 針對不同的設備不同的控制方式,合理的選用PLC
針對不同的設備不同的控制方式,合理的選用PLC
了解PLC
可編程邏輯控制器,它采用一類可編程的存儲器,用于其內部存儲程序,執行邏輯運算、順序控制、定時、計數與算術操作等面向用戶的指令,并通過數字或模擬式輸入/輸出控制各種類型的機械或生產過程。
熟悉基本步驟
系統設計的主要內容:
擬定控制系統設計的技術條件。技術條件一般以設計任務書的形式來確定,它是整個設計的依據;
選擇電氣傳動形式和電動機、電磁閥等執行機構;
選定 PLC 的型號;
編制 PLC 的輸入 / 輸出分配表或繪制輸入 / 輸出端子接線圖;
根據系統設計的要求編寫軟件規格說明書,然后再用相應的編程語言(常用梯形圖)進行程序設計;
了解并遵循用戶認知心理學,重視人機界面的設計,增強人與機器之間的友善關系;
設計操作臺、電氣柜及非標準電器元部件;
編寫設計說明書和使用說明書;根據具體任務,上述內容可適當調整。
系統設計的基本步驟:
可編程控制器應用系統設計與調試的主要步驟,如圖 1 所示。
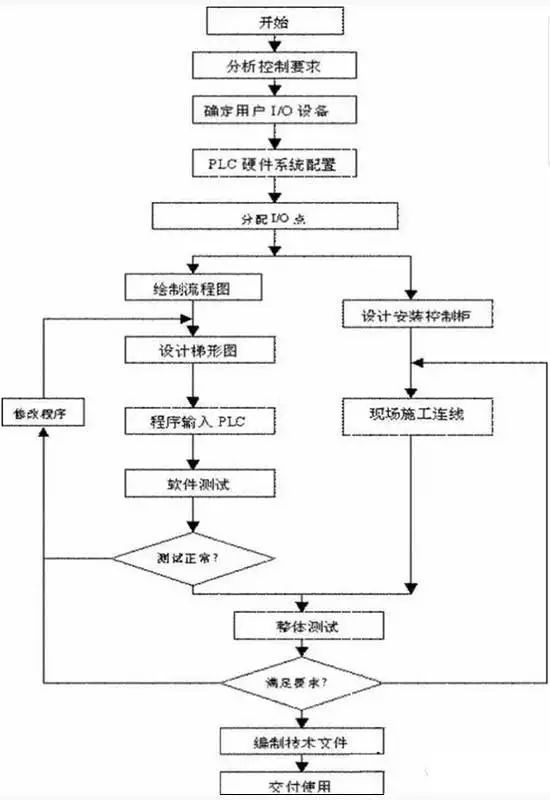
圖 1 可編程控制器應用系統設計與調試的主要步驟
1、深入了解和分析被控對象的工藝條件和控制要求。
a .被控對象就是受控的機械、電氣設備、生產線或生產過程。
b .控制要求主要指控制的基本方式、應完成的動作、自動工作循環的組成、必要的保護和聯鎖等。對較復雜的控制系統,還可將控制任務分成幾個獨立部分,這種可化繁為簡,有利于編程和調試。
2、確定 I/O 設備 根據被控對象對 PLC 控制系統的功能要求,確定系統所需的用戶輸入、輸出設備。常用的輸入設備有按鈕、選擇開關、行程開關、傳感器等,常用的輸出設備有繼電器、接觸器、指示燈、電磁閥等。
3、選擇合適的 PLC 類型 :根據已確定的用戶 I/O 設備,統計所需的輸入信號和輸出信號的點數,選擇合適的 PLC 類型,包括機型的選擇、容量的選擇、 I/O 模塊的選擇、電源模塊的選擇等。
4、分配 I/O 點 分配 PLC 的輸入輸出點,編制出輸入 / 輸出分配表或者畫出輸入 / 輸出端子的接線圖。接著就可以進行 PLC 程序設計,同時可進行控制柜或操作臺的設計和現場施工。
5、設計應用系統梯形圖程序 根據工作功能圖表或狀態流程圖等設計出梯形圖即編程。這一步是整個應用系統設計的最核心工作,也是比較困難的一步,要設計好梯形圖,首先要十分熟悉控制要求,同時還要有一定的電氣設計的實踐經驗。
6、將程序輸入 PLC 當使用簡易編程器將程序輸入 PLC 時,需要先將梯形圖轉換成指令助記符,以便輸入。當使用可編程序控制器的輔助編程軟件在計算機上編程時,可通過上下位機的連接電纜將程序下載到 PLC 中去。
7、進行軟件測試 程序輸入 PLC 后,應先進行測試工作。因為在程序設計過程中,難免會有疏漏的地方。因此在將 PLC 連接到現場設備上去之前,必需進行軟件測試,以排除程序中的錯誤,同時也為整體調試打好基礎,縮短整體調試的周期。
8、應用系統整體調試 在 PLC 軟硬件設計和控制柜及現場施工完成后,就可以進行整個系統的聯機調試,如果控制系統是由幾個部分組成,則應先作局部調試,然后再進行整體調試;如果控制程序的步序較多,則可先進行分段調試,然后再連接起來總調。調試中發現的問題,要逐一排除,直至調試成功。
9、編制技術文件 系統技術文件包括說明書、電氣原理圖、電器布置圖、電氣元件明細表、 PLC 梯形圖。
PLC 型號的選擇
在控制系統邏輯關系較復雜(需要大量中間繼電器、時間繼電器、計數器等)、工藝流程和產品改型較頻繁、需要進行數據處理和信息管理(有數據運算、模擬量的控制、PID 調節等)、系統要求有較高的可靠性和穩定性、準備實現工廠自動化聯網等情況下,使用 PLC 控制是很必要的。
學習PLC除了學習一些基本的編程知識和理念,更應該學習的是各個廠家解決問題的思路。目前,國內外眾多的生產廠家提供了多種系列功能各異的 PLC產品,但是思維方式的不同導致各系列PLC處理問題的思路也不盡相同,所以初學者最好能對各品牌PLC的區別能有所了解,學習中才能對出現的問題有明顯的解決思路,一下就為大家詳細敘述西門子和三菱這兩款PLC的異同。
不同的人對同一問題都有不同的看法,更何況兩款地域性差別這么大的PLC。使用過程中可以體會一下面對同一個問題這兩類PLC都是怎么解決的?為什么這么解決?這么解決有什么好處?兩種解決方法你更喜歡哪種(或者說哪種更方便)?學會思考進步才更快!!
一、編程理念不同
三菱PLC是日系品牌,編程直觀易懂,學習起來會比較輕松,但指令較多。而西門子PLC是德國品牌,指令比較抽象,學習難度較大,但指令較少,所以學習三菱和學習西門子的周期是一樣的。
個人認為三菱(日系的中高端品牌)PLC的軟件至少落后西門子5年以上,大中型的暫且不說,就拿三菱比較有優勢的小型機FX系列和西門子S7-200系列相比,西門子有如下優勢:
1、三菱的編程軟件從早期的FXGPWIN到近期的GX Developer 8.8,和所有的日系品牌一樣,該軟件的編程思路是自上而下的單一縱向結構,而西門子的Micro-WIN則是縱向和橫向兼備的結構,而且子程序支持局部變量,相同的功能只需要編一次程序即可,大大減少了開發難度和時間。
2、S7-200一直以來支持強大的浮點運算,編程軟件直接支持小數點輸入輸出,而三菱直至近年推出的FX3U系列才有此種功能,以前的FX2N系列的浮點功能都是假的。
3、S7-200的模擬量輸入輸出程序非常簡單方便,AD、DA值可以不需編程直接存取的,三菱的FX2N及其以前的系列都需要非常繁瑣的FROM TO指令。FX3U如今倒支持此功能了,但足足晚了五年甚至更多。
4、當然三菱的FX2N系列也有它自己的優勢,一是高速計數器指令比S7-200方便,二是422口比西門子的PPI口皮實(因為200系列的PPI口是非光電隔離的,非規范操作和仿制的編程電纜可能會導致串口損壞)。
以上的比較僅僅是小型機,至于西門子的300和400系列以及更大型的TDC系列,這里就無需多言了。學PLC,三菱是很容易上手的,因為直來直去思路簡單,但從學習的角度講,肯定是西門子更好。
個人認為對于初學者學習西門子相對會更好上手一些,特別是基礎差的初學者三菱的學習要不容易入門,西門子編程軟件人性化,網上各種資料多。如果需要視頻資料可以加微信PLCJSZC或者QQ596953709免費給大家提供。
二、芯片不同
這主要體現在容量和運算速度上。西門子CPU226的程序容量20K,數據容量14K;而三菱FX2N總共才8K,后來的3U倒是有所改進。
西門子CPU226和CPU224XP標準配置2個485口即PPI口,最大通訊速度187.5K;而三菱FX3U之前的所有系列都是一個422口,而且速度是9.6K。如果需要連個智能儀表什么的則必須另購FX2N0-485BD等特殊模塊。而且兩個通信口可以一個連接下載數據線一個連接觸摸屏進行調試程序,否則你就要拔下觸摸屏數據線再連接觸摸屏數據線,來回調整程序非常麻煩。
上文已經說過200系列的PPI口是非光電隔離的,非規范操作和仿制的編程電纜可能會導致串口損壞。這個大家在使用時千萬注意,最好不要帶電插拔。S7-200的通信口真的非常嬌氣,絕對沒有三菱的皮實。
三、控制的強項不同
西門子的強項是過程控制與通信控制,西門子的模擬量模塊價格便宜,程序簡單,而三菱的模擬量模塊價格昂貴,程序復雜,西門子做通信也容易,程序簡單,三菱在這塊功能較弱。
三菱的優勢在于離散控制和運動控制,三菱的指令豐富,有專用的定位指令,控制伺服和步進容易實現,要實現某些復雜的動作控制也是三菱的強項,而西門子在這塊就較弱,沒有專用的指令,做伺服或步進定位控制不是不能實現,而是程序復雜,控制精度不高。
例如某設備只是些動作控制,如機械手,可選擇三菱的PLC,某設備有伺服或步進要進行定位控制,也選三菱的PLC。像中央空調,污水處理,溫度控制等這類有很多模擬量要處理的就要選西門子的PLC比較合適,某設備現場有很多儀表的數據要用通信進行采集,選西門子的好控制。
所以針對不同的設備不同的控制方式,我們要合理的選用PLC,用其長處,避其短處。
-
plc
+關注
關注
5010文章
13271瀏覽量
463070 -
西門子
+關注
關注
94文章
3034瀏覽量
115788 -
三菱
+關注
關注
32文章
802瀏覽量
42798
原文標題:PLC怎么學?是學習西門子還是三菱?
文章出處:【微信號:industrial_robot,微信公眾號:國聯視訊工業機器人信息服務】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
怎樣合理使用變頻調速設備才節能

伺服定位控制在PLC中實現和在伺服控制器中實現解答
選用PLC控制系統元器件的幾個基本考慮依據
PLC直接上網結構智能設備接入方式探討






 工商網監
工商網監
評論