 導線與導線的連接、線頭與接線樁的連接圖文并茂
導線與導線的連接、線頭與接線樁的連接圖文并茂
導線與導線的連接、線頭與接線樁的連接,事情小,責任大。本文圖文并茂,讓你清清楚楚看懂!
別讓接線這件小事,拉開你與工程師的差距!
導線的連接情況有:
單股銅芯導線的直線連接、T字形連接;
雙股線的對接;
多股銅芯導線的直線連接、T字形連接;
不等徑銅導線的對接;
單股線與多股線的T字分支連接;
軟線與單股硬導線的連接;
鋁芯導線用壓接管壓接;
鋁芯導線用壓接管壓接。
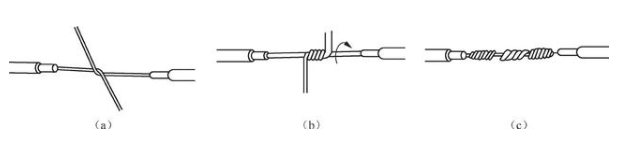
單股銅芯導線的直線連接

先將兩導線芯線線頭成X形相交。

互相絞合2~3圈后扳直兩線頭。

將每個線頭在另一芯線上緊貼并繞6圈,用鋼絲鉗切去余下的芯線,并鉗平芯線末端。
單股銅芯導線的T字形連接
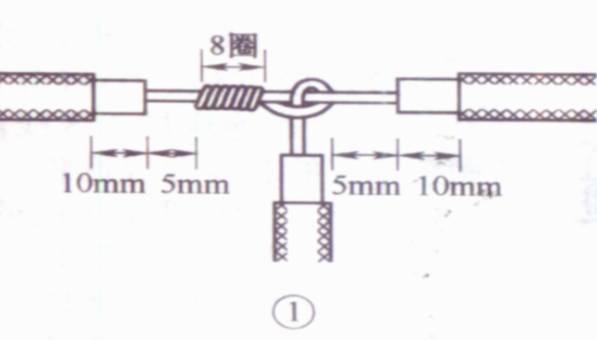
將支路芯線的線頭與干線芯線十字相交,在支路芯線根部留出5mm,然后順時針方向纏繞6~8圈后,用鋼絲鉗切去余下的芯線,并鉗平芯線末端。
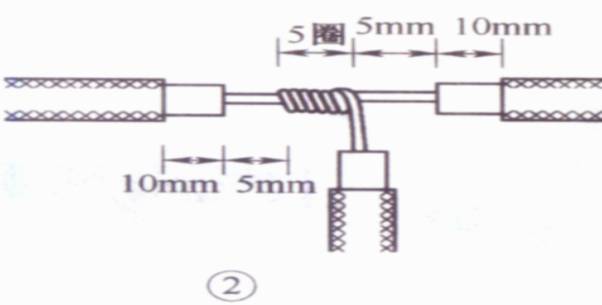
小截面的芯線可以不打結。
雙股線的對接
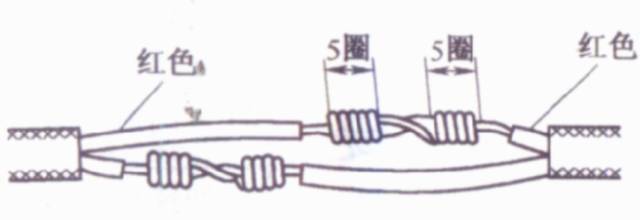
將兩根雙芯線線頭剖削成圖示中的形式。
連接時,將兩根待連接的線頭中顏色一致的芯線按小截面直線連接方式連接。用相同的方法將另一顏色的芯線連接在一起。
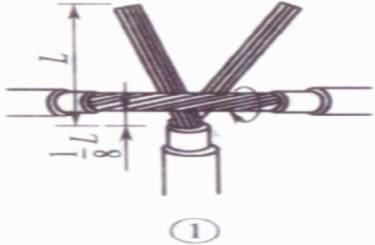
多股銅芯導線的直線連接
以7股銅芯線為例說明多股銅芯導線的直線連接方法
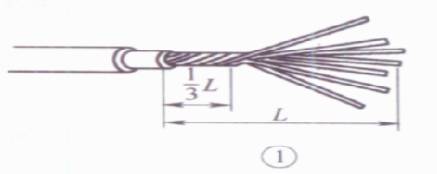
先將剝去絕緣層的芯線頭散開并拉直,再把靠近絕緣層1/3線段的芯線絞緊,然后把余下的2/3芯線頭按圖示分散成傘狀,并將每根芯線拉直。
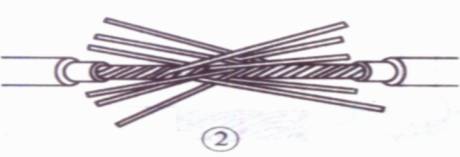
把兩傘骨狀線端隔根對叉,必須相對插到底。
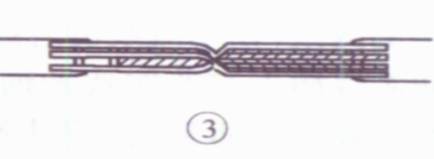
捏平叉入后的兩側所有芯線,并應理直每股芯線和使每股芯線的間隔均勻;同時用鋼絲鉗鉗緊叉口處消除空隙。
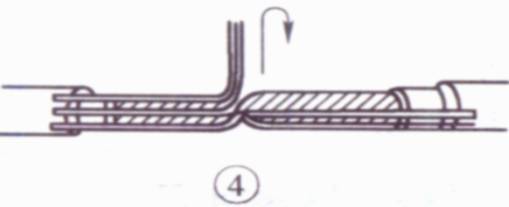
先在一端把鄰近兩股芯線在距叉口中線約3根單股芯線直徑寬度處折起,并形成90°。

接著把這兩股芯線按順時針方向緊纏2圈后,再折回90° 并平臥在折起前的軸線位置上。
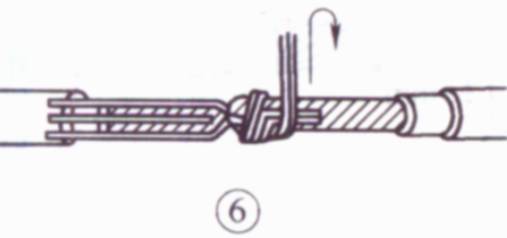
接著把處于緊挨平臥前鄰近的2根芯線折成90° ,并按步驟⑤ 方法加工。
把余下的3根芯線按步驟⑤ 方法纏繞至第2圈時,把前4根芯線在根部分別切斷,并鉗平;接著把3根芯線纏足3圈,然后剪去余端,鉗平切口不留毛刺

另一側按步驟④~⑦方法進行加工。
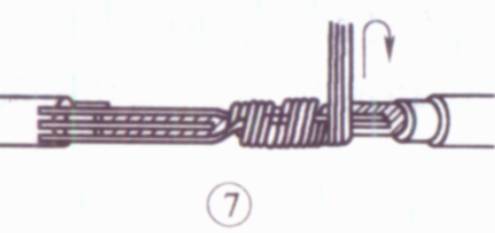
多股銅芯導線的T字形連接
以7股銅芯線為例說明多股銅芯導線的T字形連接方法
將分支芯線散開并拉直,再把緊靠絕緣層1/8線段的芯線絞緊,把剩余7/8的芯線分成兩組,一組4根,另一組3根,排齊。
用旋鑿把干線的芯線撬開分為兩組,再把支線中4根芯線的一組插入干線芯線中間,而把3根芯線的一組放在干線芯線的前面。

把3根線芯的一組在干線右邊按順時針方向緊緊纏繞3~4圈,并鉗平線端;把4根芯線的一組在干線的左邊按逆時針方向纏繞4~5圈。

鉗平線端。
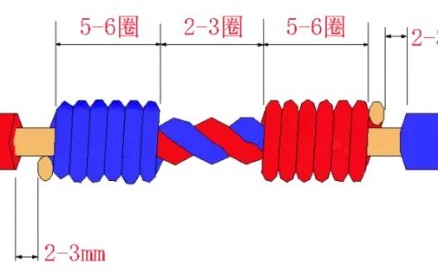
不等徑銅導線的對接

把細導線線頭在粗導線線頭上緊密纏繞5~6圈,彎折粗線頭端部,使它壓在纏繞層上,再把細線頭纏繞3~4圈,剪去余端,鉗平切口。
單股線與多股線的T字分支連接

先將軟線擰成單股導線,再在單股硬導線上纏繞7~8圈,最后將單股硬導線向后彎曲,以防止綁脫落。
軟線與單股硬導線的連接
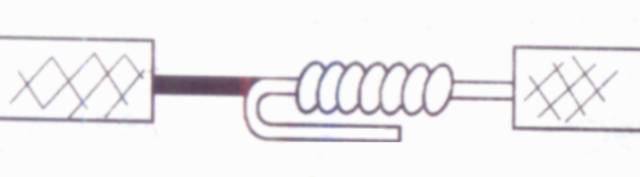
先將軟線擰成單股導線,再在單股硬導線上纏繞7~8圈,最后將單股硬導線向后彎曲,以防止綁脫落。
鋁芯導線用壓接管壓接
接線前,先選好合適的壓接管,清除線頭表面和壓接管內辟上的氧化層和污物,涂上中性凡士林。
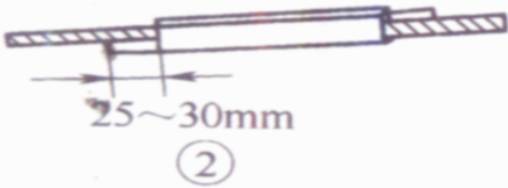
將兩根線頭相對插入并穿出壓接管,使兩線端各自伸出壓接管25~30mm。
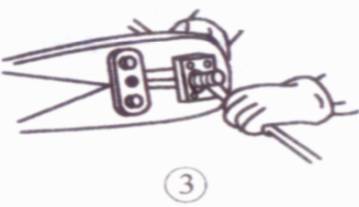
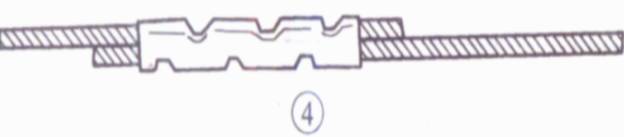
用壓接鉗壓接。
如果壓接鋼芯鋁絞線,則應在兩根芯線之間墊上一層鋁質墊片。壓接鉗在壓接管上的壓坑數目,室內線頭通常為4個,室外通常為6個。
鋁芯導線用壓接管壓接
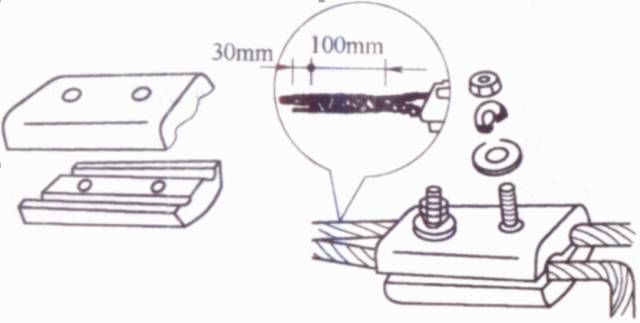
連接前,先用鋼絲刷除去導線線頭和溝線夾線槽內壁上的氧化層和污物,涂上凡士林鋅膏粉(或中性凡士林),然后將導線線卡入線槽,旋緊螺栓,使溝線夾緊緊夾住線頭而完成連接。
為防止螺栓松動,壓緊螺栓上應套以彈簧墊圈。
-
導線
+關注
關注
5文章
405瀏覽量
24784 -
銅芯
+關注
關注
0文章
28瀏覽量
10398
原文標題:別讓接線這件小事,拉開你與工程師的差距!
文章出處:【微信號:edn-china,微信公眾號:EDN電子技術設計】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
實用技能|導線接頭的連接方法

圖文并茂,PLC與7種設備的連接方式資料下載






 工商網監
工商網監
評論