 激光軟釬焊技術:SMT領域內的現狀與未來發展趨勢(下)
激光軟釬焊技術:SMT領域內的現狀與未來發展趨勢(下)
2.4 光纖激光器
由于光纖激光器是采用光纖來傳輸光束的,消除了旋轉的光學元件和過程,避免了很多繁瑣的光學準(校)直工作,明顯地簡化了過程,既降低了成本,又提高了效率。
光纖激光器原理是由半導體可飽和吸收鏡、泵浦激光二極管、多模泵浦耦合器、光纖、光纖環形鏡等組成。圖3表示其中一種光纖激光器。
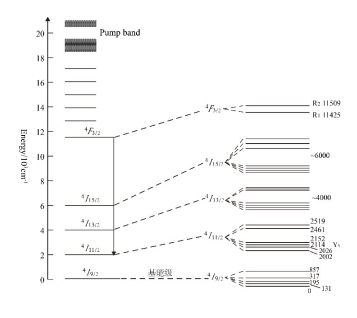
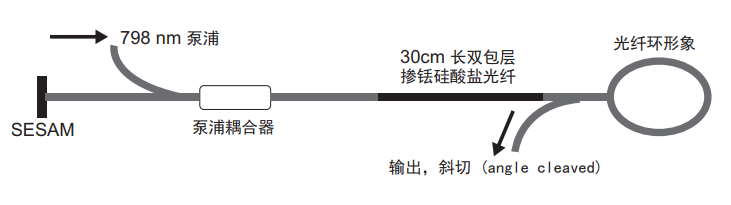 圖3鎖模含銩硅酸鹽玻璃光纖激光器的組成示意圖
圖3鎖模含銩硅酸鹽玻璃光纖激光器的組成示意圖
圖3表示多模泵浦耦合器將泵浦激光二極管的激光束(波長為798nm)經過共振銻化物半導體飽和吸收鏡(SESAM)吸收后,通過雙包層含銩硅酸鹽玻璃光纖(長度為30cm,數值孔徑為0.22,不同材料的折射率是不同的,所以數值孔徑是不同的,從而傳送的波長也是不同的),再經過光纖環形鏡的反射,便可得到反射率為90%左右的2μm波長。
與傳統激光器比起來,光纖激光器的主要優勢有:
(1)脈沖持續時間可以加長,因此可簡化為采用單個脈沖進行加工;
(2)可穩定地進行大功率加工;
(3)形成“方形”脈沖,其前沿時間和后延時間極短,沒有拖尾而引起樹脂“焦化”或金屬“重鑄”等現象;
(4)脈沖能量和時間可通過編程而快速改變,使不同材料、位置、厚度等得到最佳化地進行加工,不用再進行精修;
(5)加工(如鉆孔等)速度比傳統紫外(UV)激光加工高10倍以上,每秒可加工(50~100)孔。
 大研智造激光焊錫機精密焊接案例-微型控制面板焊接
大研智造激光焊錫機精密焊接案例-微型控制面板焊接 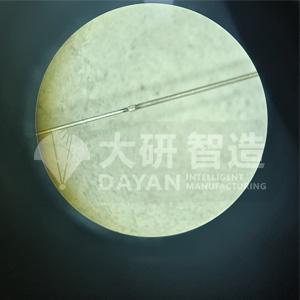 大研智造激光焊錫機精密焊接案例-醫療導管焊接
大研智造激光焊錫機精密焊接案例-醫療導管焊接 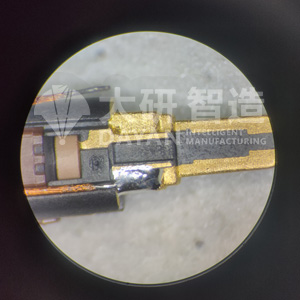 大研智造激光焊錫機精密焊接案例-點讀筆部件焊接
大研智造激光焊錫機精密焊接案例-點讀筆部件焊接
單純的紫外(UV)激光器要采用提升激光脈沖重復頻率來提高激光的加工速度是不可能的,因為:
(1)紫外(UV)激光器的平均功率和脈沖能量是隨著激光脈沖重復頻率的增加而迅速降低;(2)激光脈沖寬度、脈沖與脈沖之間能量的變化會隨著脈沖重復頻率增加而明顯增加變化。這些因素的變化會影響激光加工速度、特征尺寸和加工精度,因此簡單通過增加激光脈沖重復頻率來提升加工效率是無法保證加工效果的。
因此,采用紫外(UV)混合光纖激光器,提高光纖的作用來得到更高的脈沖重復頻率的同時,又達到更高的加工功率。
總之,采用紫外(UV)混合光纖激光器和某些軟件的調整技術,達到輸出波長為355nm,輸出功率超過40W,脈沖重復評論為250kHz,消除了脈沖寬度依賴脈沖重復頻率的關系,實現了增加脈沖重復頻率而增加激光加工速度的同時,保持紫外(UV)混合光纖激光器的其他輸出特性穩定而不變化,可明顯提高紫外激光的性能、質量和生產率。
2.5 飛秒激光器
如果采用較長時間脈沖,如納(10~9)秒級或皮(10~12)秒級進行脈沖加工,由于激光脈沖的上升延時間長而在加工時產生大量的電子碰撞和熱擴散,導致所加工的零部件區域出現熱影響(樹脂焦化或金屬重鑄)區現象而帶來加工質量和修整問題。
由于激光加工的熱擴散是通過激光加工時產生的電子和離子等與其鄰近的物質(粒子)之間的能量交換而形成的,而這種能量(熱)交換是需要一定時間的,如果激光的每個脈沖加工時間非常短,使熱交換來不及進行或極少發生,這樣,就可以消除熱影響(樹脂焦化或金屬重鑄)區現象。因此,關鍵是使每個脈沖在加工時間內所有激光能量比材料受熱影響(或吸收熱)來得快,或者說,只要每個激光的加工時間快到只有激光束所聚焦的區域吸收能量,而相鄰區域來不及發生熱擴散,這樣的激光加工便可以得到十分優美的高精度加工效果。實
驗表明:采用飛(10~15)秒時間的激光脈沖是可以達到這種目的的。
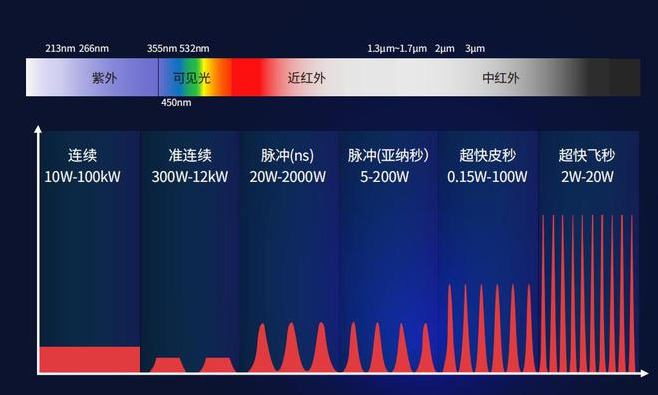
飛(10~15)秒激光脈沖的時間極短,是一種高能量、高方向性的電磁波,其波長通常是紫外、可見光、紅外的波段。因此這種極高強度和極短激光束所聚焦的材料區域能蒸發掉被沖擊的材料,由于極其快速加工而來不及進行熱擴散,所以不會影響激光束區域外的材料。這是因為高速激光能量沖擊部位的吸收能量比熱擴散響應更快,來不及進行熱擴散(熱擴散是通過電子、離子等與相鄰的表面之間的連續熱交換而產生的),所以采用飛秒(10~15)激光加工的區域界面處不會產生材料熔化、焦化、毛刺(結瘤)或熱影響區等現象,能夠精確地去除材料,并達到更高質量的產品,還可以加工成高質量的孔和形狀等。
飛(10~15)秒激光脈沖除了上述的優點外,所用的激光波長既可是紫外的激光波長,還可采用可見光激光波長或紅外激光的波長,只要具有飛秒級脈沖激光加工就行。飛秒激光焊接也更適合用于微型化和微加工,因為它可以實現更小的焊接區域和更高的精度,這對于一些需要非常精細焊接的應用非常重要。
其次,飛秒激光可以用于更多類型材料的焊接和加工,包括熱敏感性材料、玻璃材料、輕質復合材料、脆弱材料等,因為它的熱輸入更少,更容易控制。而且這種飛秒激光加工的孔,其厚徑比是不受限制的。同時,只要激光源能夠提供每秒高到1百萬個脈沖的話,就可以實現非常快的抗不連續性程度不斷減小,引起的插入損耗S21的幅度也隨之減小,且最大衰減減小了3.2dB。同時當埋孔半徑由0.3mm到0.375mm進行變化時,阻抗的變化范圍由10減小到7.5,阻抗不連續性程度不斷減小,且引起的插入損耗S21的幅度也隨之減小,且最大衰減減小了3dB。
這使得它在微電子、醫療器械、生物醫療、半導體制造、航空航天、安防/國防、新能源、生物醫學、材料科學、科研院所/高校和其他一些高精密度領域得到廣泛應用,如角膜手術、靶向癌癥治療等。
另外,雖然飛秒焊可以實現微觀加工,并且可以將金屬加工到熔融狀態,但目前飛秒焊并未被廣泛用于金屬的焊接。這是因為金屬的焊接需要考慮材料的物理性質、化學性質以及焊接過程中金屬的液態流動等因素,而飛秒焊無法保證很好地控制這些因素。
總的來說,飛秒激光焊接相比傳統激光焊接具有更高的精度、更少的熱影響和更廣泛的適用性,使得它在一些高精密度、高要求的領域中得到了廣泛的應用。
3 激光軟釬焊技術的發展方向與展望
綜上所述,在焊點的成型,內部組織、力學性能、可靠性等方面,激光軟釬焊技術都能夠達到很好的效果。與其他類型的軟釬焊技術相比,激光軟釬焊能夠使焊點的組織更為細密均勻,因此具有更好的性能。目前,激光軟釬焊的發展方向是充分考慮激光功率、激光時間、光斑大小等因素之間的關聯,開發出更完善的生產工藝,使其能與大規模的工業生產相適應,實現自動化生產,提高其生產效率。同時,測溫系統,焊點質量監控系統,振鏡掃描與分光系統,PCB板焊盤自動搜索系統等與激光軟釬焊系統的結合與嵌套能夠在很大程度上促進其智能化程度,這也成為激光軟釬焊技術未來的發展方向。
4 總結
總之,激光軟釬焊技術在SMT領域內具有廣闊的應用前景,隨著技術的進步和市場需求的推動,其在電子制造業中的應用將越來越廣泛。未來的研究將集中在提高焊接質量、實現智能化和自動化、以及適應無鉛化和微納尺度連接的需求。
本文由大研智造撰寫,專注于提供智能制造精密焊接領域的最新技術資訊和深度分析。大研智造是集研發生產銷售服務為一體的激光焊錫機技術廠家,擁有20年+的行業經驗。想要了解更多關于激光焊錫機在智能制造精密焊接領域中的應用,或是有特定的技術需求,請通過大研智造官網與我們聯系。歡迎來我司參觀、試機、免費打樣。
審核編輯 黃宇
-
激光
+關注
關注
19文章
3181瀏覽量
64447 -
smt
+關注
關注
40文章
2899瀏覽量
69200 -
光纖激光器
+關注
關注
12文章
178瀏覽量
20044 -
軟釬焊
+關注
關注
1文章
3瀏覽量
1693
發布評論請先 登錄
相關推薦
未來物流發展趨勢與TMS的關系
環保型 SMT 元器件的發展趨勢
未來AI大模型的發展趨勢
淺談自動駕駛技術的現狀及發展趨勢
變阻器的未來發展趨勢和前景如何?是否有替代品出現?
激光軟釬焊技術:SMT領域內的現狀與未來發展趨勢(上)

國產8位單片機在國內的應用情況及發展趨勢!
激光釬焊技術:電路板制造的精密焊接新紀元
未來隧道定位導航技術有哪些發展趨勢







 工商網監
工商網監
評論