") 激光位移傳感器:開啟砂輪直徑精密測量新篇章
激光位移傳感器:開啟砂輪直徑精密測量新篇章
在航空航天領(lǐng)域,高精度零件的加工需求極為嚴(yán)苛。例如飛機(jī)發(fā)動機(jī)葉片,其工作環(huán)境惡劣,承受著高溫、高壓和高速旋轉(zhuǎn)的考驗。葉片的加工精度直接影響著發(fā)動機(jī)的性能和可靠性,哪怕是微小的尺寸偏差,都可能導(dǎo)致發(fā)動機(jī)效率降低、壽命縮短甚至引發(fā)安全事故。而砂輪在這些高精度零件的磨削加工中起著關(guān)鍵作用,其直徑的精確測量與控制對于保證加工精度至關(guān)重要。
傳統(tǒng)的砂輪直徑測量方法,如人工對刀和聲發(fā)射對刀,存在諸多局限性。人工對刀依賴操作者的經(jīng)驗和聽力來判斷砂輪與工件的接觸,不僅耗時費(fèi)力,而且精度有限,難以滿足現(xiàn)代航空航天制造對高精度的要求。聲發(fā)射對刀雖然是一種新興技術(shù),但砂輪緩慢接觸工件的過程依然會耗費(fèi)大量時間,在追求高效生產(chǎn)的今天,這無疑是一個顯著的短板。
激光位移傳感器的出現(xiàn),為砂輪直徑的精密測量帶來了新的曙光。它具有非接觸、高精度、高速度等顯著優(yōu)勢,能夠在不接觸砂輪的情況下,快速準(zhǔn)確地獲取砂輪表面的位移信息,從而實現(xiàn)對砂輪直徑的精確測量。這不僅大大提高了測量的精度和效率,還避免了傳統(tǒng)測量方法對砂輪和工件可能造成的損傷,為航空航天等高端制造業(yè)的發(fā)展提供了有力的技術(shù)支持。
測量原理大揭秘:雙激光位移傳感器的巧妙應(yīng)用
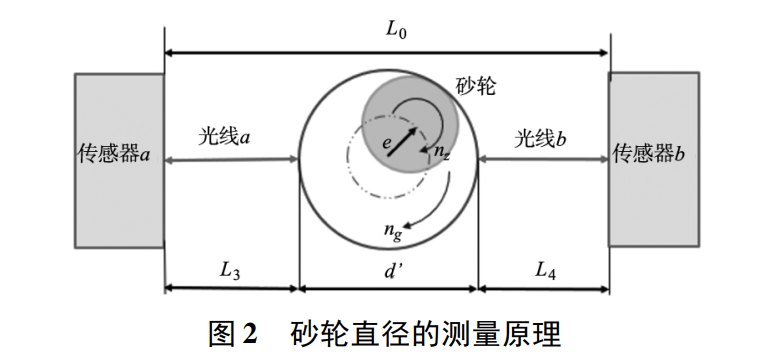
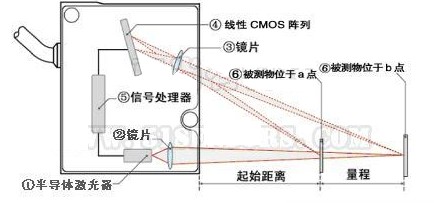
在機(jī)測量砂輪直徑時,我們采用雙激光位移傳感器的巧妙布局。當(dāng)砂輪以轉(zhuǎn)速自轉(zhuǎn)且以偏心量公轉(zhuǎn)時,雙激光位移傳感器的光線與砂輪公轉(zhuǎn)軸線垂直相交。此時,自轉(zhuǎn)且公轉(zhuǎn)的砂輪直徑可通過公式計算得出。

可參考圖 2 中砂輪直徑的測量原理示意圖,光線和光線分別從兩個傳感器射出,與砂輪表面形成特定的幾何關(guān)系,從而為準(zhǔn)確測量直徑奠定基礎(chǔ)。
雙激光位移傳感器的精準(zhǔn)標(biāo)定
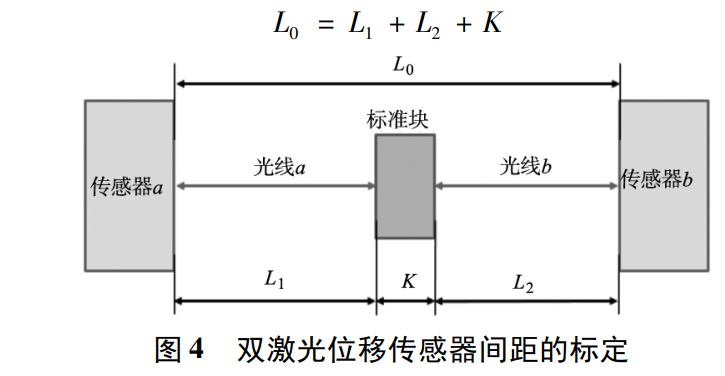
精準(zhǔn)的測量離不開精確的標(biāo)定。我們使用厚度為的標(biāo)定塊來標(biāo)定激光位移傳感器和傳感器的間距。具體操作時,先求得激光位移傳感器、傳感器與標(biāo)定塊端面的間距分別為和,然后依據(jù)公式計算出雙激光位移傳感器的間距。

在標(biāo)定過程中,需確保標(biāo)定塊的安裝精度以及傳感器測量的準(zhǔn)確性,記錄數(shù)據(jù)時也要精確到最小刻度,以保證后續(xù)測量的可靠性。
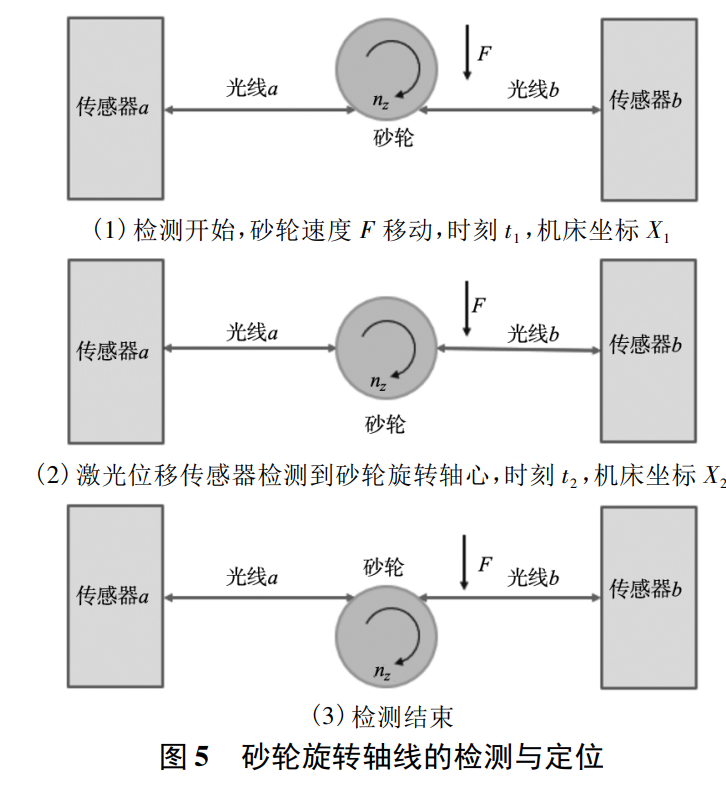
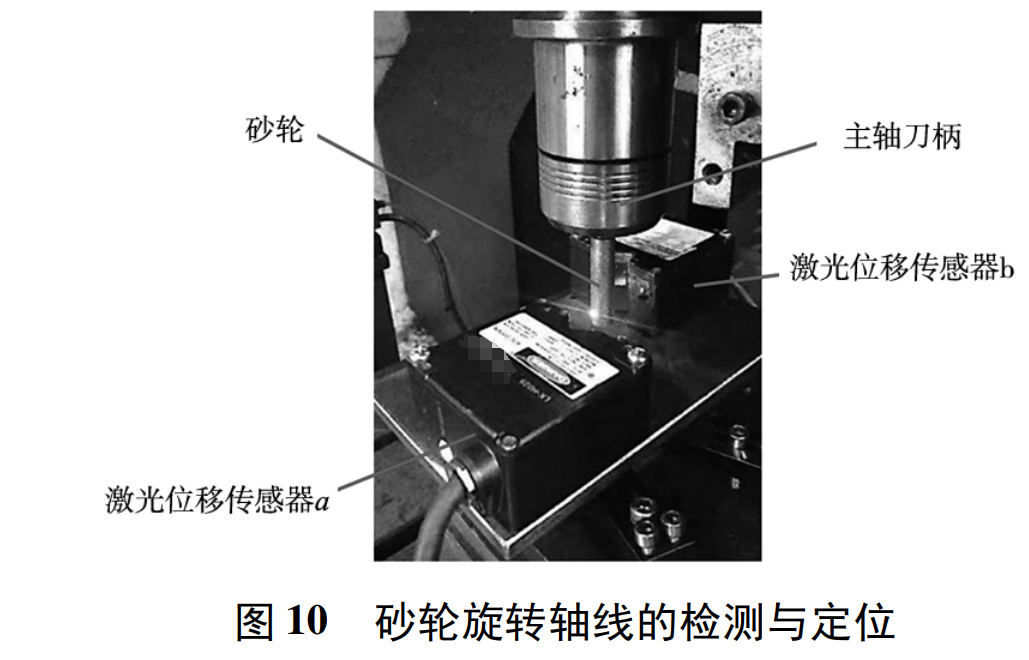
砂輪旋轉(zhuǎn)軸線的精確檢測與定位
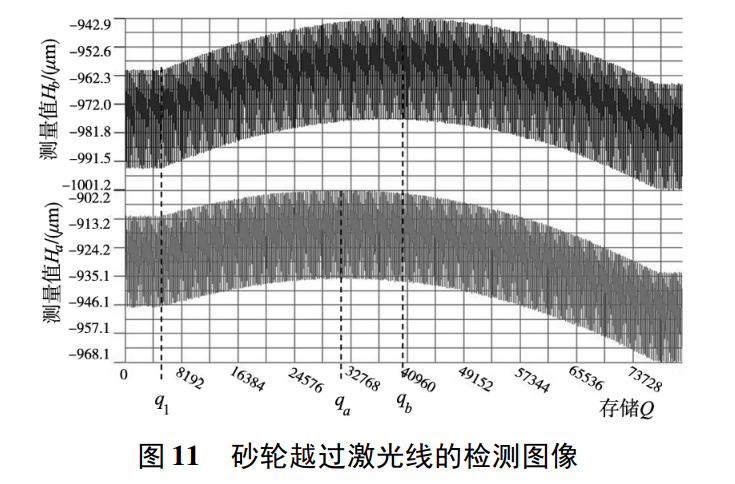
借助計算機(jī)軟件,我們設(shè)定激光位移傳感器的信號數(shù)據(jù)存儲量和采樣周期。啟動主軸,轉(zhuǎn)速為,移動至機(jī)床坐標(biāo),此時砂輪遮擋激光線且偏心量為,沿方向做進(jìn)給勻速移動,使砂輪橫越激光線。在這個過程中,對砂輪的檢測圖像每時刻的最高點進(jìn)行多項式擬合得到橢圓曲線。設(shè)橢圓曲線起點橫坐標(biāo)為,橢圓頂點橫坐標(biāo)為或,通過公式
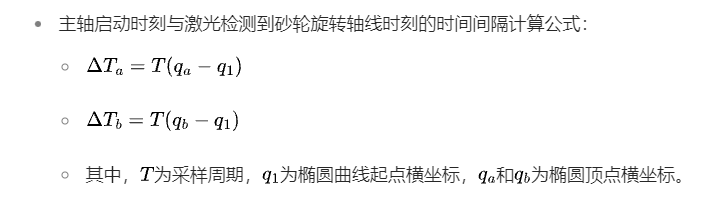
和求得主軸啟動時刻與激光檢測到砂輪旋轉(zhuǎn)軸線時刻的時間間隔,進(jìn)而定位砂輪旋轉(zhuǎn)軸線坐標(biāo)。例如,在某次實驗中,,,,,,,則可計算出,,。整個檢測與定位過程需嚴(yán)格按照操作流程進(jìn)行,確保數(shù)據(jù)的準(zhǔn)確性和穩(wěn)定性。
砂輪直徑的細(xì)致測量與輸出
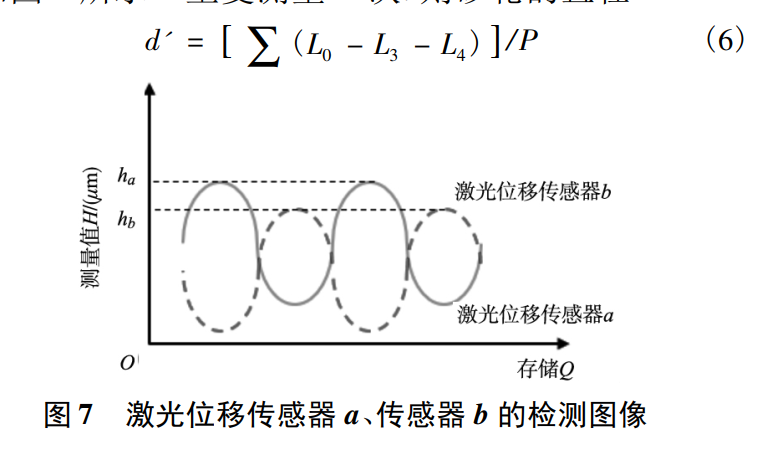
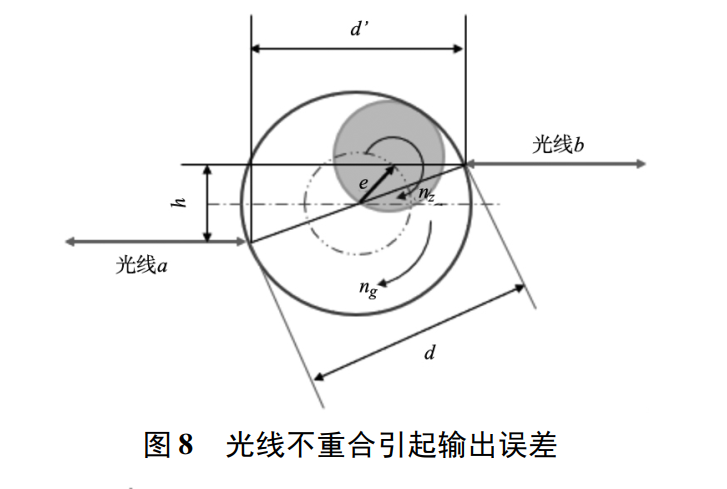
測量砂輪直徑時,首先啟動主軸,設(shè)定轉(zhuǎn)速為,并移動至機(jī)床坐標(biāo),設(shè)置砂輪公轉(zhuǎn)偏心量,使其自轉(zhuǎn)且公轉(zhuǎn)。對檢測圖像每時刻的最高點進(jìn)行多項式擬合,得到正弦曲線。通過對曲線的分析,求得激光位移傳感器、傳感器的檢測圖像波峰,分別對應(yīng)的測量距離為和。重復(fù)測量次,根據(jù)公式計算出砂輪的直徑。由于激光位移傳感器在固定安裝時難以保證激光光線完全重合,兩條光線存在間距,可通過公式

求得。因此,砂輪直徑的測量誤差,實際輸出直徑。例如,當(dāng),,,時,先計算。若,,,,則,進(jìn)而可計算出測量誤差和實際輸出直徑。在測量過程中,要注意對檢測圖像的精確分析和數(shù)據(jù)的準(zhǔn)確記錄,以提高測量的精度。
試驗驗證:真金不怕火煉
試驗條件全解析
為了驗證基于激光位移傳感器在機(jī)測量砂輪直徑方法的可行性和準(zhǔn)確性,我們開展了一系列嚴(yán)謹(jǐn)?shù)脑囼灐T囼炈璧脑O(shè)備和材料包括:直徑 φ6 mm 粒度 150# 電鍍金剛石砂輪,兩組泓川科技LTP激光位移傳感器(LTP030),信號控制器及其電源,計算機(jī),標(biāo)定塊,對刀塊。這些設(shè)備和材料的選擇都是經(jīng)過精心考量的,旨在確保能夠準(zhǔn)確地獲取砂輪直徑的測量數(shù)據(jù)。
在試驗過程中,計算機(jī)設(shè)定起著關(guān)鍵作用。我們將激光位移傳感器的數(shù)據(jù)存儲量設(shè)定為,采樣周期設(shè)定為。這樣的設(shè)定能夠保證傳感器在測量過程中采集到足夠多的數(shù)據(jù)點,從而更精確地反映砂輪的運(yùn)動狀態(tài)和直徑變化。同時,將檢測裝置通過螺釘牢固地固定在機(jī)床工作臺上,并仔細(xì)調(diào)整光線平行于機(jī)床軸,以確保測量的準(zhǔn)確性和穩(wěn)定性。
試驗結(jié)果大賞與深度數(shù)據(jù)分析
我們采用對比試驗的方法,將激光位移傳感器測量結(jié)果與傳統(tǒng)對刀測量方法進(jìn)行對比。在不同轉(zhuǎn)速下,分別使用兩種方法對砂輪直徑進(jìn)行測量,每組試驗測量次。測量數(shù)據(jù)如下表所示:
| 轉(zhuǎn)速 | 對刀測量() | 激光位移傳感器測量() |
| 2000 | 6.350, 6.350, 6.349, 6.348, 6.350 | 6.3501, 6.3504, 6.3502, 6.3501, 6.3503 |
| 5000 | 6.346, 6.348, 6.345, 6.346, 6.346 | 6.3452, 6.3456, 6.3454, 6.3455, 6.3453 |
| 8000 | 6.341, 6.343, 6.340, 6.340, 6.342 | 6.3416, 6.3422, 6.3419, 6.3420, 6.3418 |
通過對試驗數(shù)據(jù)的分析,可以清晰地看出激光位移傳感器測量方法的優(yōu)勢。對刀測量方法的方差相對較大,而激光位移傳感器測量結(jié)果的方差更小,這表明基于激光位移傳感器的測量方法具有更高的穩(wěn)定性和精度,其重復(fù)測量精度可穩(wěn)定在以內(nèi)。
轉(zhuǎn)速對砂輪直徑的奇妙影響
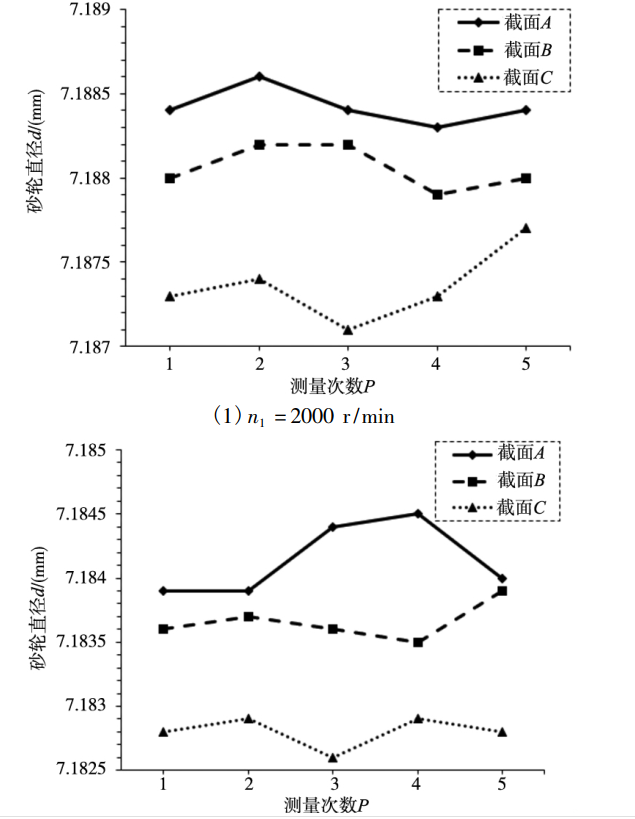
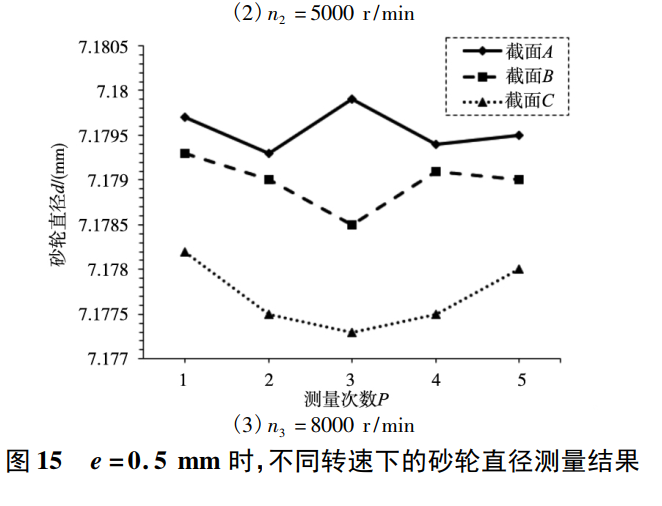
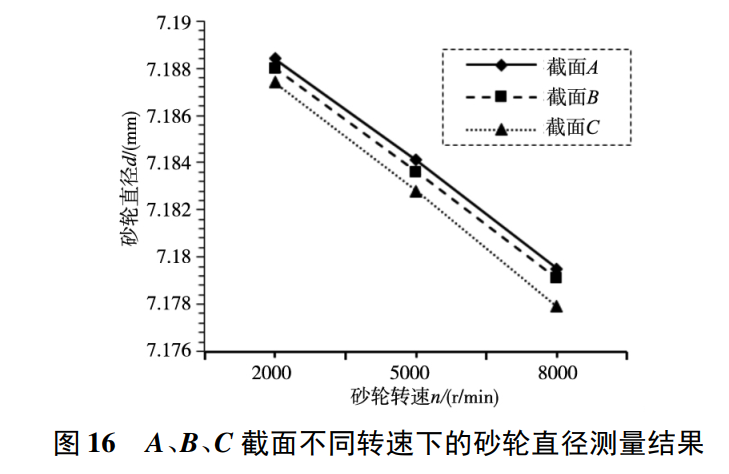
進(jìn)一步研究轉(zhuǎn)速對砂輪直徑的影響,我們設(shè)定公轉(zhuǎn)的偏心量,測量轉(zhuǎn)速分別為,,的砂輪直徑。每組實驗分別取個截面,每個截面重復(fù)測量次。試驗檢測圖像顯示,隨著砂輪轉(zhuǎn)速的增大,砂輪直徑呈現(xiàn)出逐漸變小的趨勢。具體數(shù)據(jù)如下:
| 轉(zhuǎn)速 | 截面直徑() | 截面直徑() | 截面直徑() |
| 2000 | 7.189 | 7.1885 | 7.188 |
| 5000 | 7.1875 | 7.187 | 7.1865 |
| 8000 | 7.185 | 7.1845 | 7.184 |
通過繪制圖表(如圖 15、圖 16 所示),可以更直觀地觀察到這種變化趨勢。當(dāng)砂輪轉(zhuǎn)速從增大到時,砂輪直徑減小了。這是由于砂輪在高速旋轉(zhuǎn)時,受到離心力的作用,砂輪材料會產(chǎn)生一定的徑向位移,從而導(dǎo)致直徑變小。這種現(xiàn)象在實際生產(chǎn)中需要引起重視,因為砂輪直徑的變化可能會影響加工精度。
砂輪直徑測量精度與偏心量的微妙關(guān)聯(lián)
在研究砂輪直徑測量精度與偏心量的關(guān)系時,我們設(shè)定砂輪轉(zhuǎn)速,測量偏心量分別為,,的砂輪直徑。每組試驗同樣取個截面,每個截面重復(fù)測量次。試驗結(jié)果表明,在不同的偏心量下,砂輪直徑的重復(fù)測量精度并沒有明顯的變化規(guī)律。具體數(shù)據(jù)如下:
| 偏心量 | 截面直徑() | 截面直徑() | 截面直徑() |
| 0.5 | 7.189 | 7.1885 | 7.188 |
| 1.0 | 8.1895 | 8.189 | 8.1885 |
| 1.5 | 9.1885 | 9.188 | 9.187 |
這說明在本次試驗條件下,重復(fù)測量精度與公轉(zhuǎn)偏心量的相關(guān)性較弱。然而,這并不意味著偏心量對測量精度沒有影響,在其他試驗條件或更復(fù)雜的實際應(yīng)用場景中,偏心量可能會與其他因素相互作用,從而對測量精度產(chǎn)生影響。因此,在實際使用中,仍需要對偏心量進(jìn)行合理的控制和監(jiān)測,以確保測量結(jié)果的準(zhǔn)確性。
激光位移傳感器在機(jī)測量砂輪直徑的卓越優(yōu)勢與廣闊前景
激光位移傳感器在機(jī)測量砂輪直徑具有顯著優(yōu)勢。其高精度特性可確保測量誤差在極小范圍內(nèi),如重復(fù)測量精度穩(wěn)定在 1μm 以內(nèi),這對于航空航天等對精度要求極高的領(lǐng)域意義非凡,能有效提升產(chǎn)品質(zhì)量與性能。非接觸式測量方式避免了傳統(tǒng)測量方法中砂輪與傳感器的物理接觸,防止了對砂輪和工件的損傷,延長了設(shè)備使用壽命,同時減少了測量過程中的摩擦與磨損干擾,提高了測量的可靠性與穩(wěn)定性。高效便捷的特點使得測量過程自動化程度高,能快速獲取數(shù)據(jù)并進(jìn)行分析處理,大大縮短了測量時間,提高了生產(chǎn)效率,適用于大規(guī)模生產(chǎn)制造場景。
在工業(yè) 4.0 及智能制造蓬勃發(fā)展的趨勢下,激光位移傳感器在機(jī)測量砂輪直徑有著廣闊的應(yīng)用前景。在自動化加工方面,它可實時監(jiān)測砂輪直徑,為加工系統(tǒng)提供精準(zhǔn)數(shù)據(jù)反饋,實現(xiàn)加工參數(shù)的自動調(diào)整與優(yōu)化,提高加工精度與一致性,減少廢品率。例如,在汽車零部件制造中,能確保磨削加工的高精度,提升汽車整體性能與安全性。在智能檢測領(lǐng)域,激光位移傳感器可與其他智能設(shè)備集成,構(gòu)建智能化檢測系統(tǒng)。通過網(wǎng)絡(luò)連接與數(shù)據(jù)共享,實現(xiàn)遠(yuǎn)程監(jiān)控與診斷,技術(shù)人員能及時發(fā)現(xiàn)并解決問題,保障生產(chǎn)順利進(jìn)行。如在電子產(chǎn)品制造中,對微小零部件的磨削加工檢測,可有效保證產(chǎn)品質(zhì)量與生產(chǎn)效率。總之,激光位移傳感器將在智能制造領(lǐng)域發(fā)揮越來越重要的作用,推動制造業(yè)向更高水平發(fā)展。
此文章參考摘抄自《基于激光位移傳感器在機(jī)測量砂輪直徑》
張橋杰1, 朱祥龍1, 董志剛1, 康仁科1, 盧 成1, 張小民2
( 1. 大連理工大學(xué) 機(jī)械工程學(xué)院, 遼寧 大連 116085; 2. 中國工程物理研究院, 四川 綿陽 621900)
-
激光
+關(guān)注
關(guān)注
19文章
3208瀏覽量
64533 -
位移傳感器
+關(guān)注
關(guān)注
5文章
987瀏覽量
34291 -
航空航天
+關(guān)注
關(guān)注
1文章
390瀏覽量
24315
發(fā)布評論請先 登錄
相關(guān)推薦
激光位移傳感器在精密測厚時需要注意的條件

2021 OPPO開發(fā)者大會:新篇章公式
激光位移傳感器與其他位移傳感器的比較
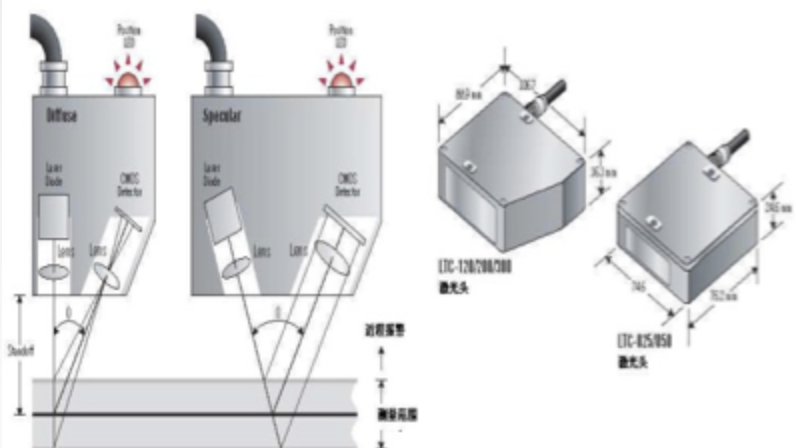
激光位移傳感器原理的兩種測量方式







 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論