") 飛秒激光微孔迎來(lái)新突破
飛秒激光微孔迎來(lái)新突破
導(dǎo)讀
航空發(fā)動(dòng)機(jī)是航天器的動(dòng)力來(lái)源,對(duì)于提升其性能起著決定性作用,高性能發(fā)動(dòng)機(jī)必須具備高推重比、低耗油率等特點(diǎn)。隨著航空發(fā)動(dòng)機(jī)工作溫度的提高,鎳基合金以其出色的耐高溫腐蝕性、抗氧化性、抗蠕變性和強(qiáng)度也成為航空發(fā)動(dòng)機(jī)渦輪葉片的首選材料。然而,僅依賴材料特性仍難以完全抵御高溫燃?xì)鈱?duì)結(jié)構(gòu)材料的損害,還需要在其表面加工出氣膜孔,利用氣膜孔冷卻降低其表面溫度,提高發(fā)動(dòng)機(jī)噴氣速度和使用壽命。目前,在航空發(fā)動(dòng)機(jī)渦輪葉片氣膜孔的加工制造中,大多仍然基于機(jī)械加工、電火花加工和電液束加工等傳統(tǒng)的加工方式,然而,這些傳統(tǒng)工藝存在一些不足和缺陷。激光加工技術(shù)利用激光束短時(shí)高能量的特性,使其與材料相互作用達(dá)到加工的目的,具有高效、高質(zhì)、可控、無(wú)污染的特性。且隨著激光加工技術(shù)的發(fā)展,皮秒、飛秒等超快激光憑借超短的脈寬,越來(lái)越適用于耐高溫材料的微孔加工。
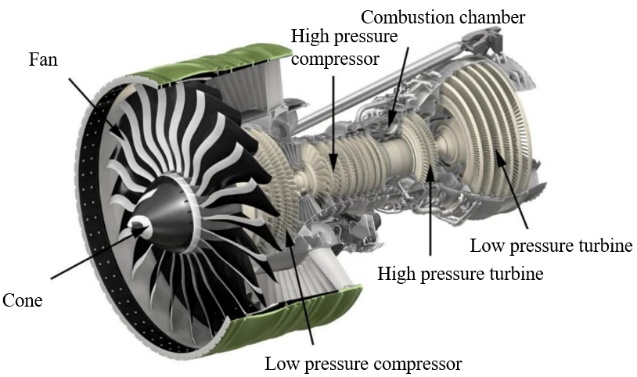
圖1 航空發(fā)動(dòng)機(jī)渦輪葉片結(jié)構(gòu)示意圖
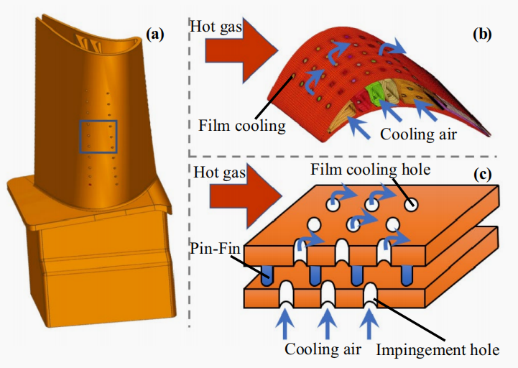
圖2葉片氣膜孔冷卻示意圖
研究背景
激光加工大深徑比微孔時(shí),孔型的錐度調(diào)控一直是國(guó)內(nèi)外研究學(xué)者所關(guān)注的核心問(wèn)題。這是因?yàn)榧す獾哪芰砍矢咚狗植迹す夤獍咧虚g能量大,四周能量小,在加工微孔時(shí),孔中心材料去除速度遠(yuǎn)遠(yuǎn)大于周圍材料去除速度,因此形成一定的錐度,隨著孔深的增加,大量的激光能量被孔壁反射,材料無(wú)法去除,微孔的錐度持續(xù)增大直到達(dá)到飽和狀態(tài)。因此,國(guó)內(nèi)外眾多研究機(jī)構(gòu)和學(xué)者對(duì)氣膜孔孔型錐度控制進(jìn)行了深入的分析和研究,最終得出結(jié)論,采用工藝參數(shù)優(yōu)化和多步法鉆孔的激光鉆孔方法可以有效降低微孔的錐度,但不能實(shí)現(xiàn)任意錐度的微孔加工,為了得到任意錐度的微孔形貌,需要改變激光光軸與材料的相對(duì)角度,使激光能量直接作用到微孔側(cè)壁,從而進(jìn)一步改善錐度。目前傾斜激光入射的加工方法主要有兩種,即傾斜工件加工和傾斜光束加工。針對(duì)鎳基高溫合金材料微孔加工,采用光束與工件傾斜一定角度旋轉(zhuǎn)的方法可以進(jìn)行良好的錐度調(diào)控,但激光參數(shù)仍然會(huì)對(duì)孔的形貌產(chǎn)生影響。
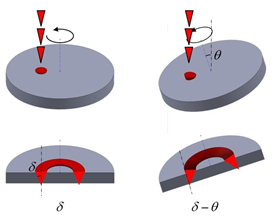
圖3 傾斜工件旋轉(zhuǎn)鉆孔示意圖
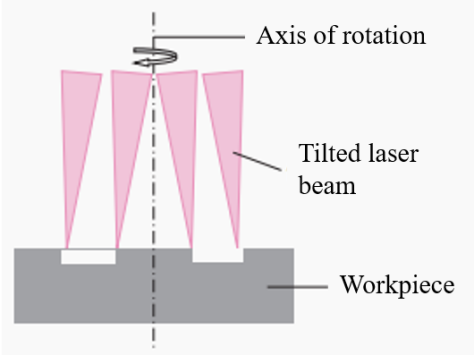
圖4 傾斜激光旋轉(zhuǎn)鉆孔示意圖
主要內(nèi)容
為了全面徹底地解決微孔加工中的錐度問(wèn)題,本文基于傾斜工件旋轉(zhuǎn)鉆孔的工藝方法,首先探究了飛秒激光離焦量與微孔形貌的對(duì)應(yīng)關(guān)系。發(fā)現(xiàn)隨著激光焦點(diǎn)從工件表面下方逐漸移動(dòng)到上方時(shí),微孔的錐度由-0.32°增大到3.41°,微孔的出口孔徑顯著降低。產(chǎn)生這種現(xiàn)象的原因是當(dāng)離焦量為負(fù)時(shí),激光焦點(diǎn)靠近出口位置,激光峰值功率高,材料去除率也高,因此出口孔徑較大。隨著激光焦點(diǎn)的不斷上移,出口處的激光能量逐漸降低,導(dǎo)致出口孔徑快速減小,孔的錐度也快速增大,同時(shí),由于激光焦點(diǎn)在工件表面之上,激光處于發(fā)散狀態(tài),導(dǎo)致微孔出口的邊緣輪廓質(zhì)量下降,出現(xiàn)鋸齒狀形貌,影響了出口圓度。
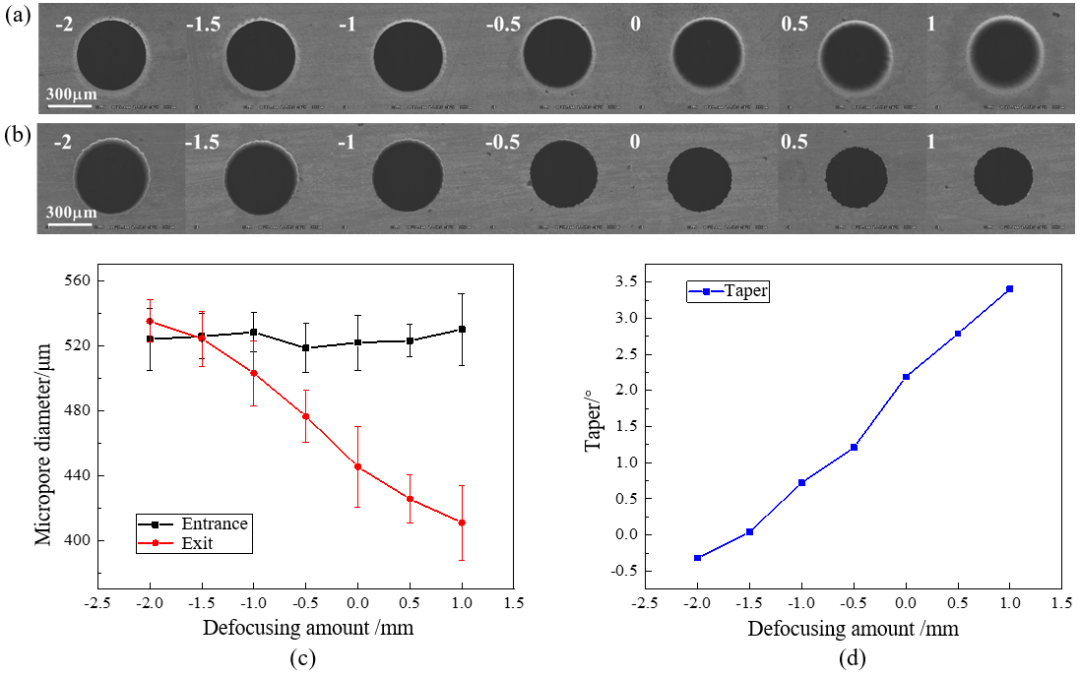
圖5 不同離焦量下微孔加工結(jié)果。(a)入口;(b)出口;(c)孔口直徑;(d)錐度
接著探究了飛秒激光重復(fù)頻率與微孔形貌的對(duì)應(yīng)關(guān)系。從實(shí)驗(yàn)結(jié)果可以看出,當(dāng)激光重復(fù)頻率從10 kHZ增大到100 kHZ后,微孔的入口直徑在一定范圍內(nèi)波動(dòng),變化不大,但微孔的出口直徑逐漸增大直到達(dá)到飽和。這是因?yàn)楫?dāng)重復(fù)頻率較低時(shí),激光的脈沖重疊率較低,相同加工時(shí)間內(nèi)單位面積上材料吸收的激光能量較低,導(dǎo)致出口直徑較小。隨著重復(fù)頻率的增加,激光的平均功率和脈沖重疊率增加,材料吸收的激光能量增大,微孔出口直徑顯著增大,從而導(dǎo)致孔的整體錐度降低。當(dāng)重復(fù)頻率為10 kHz時(shí),微孔的出口圓度最好,基本沒(méi)有鋸齒形結(jié)構(gòu)和燒蝕痕跡。隨著重復(fù)頻率的增加,微孔的出入口都出現(xiàn)了不同程度的重鑄層和激光熱影響區(qū),這是因?yàn)楫?dāng)單脈沖能量不變時(shí),重復(fù)頻率的增加使激光的脈沖重疊率增加,單位時(shí)間內(nèi)脈沖數(shù)量的增加,材料的燒蝕閾值降低,導(dǎo)致熱積累現(xiàn)象更加顯著。
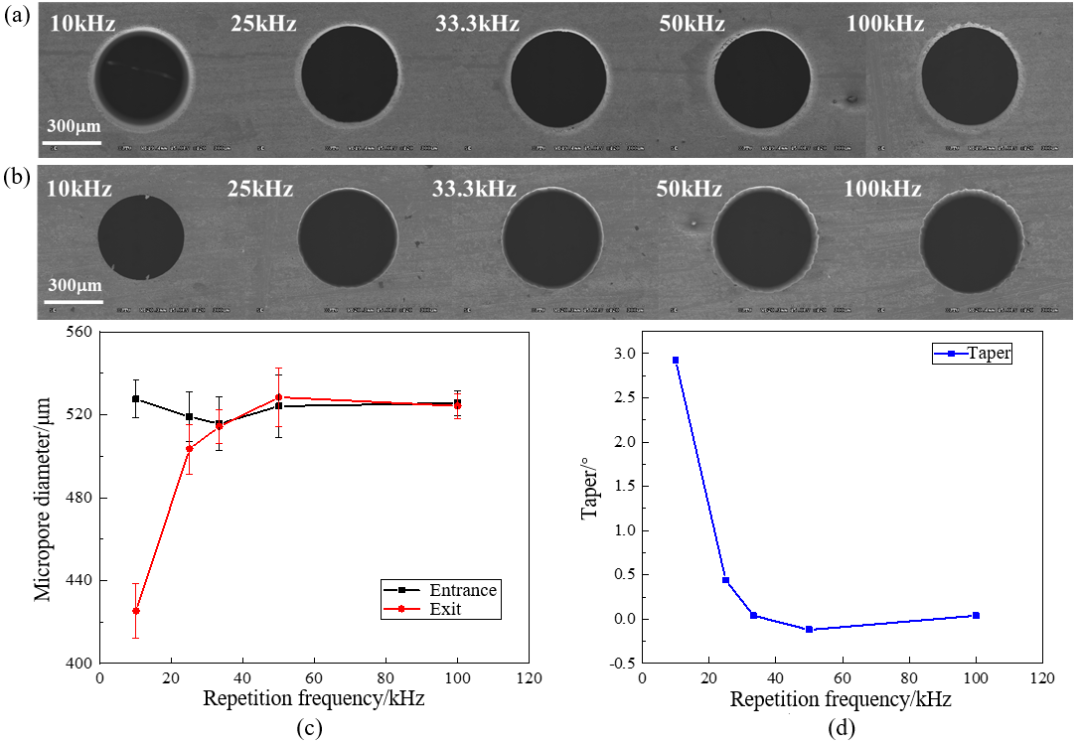
圖6 不同重復(fù)頻率下微孔加工結(jié)果。(a)入口;(b)出口;(c)孔口直徑;(d)錐度
之后探究了飛秒激光掃描半徑與微孔形貌的對(duì)應(yīng)關(guān)系。發(fā)現(xiàn)隨著掃描半徑的不斷增大,孔出入口直徑也不斷增大,這是由于工件傾斜加工,激光掃描平面與工件加工平面存在夾角,設(shè)置的掃描半徑投影到加工平面上會(huì)進(jìn)一步增大,激光掃描半徑與孔的出入口直徑大約成線性相關(guān),比例系數(shù)與機(jī)床A軸偏擺角度有關(guān)。不同的掃描半徑對(duì)孔錐度的影響不大,該實(shí)驗(yàn)證明了通過(guò)改變激光掃描半徑能實(shí)現(xiàn)任意孔徑的無(wú)錐度微孔加工。
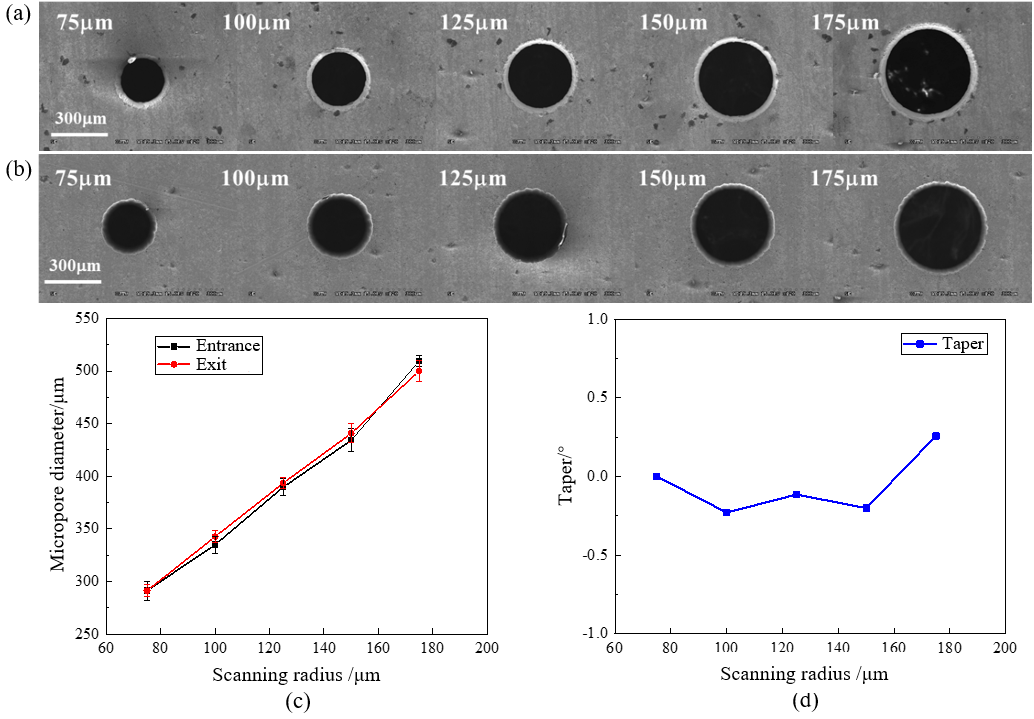
圖7 不同掃描半徑下微孔加工結(jié)果。(a)入口;(b)出口;(c)孔口直徑;(d)錐度
然后探究了飛秒激光光軸偏移量與微孔形貌的對(duì)應(yīng)關(guān)系。可以發(fā)現(xiàn),當(dāng)激光光軸與工件旋轉(zhuǎn)中心偏置量在10 mm以內(nèi)時(shí),孔的出入口直徑幾乎不變,當(dāng)偏置量大于10 mm且不斷增大時(shí),孔的入口直徑顯著增大,出口直徑也有所增加,這是由于工件做旋轉(zhuǎn)運(yùn)動(dòng),激光與工件旋轉(zhuǎn)軸偏置量的增加導(dǎo)致激光在工件上的加工區(qū)域增加,入口處材料被大面積去除,而激光掃描面積的增加也導(dǎo)致了激光功率的分散,被激光反復(fù)掃描的中心區(qū)域能量集中,激光只掃描一遍的四周區(qū)域激光能量無(wú)法去除更多材料,從而導(dǎo)致孔錐度的不斷增大。因此,在進(jìn)行飛秒激光鎳基合金單孔加工實(shí)驗(yàn)中,需要控制激光光軸與工件旋轉(zhuǎn)中心偏置量在10 mm以下,才能實(shí)現(xiàn)無(wú)錐度孔加工。
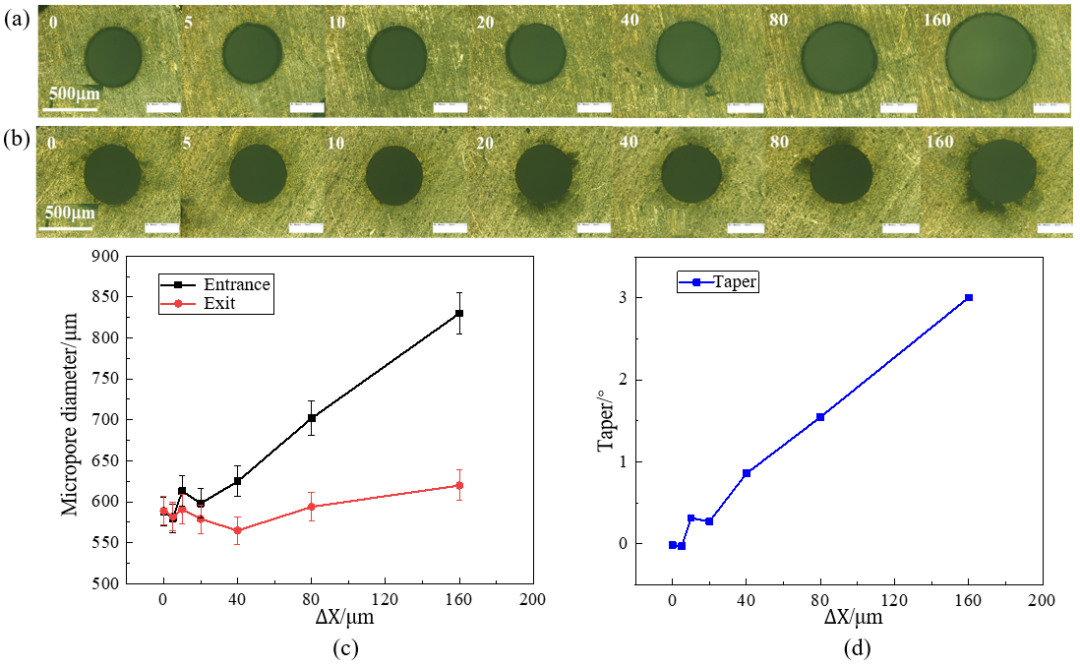
圖8 不同X軸移動(dòng)量下微孔加工結(jié)果。(a)入口;(b)出口;(c)孔口直徑;(d)錐度
最后,針對(duì)6 mm鎳基合金的深微孔加工,在前期工藝參數(shù)探究的基礎(chǔ)上,采用激光縱向進(jìn)給的加工工藝,通過(guò)改變激光焦點(diǎn)位置來(lái)調(diào)整激光能量分布,使激光能量集中部分能直接作用到材料待加工位置,使激光鉆孔深度和加工效率顯著提高。同時(shí)在實(shí)驗(yàn)過(guò)程中采用旁軸吹氣裝置,引入吹氣輔助工藝。在激光對(duì)工件材料進(jìn)行燒蝕打孔的過(guò)程中,旁軸吹氣裝置將空氣壓縮并通過(guò)噴嘴噴在工件上的待加工微孔位置處。從而將激光打孔過(guò)程中的廢屑吹出,改善排屑條件,提高激光的加工效率,有利于深孔加工。同時(shí)室溫的壓縮空氣持續(xù)流動(dòng),也可以降低待加工微孔的加工溫度,減小激光的熱影響,提高微孔的加工質(zhì)量,最終實(shí)現(xiàn)了6 mm厚鎳基合金材料的無(wú)錐度高質(zhì)量單孔加工。
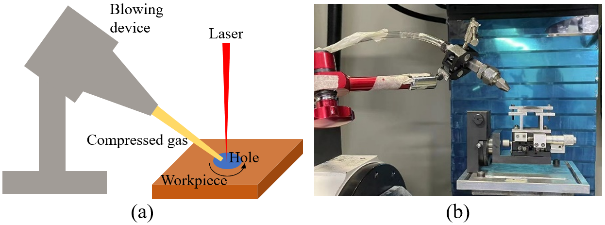
圖9 吹氣輔助加工圖。(a)示意圖;(b)實(shí)物圖
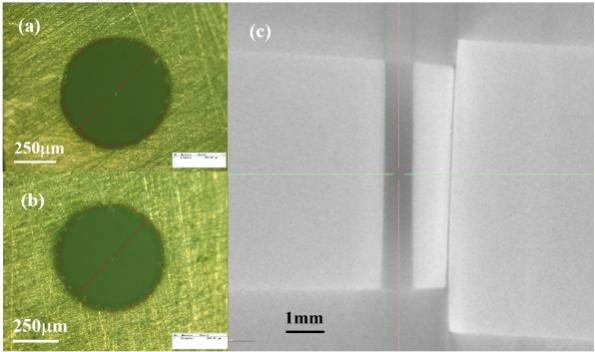
圖10 6 mm通孔加工結(jié)果。(a)入口;(b)出口;(c)孔形貌CT圖
結(jié)論與展望
文中針對(duì)鎳基合金材料深微孔加工的錐度問(wèn)題,基于傾斜工件旋轉(zhuǎn)鉆孔的激光加工工藝,首先闡述了加工方法和實(shí)驗(yàn)原理,然后在鎳基合金材料上開(kāi)展了無(wú)錐度單孔加工實(shí)驗(yàn),采用控制變量法探究了不同激光參數(shù)對(duì)微孔形貌的影響規(guī)律。
當(dāng)激光離焦量由正離焦逐漸變化到負(fù)離焦時(shí),微孔的入口直徑基本不變,出口直徑明顯增大。當(dāng)激光重復(fù)頻率較小時(shí),微孔的出口直徑較小,錐度較大,但較大的重復(fù)頻率會(huì)使激光的熱效應(yīng)增加,影響微孔形貌質(zhì)量。傾斜工件旋轉(zhuǎn)加工通孔時(shí)的孔徑大小主要取決于激光振鏡掃描填充圓的直徑。隨著掃描半徑的不斷增大,孔出入口直徑也不斷增大,但孔的錐度基本不變。激光與工件旋轉(zhuǎn)軸的偏置量越大,得到孔的出入口直徑也會(huì)越大,但是同時(shí)孔的錐度也在變大。
針對(duì)6 mm鎳基合金直微孔加工,采用激光縱向進(jìn)給的加工工藝,該方案主要分為鉆孔、擴(kuò)孔、修孔三個(gè)過(guò)程。同時(shí)要采用吹氣輔助的工藝方案,提高加工效率和加工能力,選擇合適的傾斜角度后,成功在6 mm厚的鎳基合金材料上加工出了錐度為0.14°的大深徑比微孔。
-
激光
+關(guān)注
關(guān)注
19文章
3213瀏覽量
64565
原文標(biāo)題:【專題特邀】飛秒激光微孔新突破
文章出處:【微信號(hào):深圳市賽姆烯金科技有限公司,微信公眾號(hào):深圳市賽姆烯金科技有限公司】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
飛秒激光與刻蝕組合加工技術(shù)介紹

飛秒晶振的主要特點(diǎn)

上海光機(jī)所在重頻和波長(zhǎng)靈活的飛秒脈沖激光產(chǎn)生方面取得進(jìn)展
寬帶功率放大器在飛秒激光的海水聲速測(cè)量中的應(yīng)用
科學(xué)家開(kāi)發(fā)出首臺(tái)可見(jiàn)光飛秒光纖激光器
SSFS飛秒激光孤子自頻移波長(zhǎng)調(diào)諧技術(shù)

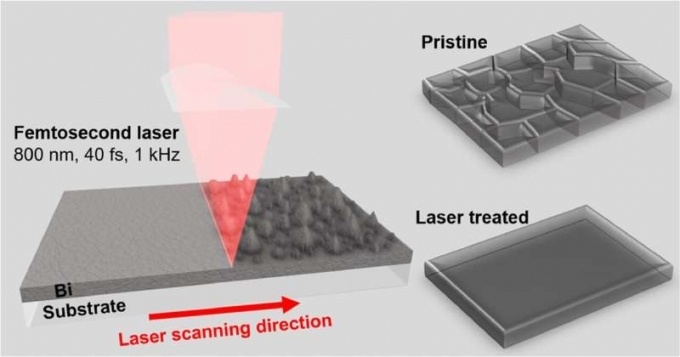
利用飛秒激光改善鉍薄膜質(zhì)量的光電探測(cè)
近距離了解中紅外可調(diào)諧光纖飛秒激光器 Femtum Ultratune 3400性能

飛秒激光在精密光子學(xué)制造中的應(yīng)用

飛秒激光:精密光子學(xué)制造中的前沿應(yīng)用
飛秒激光概述
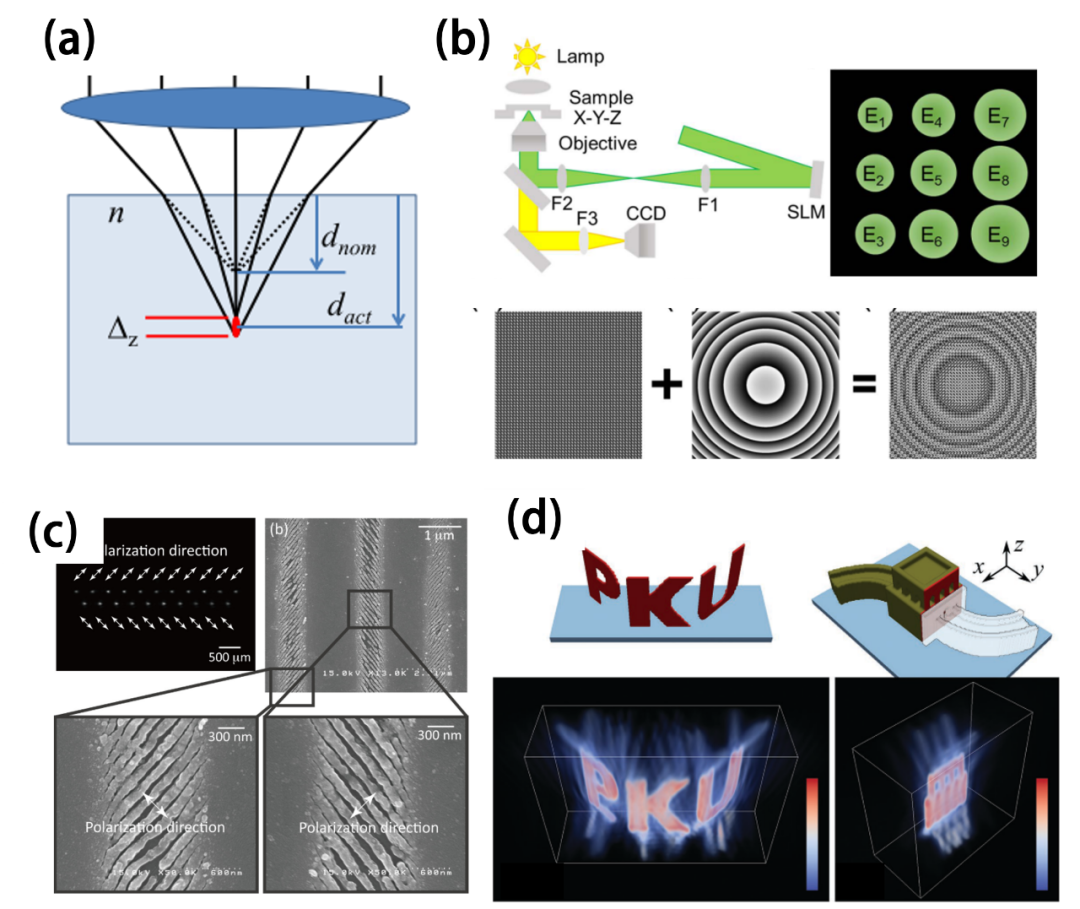
基于空間光調(diào)制技術(shù)的飛秒激光制造:當(dāng)前的發(fā)展與挑戰(zhàn)
納秒激光焊接機(jī)如何實(shí)現(xiàn)高精度焊接
飛秒激光直寫(xiě)技術(shù):突破光學(xué)衍射極限 開(kāi)啟量子制造新時(shí)代!






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論