 大研智造 激光錫球釬焊機:總線板焊接過程中的自動化與精確控制
大研智造 激光錫球釬焊機:總線板焊接過程中的自動化與精確控制
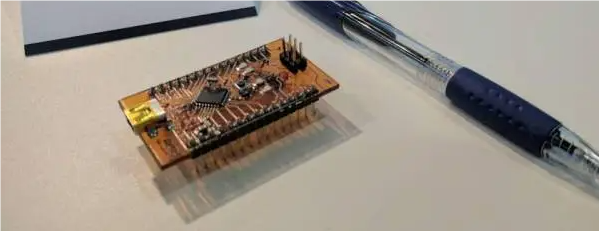
總線板為雙面插裝板,經過回流焊、波峰焊、和手工焊等主要生產環節,工序較多且分散,各工序生產節拍存在較大差異,平均生產周期為一周。雙面插裝的設計結構決定了多芯端子無法通過波峰焊完成焊接,需要進行手工焊接,效率低下,焊接質量不穩定,品質管控難度大,影響產品整體可靠性,存在較大的質量隱患。
針對目前存在的問題,本文從提升多芯端子引線焊點的品質著手,通過試驗分析,激光錫球釬焊方式填錫率較高,焊接效果較好,滿足品質管控要求。雙工位激光焊接不僅可以提升多芯端子的焊接效率,也可兼容焊接常規元器件,為后續產品的拓展留有一定的裕量。
1 多芯端子手工焊點分析
多芯端子屬于大熱熔元件,引線數量多,密度高,間距小。采用傳統的手工錫焊進行焊接,熱功率補償不足,易出現大量焊接不良現象;若增加焊接時間,還容易對 PCB 板和元器件本體造成熱損傷;操作過程中相鄰引線的焊點之間極易發生“橋連”,均增加了返修成本;整體焊接效率低、一致性差,且受人員技能與情緒等不可控因素影響。
2 激光錫球釬焊焊點分析
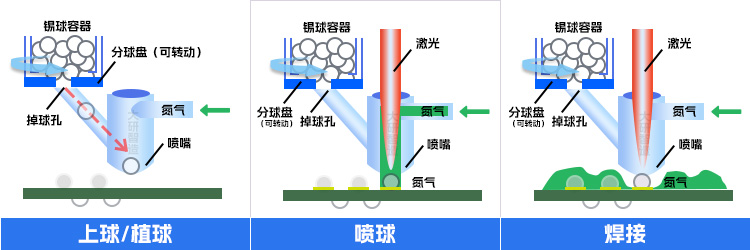
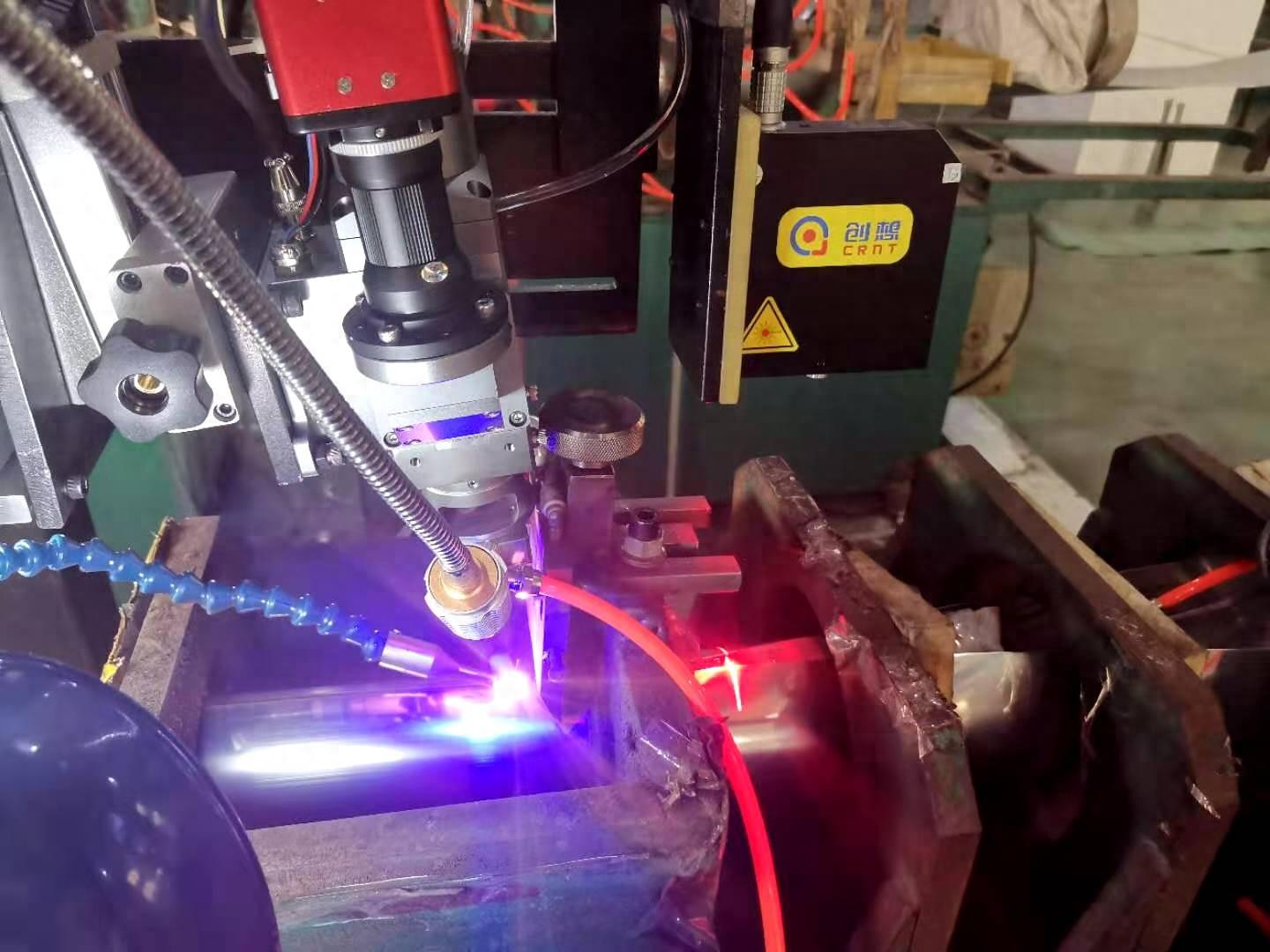
激光錫球釬焊使用激光作為高效熱源,恒溫加熱錫球,高純氮氣在錫球融化的瞬間將其噴射到焊盤上,形成標準焊點。無錫珠飛濺、無錫渣生成、無助焊劑殘留,可免清洗;這種非接觸式加熱方式,只對局部加熱,避免了對周圍元件的熱損傷。
2.1 焊接樣品
選用激光波長 900 nm ~1200 nm,功率大于150 W,錫球直徑為 1500 um,焊接精度±0.05 mm,可焊接厚 2.5 mm 內的 PCB 板,焊接一個34芯端子耗時約 17 s。焊接速度快,焊點飽滿,無氣孔,無橋連,焊接美觀,表面清潔,焊后無需處理。
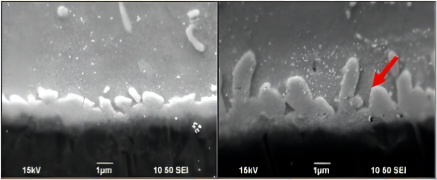
2.2 樣品檢測
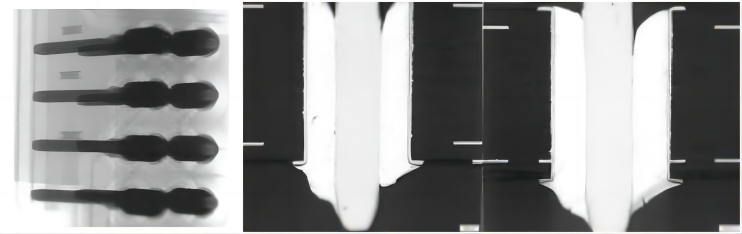
X- RAY 透視成像技術已成為 PCBA 檢測的重要手段之一,使得電子器件生產制造品質檢測方式更加豐富。依據標準對樣品焊點進行X- RAY 檢查,激光錫球釬焊焊點填錫率高,未發現明顯缺陷及不良。插裝通孔填錫率大于90%,滿足透錫率超過75%的標準要求;焊點良品率大于 98%,焊點內部無氣孔,無未熔合現象,焊接質量高。激光錫球釬焊后有連續的IMC 層形成,厚度在 0.7 nm~1.6 μm 之間,整體均勻,無太薄或太厚現象,焊接良好,良好的 IMC 對焊接可靠性至關重要。
3 技術實施的挑戰與解決方案
盡管激光錫球釬焊技術具有顯著優勢,但在實際應用中也面臨設備成本、操作復雜性等挑戰。大研智造提供全面的客戶服務和技術支持,確保客戶能夠充分利用激光焊錫機的潛力。我們的服務包括:
1. 成本效益:通過自主技術創新和優化設計,集研發生產銷售服務為一體的大研智造有效降低了激光焊接設備的采購、運行和維護成本,能夠顯著降低生產成本,提高產品市場競爭力。
2. 定制解決方案:大研智造提供定制化的激光錫焊解決方案,根據客戶的具體應用場景進行個性化設計,確保焊接技術與客戶需求的完美匹配。
3. 專業技術支持:大研智造擁有一支由焊接領域專家組成的技術團隊,為客戶提供全方位的技術支持和服務,確保客戶能夠充分利用激光錫焊技術的潛力。
4 結論
綜上所述,激光錫球釬焊相比于手工焊,在潤濕性、爬錫等有均顯著提升,焊接質量高;定位精度高,可精確控制焊點,相鄰焊點之間無橋連現象;熱影響區小,PCB 板變形小,也不會損傷周邊元件;微米級的焊接精度,可實現高精度點焊,極大地提高了焊點的疲勞壽命;通孔填錫率高,焊點可靠性高;IMC 層連續且均勻,厚度值滿足品控要求;無需助焊劑,焊點清潔度高,免二次清洗;焊接速度快,效率高,一致性好,擺脫了人員技能與情緒等不可控因素的影響,可有效縮短生產周期。
本文由大研智造撰寫,專注于提供智能制造精密焊接領域的最新技術資訊和深度分析。大研智造是集研發生產銷售服務為一體的激光焊錫機技術廠家,擁有20年+的行業經驗。想要了解更多關于激光焊錫機在智能制造精密焊接領域中的應用,或是有特定的技術需求,請通過大研智造官網與我們聯系。歡迎來我司參觀、試機、免費打樣。
審核編輯 黃宇
-
激光
+關注
關注
19文章
3249瀏覽量
64736 -
總線
+關注
關注
10文章
2900瀏覽量
88293 -
焊接
+關注
關注
38文章
3223瀏覽量
60050
發布評論請先 登錄
相關推薦
焊接熔池監控相機如何助力自動化生產

大研智造 激光錫球全自動焊錫機:如何為微風扇電路板焊接保駕護航?


大研智造 精密焊接,精準未來:激光錫球焊接技術的優勢剖析

大研智造激光錫球焊接技術:航空航天工業的新焊接解決方案

比斯特自動化|圓柱電池氣動點焊機焊接過程不穩定的原因分析

激光焊縫跟蹤技術:焊接自動化中的關鍵技術





 工商網監
工商網監
評論