 Modbus轉Profinet網關助力GSHD伺服驅動器與PLC完美連接配置詳解
Modbus轉Profinet網關助力GSHD伺服驅動器與PLC完美連接配置詳解
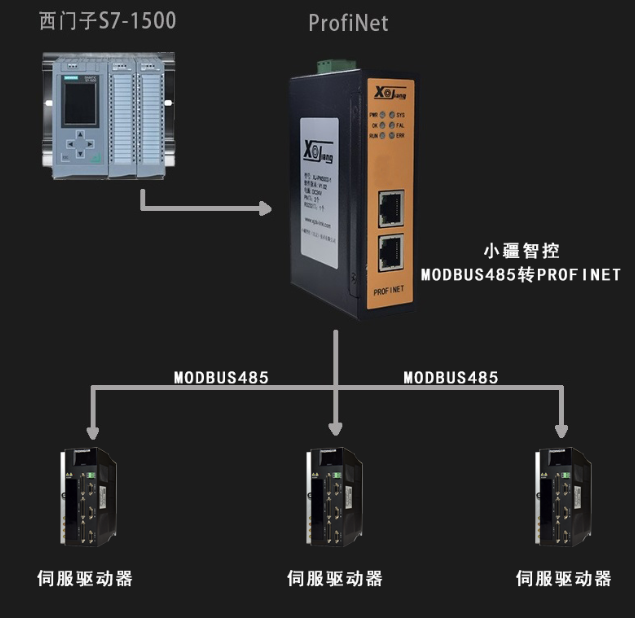
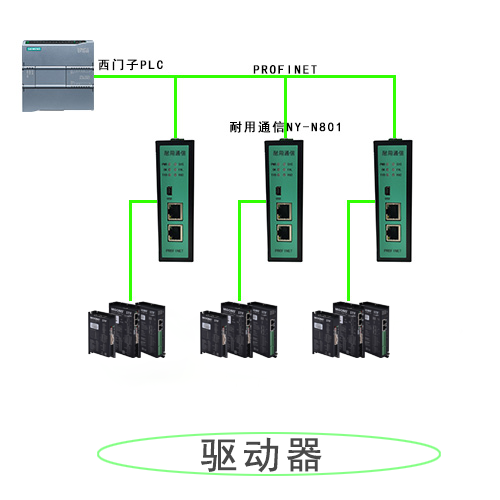
本案例展示了通過開疆智能Modbus轉Profinet網關KJ-PNG-201連接GSHD系列高性能伺服驅動器與PLC的配置過程。使用的設備包括西門子S7-1200 PLC、Modbus轉Profinet網關以及GSHD系列高性能伺服驅動器。在這個配置中,PLC作為可編程邏輯控制器,與開疆智能的Modbus轉Profinet網關進行通信,從而向變頻器發送指令,實現對其參數的調節。

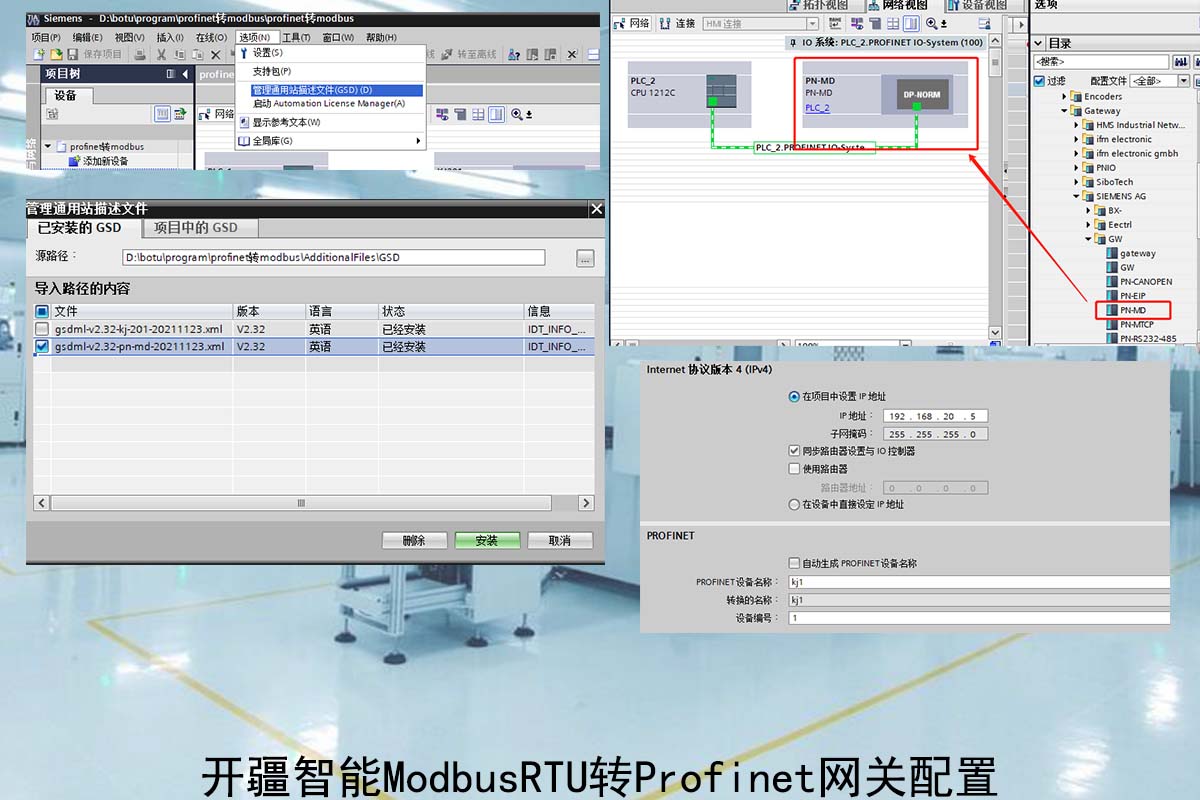
具體實施步驟如下:打開博圖軟件,進行安裝gsd文件。選擇gsd所在文件夾的位置,確認后會在圖中顯示,選擇安裝即可。安裝完成后,在以下地址找到開疆智能Modbus轉Profinet網關模塊。設置Modbus轉Profinet網關的IP地址和設備名稱,確保與配置軟件保持一致。
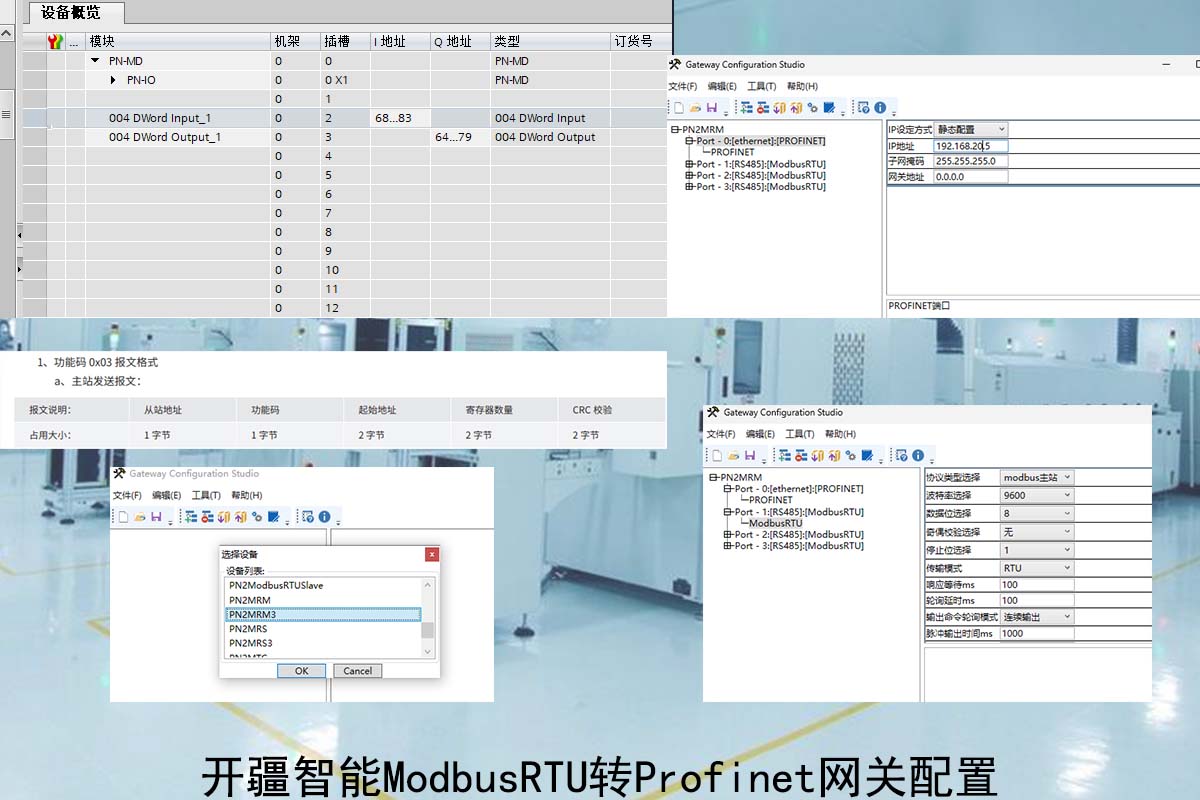
添加開疆智能Modbus轉Profinet網關所需的輸入輸出字節長度。從站的通訊應用格式和設備說明書示例說明。從站地址1和功能碼03的設定,標志著Modbus轉Profinet網關配置的開端。安裝專用軟件后,首先新建項目并選擇PN2MRM3作為起點。緊接著,配置PN端的IP地址與設備名稱,確保其與博圖配置保持一致性。在設置Modbus參數時,務必保證485的各項參數與從站相同(若校驗位非無,則數據位應選9),并根據實際需求選擇合適的輸出命令輪詢模式,如單次發送、連續發送或脈沖發送。本案例中采用波特率9600,8數據位,1停止位且無校驗。
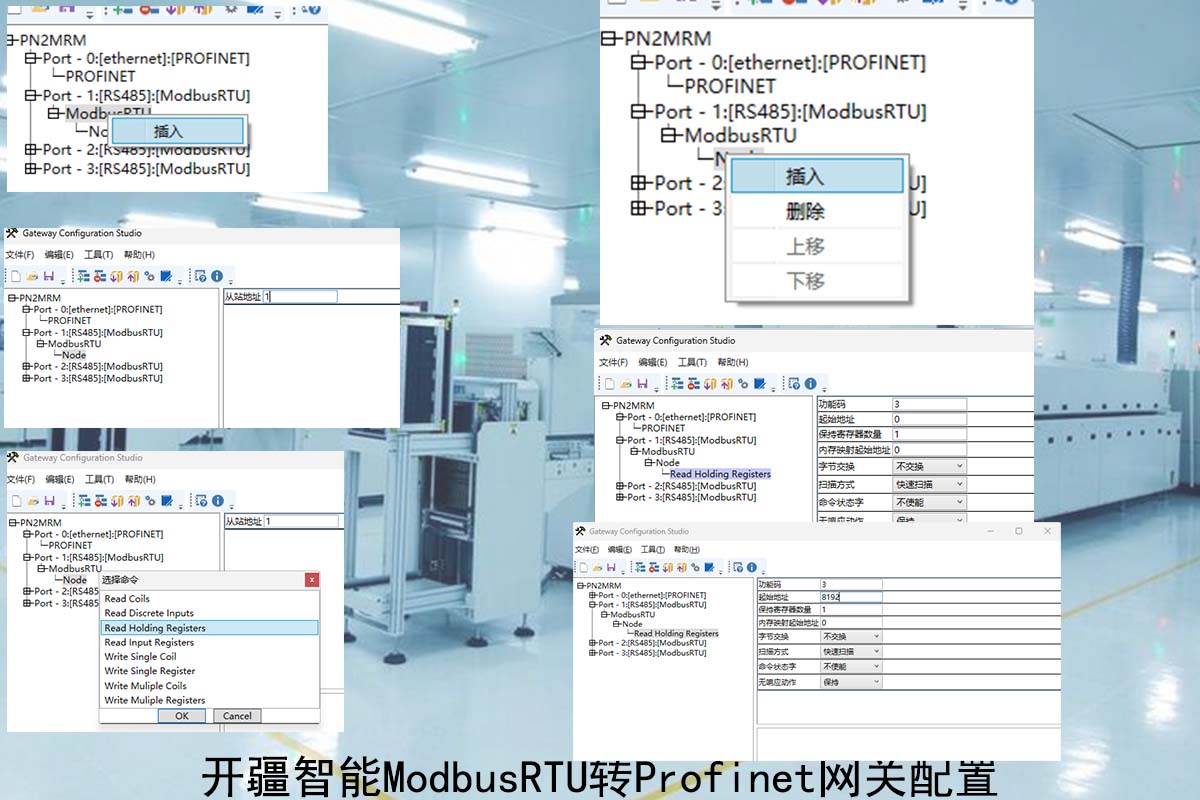
接下來,在ModbusRTU界面右鍵點擊以插入節點,輸入從站地址1。然后在Node上進一步右鍵以插入功能碼。如有疑慮,可參考右側的功能碼確認選擇是否正確。手冊中的示例起始地址為2000H,換算成十進制即為8192,連續讀取2個地址的數據,填入下圖所示位置。在完成了IP配置及設備名稱的下載至開疆智能Modbus轉Profinet網關后,必須執行一次重新上電的操作,以確保所有配置生效。這一步驟至關重要,因為它涉及到協議之間的轉換,進而實現工業自動化控制系統向智能化的轉變。通過這種方式,企業能夠享受到更為高效和精確的工業生產流程,從而在激烈的市場競爭中獲得顯著優勢。
這種技術的應用不僅提升了生產效率,還為企業帶來了更加完善的生產管理體系。它使得生產過程更加透明化,便于監控和管理,同時也降低了人為錯誤的可能性。長遠來看,這將有助于企業降低生產成本,提高產品質量,最終實現可持續發展的目標。
-
plc
+關注
關注
5010文章
13271瀏覽量
463050 -
MODBUS
+關注
關注
28文章
1799瀏覽量
76949 -
Profinet
+關注
關注
6文章
1163瀏覽量
23390 -
伺服驅動器
+關注
關注
22文章
481瀏覽量
31541
發布評論請先 登錄
相關推薦
配置案例ModbusTCP轉Profinet連接擰緊軸驅動器


PLC通過Modbus 485轉Profinet網關連接日鼎伺服驅動器配置案例
PLC通過Modbus 485轉Profinet網關連接日鼎伺服驅動器
Modbus轉profinet網關連接鳴志驅動器接入PLC
Modbus485轉profinet網關連接伺服主軸驅動器與PLC的具體應用

通過MODBUS轉PROFINET(PROFINET轉MODBUS)網關連接EP1C系列通用伺服驅動器

Modbus485轉profinet網關連接伺服主軸驅動器與PLC的具體應用



Modbus轉Profinet網關助力GSHD伺服驅動器與PLC完美連接配置詳解

代際躍升丨Modbus轉Profinet網關與伺服的智能之旅





 工商網監
工商網監
評論