 MLCC小尺寸貼裝及手工焊介紹及注意要點
MLCC小尺寸貼裝及手工焊介紹及注意要點
近幾年,隨著電子終端產品特別是智能手機、智能手表等便攜式產品的小型化,高集成化,以及原材料成本的增加,貼片陶瓷電容器一直在往小尺寸方向發展。在手機市場,主流的MLCC尺寸已經過渡到0201(0.6×0.3mm)尺寸,01005(0.4*0.2mm)尺寸,甚至更小尺寸的008004(0.2*0.1mm)也在少數產商內部作評估。
因此,不少廠商遇到了小尺寸貼裝及手工焊接,返修的問題,本文以01005尺寸為例,作簡要介紹。
01005尺寸表面貼裝
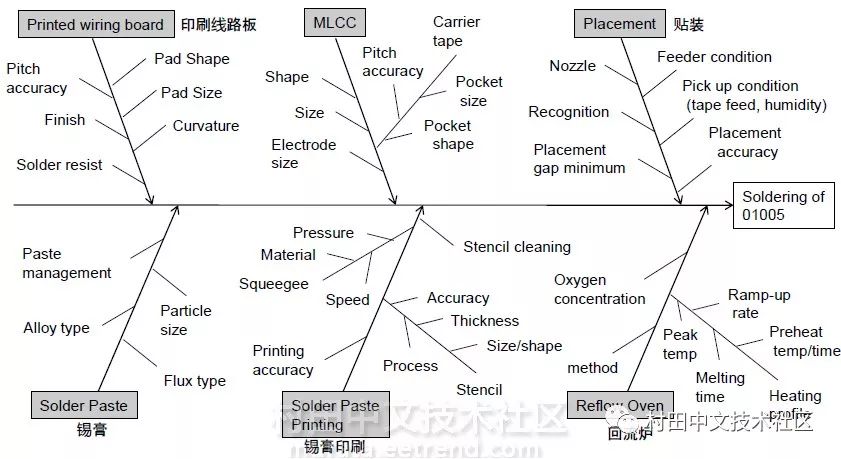
對于01005小尺寸貼裝,主要的影響因素如下,包括:PCB板,MLCC器件,錫膏類型以及焊錫,貼裝,回流焊條件。
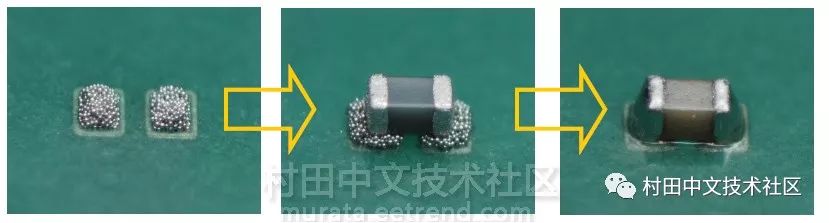
錫膏印刷,貼裝,回流焊三步驟示意圖如下:
1.1. PCB板PCB使用有阻焊層的設計,焊盤長方形,尺寸推薦A, B, C 對應為0.16mm, 0.16mm, 0.2mm,焊盤間距及焊盤與阻焊層精度按照JPCA規格(±0.1mm,±0.05mm)。

1.2. 錫膏推薦使用Type5型號錫膏(粒徑10~25um)并合理調整助焊劑比例。在大氣環境下,如果錫膏出現加熱后未凝結現象(無光澤),可能是由于助焊劑不足/器件偏移過大導致。

1.3. MLCC器件為保證器件性能可靠,器件應該在5~40℃,20~70%RH下保存,避免陽光直射及暴露在腐蝕性氣體環境中。在45%~70%RH的環境下使用。若存放超過6個月,應先檢查可焊性。
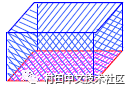
1.4. 印刷條件鋼網開孔形狀及尺寸推薦與PCB焊盤1:1對應,厚度50~80um,電鍍法開孔。錫膏的印刷率(轉移率)與其初始的面積比(側面積/底面積)有關。經測,對于20um粒徑,若要保證70%以上的印刷率,面積比應低于2。但厚度不足也會導致錫膏層數過少,是否會影響貼裝成功率應根據具體情況確定。
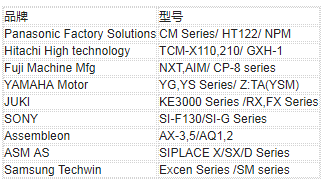
1.5. 貼裝條件推薦使用的貼裝設備如下,對應的吸嘴及送料器請參考設備廠商推薦。
1.6. 回流焊條件按照規格書中的推薦值設置回流溫度,在氮氣環境下進行回流焊。
01005尺寸手工焊
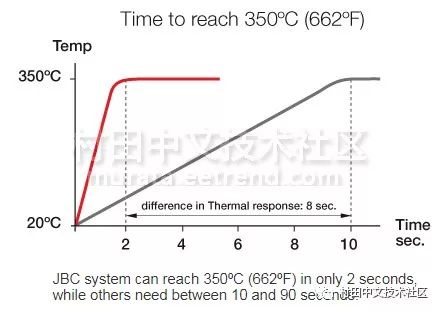
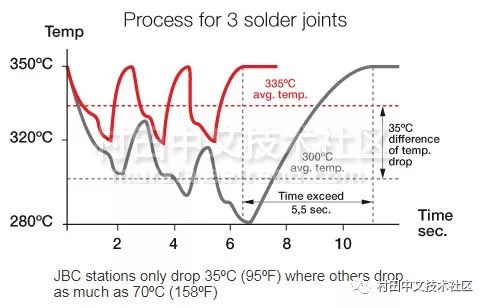
2.1. 焊接工作臺關于實驗室內的手工焊接,為提高效率,建議選擇較先端的焊臺,比如JBC系列,好處一是溫度提升快,支持連續焊接,二是電烙鐵兩個尖端能同時加熱。
2.2. 準備材料及工具a) 錫絲,吸錫線,鑷子b) PCB及器件c) 焊臺及小尺寸烙鐵頭d) 顯微鏡
2.3. 操作流程注意點
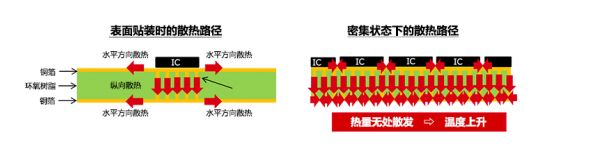
1) 為防止局部突然受熱、熱沖擊對器件造成的損傷, 建議對元器件及PCB板進行預熱(150℃以上,90s以上)。
2) 使用刀具將錫線裁剪為錫塊,尺寸約一半焊盤大小,以避免上錫過多。
3) 調整顯微鏡至可清晰觀察器件及焊盤
4) 使用鑷子放置錫塊于焊盤上,加熱附著
5) 使用鑷子放置器件,依次加熱兩端
-
封裝
+關注
關注
127文章
7948瀏覽量
143114
原文標題:技術專欄 | MLCC小尺寸貼裝及手工焊介紹及注意要點
文章出處:【微信號:Anxin-360ic,微信公眾號:芯師爺】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
貼裝元器件的手工焊接要點
焊接貼片電容MLCC的過程中的一些問題和注意事項
【轉】PCB線路板手工浸焊注意要點
【轉】PCB線路板手工浸焊注意要點
晶圓級CSP元件的重新貼裝印刷錫膏
陶瓷垂直貼裝封裝的焊接建議
表面貼裝元件的手工焊接技巧
SMT表面貼裝的簡單介紹

對貼裝及穩定性的要求
注意這一點 即可避免表面貼裝 LED在焊盤上發生意外滑移






 工商網監
工商網監
評論