") 冶金工業(yè)案例:GTS激光跟蹤儀在連鑄機安裝中的應用
冶金工業(yè)案例:GTS激光跟蹤儀在連鑄機安裝中的應用
連鑄機是一種用于將高溫鋼水連續(xù)澆鑄成具有一定斷面形狀和尺寸規(guī)格鑄坯的生產工藝設備。?它的工作原理是將液態(tài)金屬注入結晶器,通過水冷使金屬凝固成坯料,然后通過拉坯機將其拉出并切割成定尺的鑄坯。連鑄機在鋼鐵生產中具有顯著的優(yōu)勢,包括提高金屬收得率、降低能源消耗、減少勞動強度以及易于實現(xiàn)自動化。與傳統(tǒng)的模鑄法相比,連鑄技術大幅提高了生產效率和鑄坯質量。
在連鑄機安裝中,高精度的測量能夠確保設備安裝的準確性,從而提高產品質量。
傳統(tǒng)檢測方法如吊鋼線、拉卷尺、千分尺、水準儀進行安裝測量,效率低且精度有限。全站儀測量雖然在效率和精度上有所提高,但需要采集大量數(shù)據(jù)并進行人工分析,測量時還需專用工裝器具進行過渡,整個測量過程需多個工作日完成。
在連鑄機安裝精度檢測中,激光跟蹤儀安裝快捷、操作簡便,可以實時跟蹤目標點的位置和姿態(tài),無需進行大量的數(shù)據(jù)采集和人工分析,提高了測量效率,減少了人工成本。

激光跟蹤儀在連鑄機安裝中應用非常廣泛,如香蕉梁安裝精度的控制,鋼包回轉臺升降臂檢測以及扇形段測量等。本文詳細介紹GTS激光跟蹤儀在連鑄機扇形段底座裝調中的應用。

連鑄機扇形段
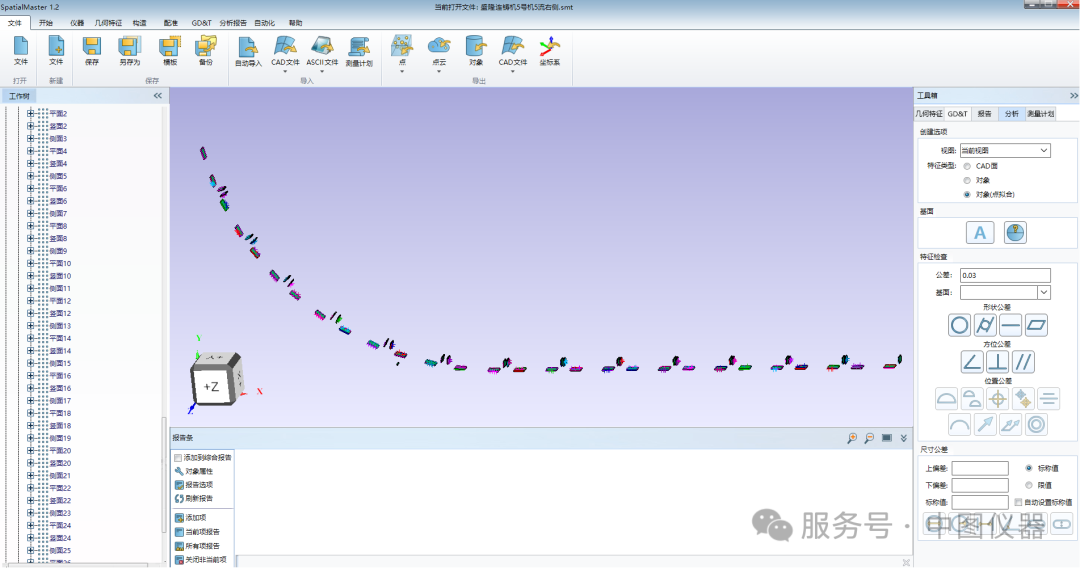
GTS激光跟蹤儀測量連鑄機扇形段流程
1.提取數(shù)據(jù):分析圖紙,提取扇形段底座數(shù)據(jù),確定扇形段底座的所有平面底座、扇形段圓基和扇形段方基;
2.建立坐標系:利用連鑄機 0 段上放置的樣軸和激光跟蹤儀測平以生成基準面,從而建立坐標系;

3.引入監(jiān)測位置:平面底座只在平面上取點,在四角的螺栓附近和中心位置各取一點測量并標記取點位置;扇形段圓基和扇形段方基在凹槽內平面和凹槽下邊緣分別取點;在下邊緣處均勻取五個點并標記取點位置,凹槽內平面內在四角位置附近和中心位置各取一點測量并標記取點位置;
4.建立點集:每個平面底座各建立一個點集,點集包含平面底座中所有測點數(shù)據(jù);扇形段圓基和扇形段方基均建立兩個點集,分別是凹槽內平面點集和凹槽下邊緣點集,點集包含扇形段圓基或扇形段方基中的所有測點數(shù)據(jù);
5.首次處理:利用激光跟蹤儀配套的軟件,以軟件外數(shù)據(jù)處理方式(SMT軟件模擬和數(shù)據(jù)補償處理),在激光跟蹤儀架設于根據(jù)圖紙在水平段存在扇形段后第一個水平段作為固定位置后,對所有扇形段底座進行采點測量,作為設計值;
6.后續(xù)對比:在之后的測量中,計算測點到基準面的距離,并與設計值進行對比計算,當扇形段底座位置的測點 x 和 y 方向前后數(shù)據(jù)偏差超過限定值(0.05mm)后,根據(jù)測點前后差值對扇形段底座的測量數(shù)據(jù) x 和 y 方向進行修正,以獲得實際調整數(shù)據(jù);
7.方案出具:根據(jù)調整值,若扇形段底座出現(xiàn)傾斜,出具調整方案;
8.逐段調整:根據(jù)調整方案,逐段進行調整,循環(huán)執(zhí)行步驟6,直至扇形段底座無傾斜出現(xiàn)。
連鑄機扇形段底座使用激光跟蹤儀取點,通過自主開發(fā)的SMT軟件模擬和引入的軟件外數(shù)據(jù)補償處理獲得調整數(shù)據(jù),間接保證全部扇形段的后續(xù)調整和第一次出具調整數(shù)據(jù)的外部環(huán)境狀態(tài)和設備狀態(tài)一致。即可讓連鑄機全部扇形段在同一外界環(huán)境狀態(tài)下測量調整,且測量準確度高,避免因調整前后測量數(shù)據(jù)偏差的影響,減少同一位置因數(shù)據(jù)偏差造成的重復調整次數(shù),從而通過調整準確、高效測量連鑄機底座尺寸。
-
激光
+關注
關注
19文章
3181瀏覽量
64447 -
激光跟蹤儀
+關注
關注
0文章
72瀏覽量
8359 -
GTS
+關注
關注
0文章
22瀏覽量
8353
發(fā)布評論請先 登錄
相關推薦
Profibus中繼器保障通訊鏈路穩(wěn)定運行


明達IO——助力冶金設備智能化升級

大尺寸部件安裝精度測量:GTS激光跟蹤儀的解決方案



GTS激光跟蹤儀USMN聯(lián)合組網(wǎng)應用-精確到微米的大空間尺度測量#激光跟蹤儀 #微米精度 #光電測量
GTS激光跟蹤儀USMN聯(lián)合組網(wǎng)應用-精確到微米的大空間尺度測量


激光跟蹤儀測出來的是什么?GTS激光跟蹤儀全方位測量能力解析

GHMD3熱金屬檢測器的主要特點、技術性能與指標

國產6D激光跟蹤儀測量大尺寸空間姿態(tài)
激光跟蹤儀:大型結構件測量的重要工具






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論