 大研智造 聲納浮標鋰電池組批產工藝質量提升:挑戰與創新(下)
大研智造 聲納浮標鋰電池組批產工藝質量提升:挑戰與創新(下)
(接上篇)
3.單體電池高效激光點焊技術
根據前期樣機生產的實際效果,手工焊接方式不適用于C1、C2、C3、P1四種電池的串聯點焊。結合裝配特點,我們采用激光點焊方式進行這四種電池的串聯。激光點焊的原理是通過具有一定能量的激光束,調整焦點后,以脈沖形式照射焊接表面,使焊接材料吸收光能產生熱量,進而將焊件熔接在一起。激光點焊具有以下顯著特點:
無需接觸焊材,操作自由靈活,特別適用于操作位置不方便或空間狹小的工件;
不受電阻焊分流效果的影響,對焊點數量沒有限制;
瞬時脈沖,熱影響區小;
無耗材。
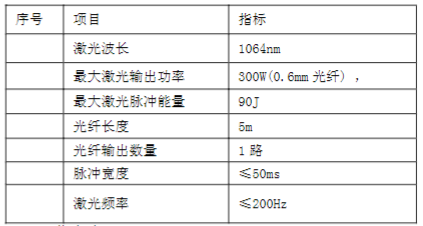
所使用激光焊接機的指標參數見表3,通過對工藝參數的摸索與試驗,經驗證,激光點焊樣件強度大于100N,與電阻焊接相當,應用于本項目電池組的點焊具有很強的可行性。此外,電阻點焊失敗后的樣機難以修補,若拆除相應單體后重新點焊,對于不能拆除的情況則只能整組報廢。而使用激光點焊技術,可在電阻點焊的破損位置輕松進行修補,避免了拆除或報廢帶來的成本浪費,這對于批產過程點焊質量穩定性及可靠性的提升具有重要意義。
4.單體電池全自動電阻點焊技術
對于P2、P3型電池組的點焊,目前主要采用手工焊接方式。為提高焊接的穩定性和效率,我們計劃通過自動化設備點焊來代替手工點焊。所使用的全自動點焊機主要指標如下:
工作電流:±5000A;
焊接時間:0.009.99ms;
監控顯示:焊接電流、焊接時間、焊接電壓、焊接功率、焊接壓力、焊接電阻等;
帶自動焊接機頭與底部定位面板;
工作臺X軸行程:不小于500mm;Y軸行程:不小于500mm;Z軸行程:不小于200mm;
位置往復精度:0.02mm;
移動速度:不小于300mm/s;
焊接速度:不小于30對/min。

通過工藝摸索,并結合P2、P3的特點,增加了CAD圖紙數據定位功能,確定了點焊參數,對電源部分進行了工藝鑒定及特殊過程確認。在批產時,可設計專用焊接工裝,實現P2、P3電池的全自動化串聯點焊,從而杜絕因人員疲勞等因素造成的焊接工藝質量不穩定現象,實現焊接參數的100%量化,并大幅提升自動化程度。
5.元器件全自動半導體激光焊錫技術
目前,元器件焊接導線和單體電池焊接導線主要依靠手工焊,隨著批量生產的開展,這將給生產效率和生產質量管控帶來諸多問題。為解決這些問題,我們采用自動化半導體激光焊錫工藝替代手工焊錫工藝。
激光焊錫采用紅外半導體激光模塊,波長980um,在焊接位置使用激光照射使錫球融化,同時噴射高濃度N2氮氣使錫與焊點緊密結合。通過設置功率波形可實現對焊接溫度的精確控制,模擬焊錫融化、固化等過程。通過調節激光的離焦量,既可以對直徑0.15mm的微小區域進行精密焊接,也能對15mm以內的大面積區域實現一次焊接成型。這種焊接方式熱量集中,吸收效率高,對電芯或元器件的熱影響極小,通過合理調節工藝參數,基本可杜絕虛焊現象。
激光焊錫屬于非接觸焊接,可有效避免傳統焊接工藝中焊點被遮擋、受熱區域大損傷工件、擠壓工件等問題。激光瞬間升溫,溫度恒定,焊接時間短,焊點飽滿且穩定性和一致性良好。此外,可通過配備高清晰CCD定位系統對加工過程進行實時監控。與烙鐵頭相比,激光焊錫后期無任何耗材損耗(如烙鐵頭損耗),激光器壽命可達2萬小時。
驗證所使用的全自動三軸激光錫球焊錫設備主要技術參數如下:
工作臺軸數:X、Y、Z;
運行范圍:X(200)、Y(200)、Z(100);
移動速度:不小于200mm/s;
重復精度:±0.01mm;
激光焊接功率:不小于100W;
光纖直徑:200um(0.2mm),最小光斑0.2mm,激光波長:808nm。
通過對激光焊錫工藝設備進行調試,摸索出了激光焊錫參數,并在P2單體電池與導線焊接試驗中取得了良好效果,能夠滿足要求。這意味著我們掌握了獨立完整的激光焊錫工藝技術,可滿足批產電池組的使用需求,大幅提升了生產效率,同時保證了產品的質量穩定性與一致性,將電池組工藝水平提升到了一個新的高度。
(三)批產過程管控質量提升
針對批產過程,我們主要采取以下管控措施:

1.對電池組裝配中的靜電防護、走線、多余物控制、導線焊接、防松等過程進行風險識別,形成該型號批產FMEA。
2.篩選靜電、走線、焊接等相關標準形成標準清單,并在批產前進行集中培訓。
3.優化批產技術人員隊伍配置,將技術力量向生產現場傾斜。為各工序分配現場問題處理、收集、解決和優化的工藝員,并制定獎懲措施,落實責任制。
4.結合視頻在線監控系統,確保關鍵環節聲像記錄全覆蓋。充分利用該系統,對電芯堆入殼、電池組合蓋、電池組裝箱等重點環節進行聲音與視頻的全面記錄。
5.配置產線工程師,設計關鍵數據專用表格化記錄,并及時將數據輸入電腦生成生產曲線,對過程控制能力進行實時分析監控。一旦出現異常數據,立即排查。逐步積累并生成批產數據包。
6.對批產電池組進行周期檢定,制定周期檢定規范,明確鑒定內容、時間、人員等。
7.對批產操作人員進行定員、定崗,并實行計件制。
8.在小批量生產后,進行產品的可靠性增長試驗,尋找設計、工藝薄弱環節,進一步提升產品的可靠性。
三、質量和可靠性的提升分析

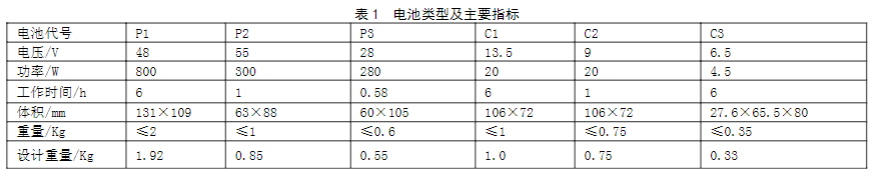
1.通過改進現有設計,使用玻璃纖維/尼龍復合殼體代替原有鋁合金外殼,使電池重量設計余量達15%以上,有效解決了因設計造成的重量超差質量問題。
2.玻璃纖維/尼龍增材制造工藝技術的應用,實現了高強度兼具韌性尼龍材料的應用,不僅保證了設計改進的可行性,而且在成本和效率方面表現出色。與鋁合金機加工相比成本相近,與模具注塑相比節省開模費用,加工周期大幅縮短50%以上,加工費用節約20%以上。
3.超聲波殼蓋封接技術取代原有的螺釘緊固連接方式,顯著提高了電池組的殼蓋封接強度,確保了在各種環境條件下的封接質量與可靠性。
4.激光點焊、全自動電阻點焊代替手工焊接,消除了因人員疲勞等因素導致的焊接工藝質量不穩定問題,實現了焊接參數的全面量化,大幅提高了自動化程度,對批產過程中點焊質量穩定性和可靠性的提升效果顯著。
5.全自動半導體激光焊錫技術取代人工焊錫,極大地提高了生產效率,同時保證了產品質量的穩定性和一致性,使電池組工藝水平邁向新的臺階。
6.上述技術成功應用后,均可推廣至其他有需求的型號,實現快速成果轉化和效益提升,而其中激光錫球焊錫機相關技術在保障元器件焊接質量和效率方面發揮了不可替代的作用,為整個聲納浮標用鋰電池組批產質量提升奠定了堅實基礎。
四、總結
本文針對聲納浮標用鋰電池組批產關鍵工藝質量提升展開研究。分析現有方案發現存在指標滿足性和批產工藝技術風險,如重量余量小、手工焊接缺陷多等問題。
質量提升方案包括設計改進(采用復合非金屬材料外殼減重)、多種工藝改進(如復合材料增材制造、殼蓋超聲波封接、激光點焊、全自動電阻點焊、全自動半導體激光焊錫技術)和批產過程管控措施(風險識別、培訓、人員配置、監控、工程師配置、周期檢定、人員定崗和可靠性試驗)。
這些措施有效提升了鋰電池組質量和可靠性,相關技術可推廣,激光錫球焊錫機技術對質量提升有突出作用。
本文由大研智造撰寫,專注于提供智能制造精密焊接領域的最新技術資訊和深度分析。大研智造是集研發生產銷售服務為一體的激光焊錫機技術廠家,擁有20年+的行業經驗。想要了解更多關于激光焊錫機在智能制造精密焊接領域中的應用,或是有特定的技術需求,請通過大研智造官網與我們聯系。歡迎來我司參觀、試機、免費打樣。
審核編輯 黃宇
-
鋰電池
+關注
關注
260文章
8124瀏覽量
170487 -
激光
+關注
關注
19文章
3208瀏覽量
64549 -
點焊
+關注
關注
1文章
58瀏覽量
14029
發布評論請先 登錄
相關推薦
朗凱威三元鋰電池組 6020:高性能能源解決方案
朗凱威磷酸鐵鋰電池組充電器:安全高效的能源伴侶

朗凱威DIY 磷酸鐵鋰電池組,探索能源新境界

大研智造 聲納浮標鋰電池組批產工藝質量提升:應對挑戰與創新方案(上)

鋰電池產線變革之路:RFID技術驅動的創新與實踐
快充充電頭+多節鋰電池快充充電芯片+電池組充電相關問題
移動鋰電池組直流試驗電源的結構——每日了解電力知識

鋰電池組需要3C認證嗎?






 工商網監
工商網監
評論