 SMT工藝分享:0.4mm間距CSP
SMT工藝分享:0.4mm間距CSP
隨著后摩爾時代的到來,電子元器件逐漸向小型化,結構復雜化,功能集成化方向發展。激光焊接以其非接觸,選擇性局部加熱和高精度的獨特優勢而成為改進焊接工藝的寵兒。可以知道的是激光焊接可以解決傳統回流焊中精度難以提高,小批量生產成本高的問題。由于金屬間化合物對焊點可靠性起到至關重要影響,因此研究者們急于發現激光焊接對焊點金屬間化合物演變的影響。
工藝原理
CSP(Chip Scale Packag,芯片級封裝)焊端為ф0.25m球、有少許的空間吸納熔融焊錫,同時,由于焊膏先融化、焊球后融化的特性,一般情況下不會出現橋連的問題,主要問題是印刷少印而導致球窩、開焊等現象,因此,0.4mm間距CSP的印刷目標是獲得足夠的焊膏量。
基準工藝
(1)模板厚度0.08mm,模板開口ф0.25mm
(2)推薦采用 FG 模板。
接受條件
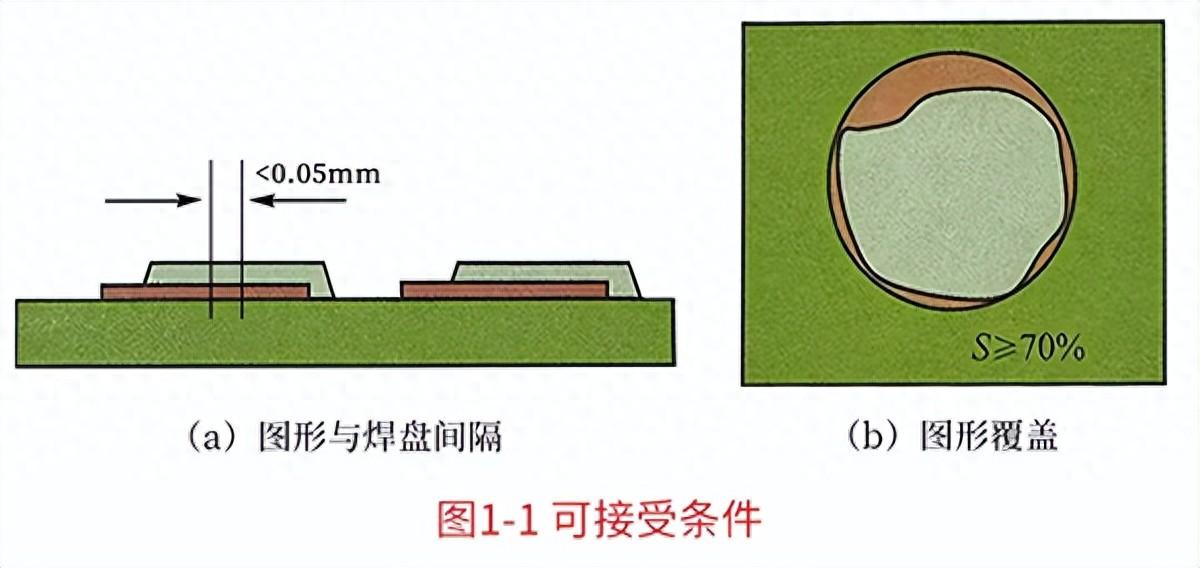
可接受條件
(1)焊膏圖形中心偏離焊盤中心小于0.05mm,如圖8-52(a)所示
(2)焊膏量為 75%~125%(采用 SPI)。
(3)焊膏覆蓋面積大于或等于模板開口面積的70%,如圖8-52(b)所示。
(4)無漏印,擠印引發的焊音與焊盤最小間隔大于或等于0.5mm
圖源自:(SMT工藝不良與組裝可靠性書籍)
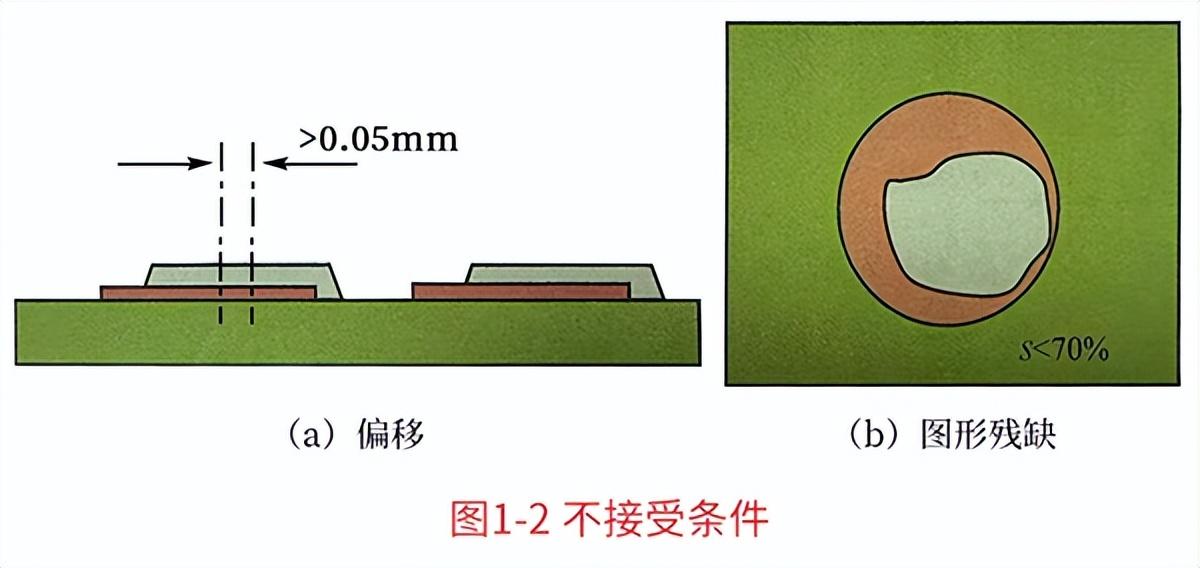
不接受條件
(1)圖形中心偏離焊盤中心大于 0.05mm,如圖8-53(a)所示。
(2)焊膏量超出 75%~125%范圍(采用 SPI)。
(3)圖形覆蓋面積小于模板開口面積的 70%,如圖8-53(b)所示。
(4)焊膏漏印、嚴重擠印與拉尖。
注明:資料來源賈忠中著《SMT工藝不良與組裝可靠性》第2版
審核編輯 黃宇
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
smt
+關注
關注
40文章
2899瀏覽量
69209 -
CSP
+關注
關注
0文章
124瀏覽量
28077
發布評論請先 登錄
相關推薦
SMT工藝流程詳解
面貼裝技術(SMT)是現代電子制造中的關鍵技術之一,它極大地提高了電子產品的生產效率和可靠性。SMT工藝流程包括多個步驟,從PCB的準備到最終的組裝和測試。以下是SMT
科普一下什么是小間距LED顯示屏及小間距LED顯示屏的優勢
之間的距離小,LED顯示屏行業普遍采用根據這個距離的大小,定義產品規格的方法,如我們常見的P12,P10,P8(點間距分別為12mm,10mm和8mm),而隨著
請問LM48512中間4PIN的線怎么走出來的?
有誰知道LM48512中間4PIN的線怎么走出來嗎?走線的話太細,焊盤與焊盤間才0.25mm間距走線不出來。如果打過孔也才0.5mm的間隙連0.4mm的過孔都打不了。不知道怎么操作好
發表于 10-16 08:03
0.4mm層疊封裝(PoP)封裝的PCB組裝指南,第二部分
電子發燒友網站提供《0.4mm層疊封裝(PoP)封裝的PCB組裝指南,第二部分.pdf》資料免費下載
發表于 10-15 11:33
?0次下載

求助,關于AFE031電話雙絞線傳輸應用相關問題求解
1)是否有應用于電話雙絞線(0.4mm線徑)上傳輸的案例?
2)在電話雙絞線(0.4mm線徑)上最大波特率是多少?
3)在電話雙絞線(0.4mm線徑)上最大傳輸距離是多少?
4)在電話雙絞線(
發表于 07-30 07:00
關于國產芯片LT8912B
數據通道1.5Gbps,最大輸入帶寬6Gbps。
2、LT8912T采用先進的CMOS工藝制造,采用0.5mm間距封裝的12mm x 12mm

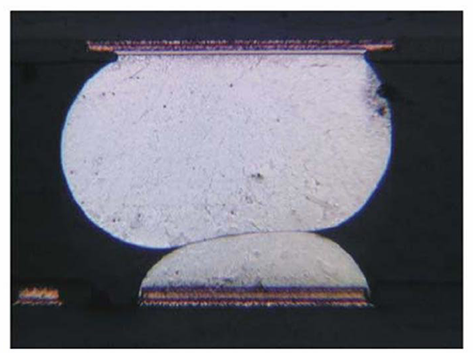
淺談BGA、CSP封裝中的球窩缺陷
隨著BGA、CSP封裝器件向密間距、微型化的方向發展,無鉛制程的廣泛應用給電子裝聯工藝帶來了新的挑戰。球窩(Pillow-head Effect)缺陷是BGA、CSP類器件回流焊接中特
SMT貼片焊盤設計要求
設計過程中使用標準的PCB封裝庫。 2、有焊盤單邊最小不小于0.25mm,SMT貼片加工的焊盤直徑不能超過元件孔徑的3倍。 3、相鄰焊盤的邊緣間距需要保持在0.4mm以上。 4、PCB
為何SMT貼片中,需結合使用錫膏與紅膠工藝?
面則在上方。如果表面貼裝的元器件尺寸過小、間距過窄,那么在過波峰上錫時,會造成錫膏相連,從而導致短路。因此,在采用紅膠工藝時,必須確保元器件尺寸足夠大,間距不宜過小。
三、SMT錫膏
發表于 02-27 18:30
SMT紅膠貼片工藝的獨特特性介紹
SMT紅膠貼片加工一般是針對電源板采用的工藝,因為SMT貼片紅膠工藝加工的產品,要求SMD貼片元件都需要在0603以上才能進行批量生產。
SMT是什么工藝 smt有幾種貼裝工藝
SMT,即表面貼裝技術(Surface Mount Technology),是電子產品制造中常用的一種工藝。它通過將元器件直接焊接在印刷電路板(PCB)表面,以實現元器件的快速貼裝和容量效應的提高






 工商網監
工商網監
評論