形成一層薄而均勻的水膜。
(三)錫焊的條件
為了實現高質量的錫焊,必須滿足以下條件:
1.良好的可焊性:
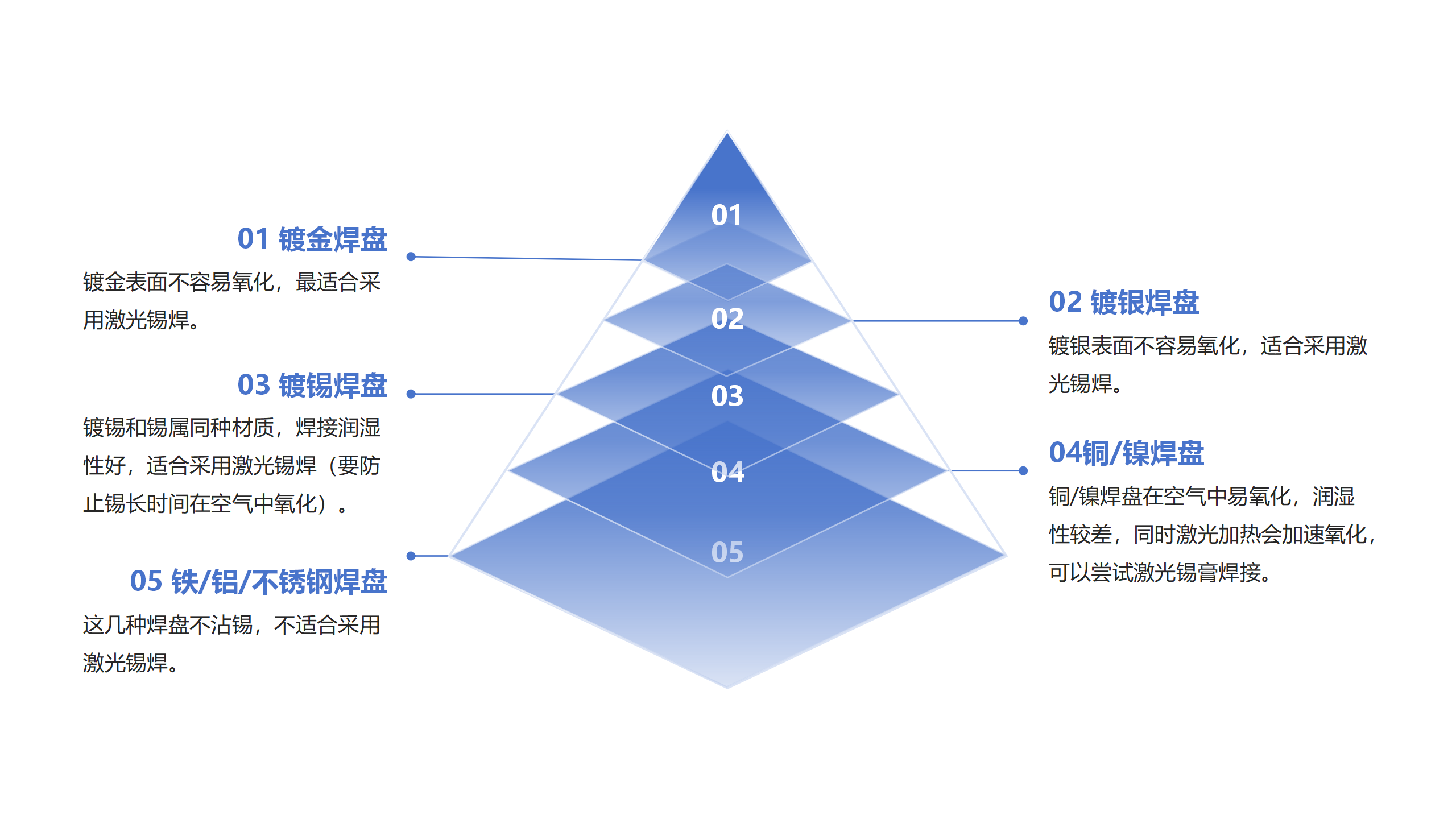
可焊性是指焊件材料在特定條件下與焊錫形成合金的能力。良好的可焊性是實現錫焊的基礎,確保焊點的機械強度和電氣導通性。某些金屬如鉻、鉬、鎢等由于其化學性質,與焊錫的親和力差,可焊性較差。而紫銅、黃銅等金屬由于其良好的親和力,具有較高的可焊性。
2.清潔與干燥的焊件表面:
焊件表面應徹底清除油污、灰塵、銹跡和氧化膜。可采用機械清潔(如刷洗、刮擦)或化學清潔(如使用去油劑、除銹劑)。清潔后的焊件表面應保持干燥,避免水汽影響焊接質量。
3.合適的助焊劑:
助焊劑主要用于清除焊件表面的氧化膜,促進焊錫的潤濕和擴散。根據焊接材料和工藝的不同,選擇相應的助焊劑,如松香、酸性或堿性助焊劑。適量使用助焊劑,過量或不當使用可能影響焊點的質量和可靠性。
4.適當的加熱溫度:
焊接溫度應控制在焊錫的熔點以上,但又不能過高,以免損壞焊件或助焊劑。確保焊件整體或焊接區域均勻受熱,避免局部過熱。使用溫度計或熱像儀監測焊接溫度,確保焊接過程的可控性。
5.合適的焊接時間:
焊接時間應根據焊件的熱容量、焊錫的熔化速度和助焊劑的作用時間來確定。過快的焊接速度可能導致焊錫未能充分潤濕焊件,而過慢則可能引起焊點過熱。通過實驗和生產實踐,優化焊接時間,以達到最佳的焊接效果。
結論:
焊接作為電子產品制造中的關鍵環節,其質量的高低直接關系到產品的最終性能。通過采用先進的焊接技術和嚴格的質量控制措施,可以顯著提升電子產品的性能和可靠性,確保用戶能夠享受到高質量的電子產品。隨著電子技術的不斷進步,錫焊技術也在不斷發展和完善,以適應更高密度、更高精度的電子組裝需求。
審核編輯 黃宇
-
焊接技術
+關注
關注
2文章
154瀏覽量
17597 -
電子焊接
+關注
關注
0文章
8瀏覽量
1801
發布評論請先 登錄
相關推薦
深入理解C語言:循環語句的應用與優化技巧

電子產品鍍層揭秘:金、銀、銅、鎳的奧秘與應用!
深入理解FPD-link III ADAS解串器HUB產品

低溫、中溫、高溫錫膏選擇指南:為電子產品找到最佳“焊接伙伴”

激光錫焊技術:無線WiFi設備制造的精密工藝革命
大研智造 電子制造的精密革命:激光錫焊技術深度解析!
超越傳統:大研智造激光錫焊在高端電子組裝中的應用
激光錫焊 vs 回流焊接:大研智造技術革新的深度解析
壓敏電阻能解決電子產品漏電問題嗎?

壓敏電阻能解決電子產品漏電問題嗎?






 工商網監
工商網監
評論