


PLC的發展也是與計算機技術、控制技術、數字技術、通信網絡技術等高新技術的發展息息相關,正是這些高新技術的發展推動了可編程控制器的發展。
本文主要介紹的就是可編程控制器的基礎知識,首先介紹了可編程控制器的發展歷程及特點、其次介紹了可編程控制器的原理、最后闡述了可編程控制器的應用。
一、什么是可編程控制器
可編程控制器(Programmble Controller)簡稱PC或PLC是一種數字運算操作的電子系統,專門在工業環境下應用而設計。它采用可以編制程序的存儲器,用來在執行存儲邏輯運算和順序控制、定時、計數和算術運算等操作的指令,并通過數字或模擬的輸入(I)和輸出(O)接口,控制各種類型的機械設備或生產過程。可編程控制器是在電器控制技術和計算機技術的基礎上開發出來的,并逐漸發展成為以微處理器為核心,把自動化技術、計算機技術、通訊技術融為一體的新型工業控制裝置。
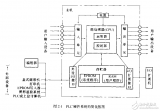
二、可編程控制器的基本組成
可編程控制器主要由中央處理單元、輸入接口、輸出接口、通信接口等部分組成,其中cpu是可編程控制器的核心,I/O部件是連接現場設備與cpu之間的接口電路,通信接口用于與編程器和上位機連接。對于整體式可編程控制器,所有部件都裝在同一機殼內;對于模塊式可編程控制器,各功能部件獨立封裝,稱為模塊或模板,各模塊通過總線連接,安裝在機架或導軌上。不同廠商生產的不同系列產品在每個機架上可插放的模塊數是不同的,一般為3-10塊。可擴展的機架數也不同,一般為2-8個機架。基本機架與擴展機架之間的距離不宜太長,一般不超過10M.。
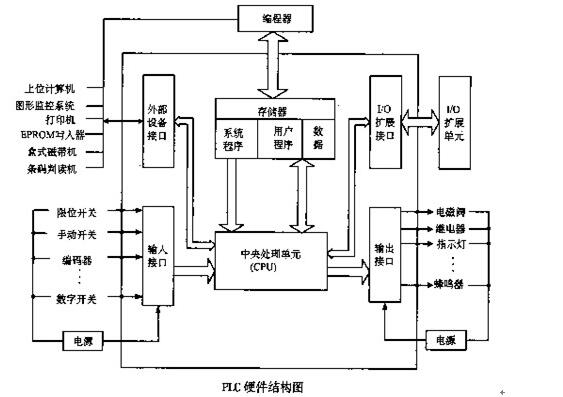
可編程控制器各組成部分
1、中央處理單元cpu
cpu通過輸入裝置讀入外設的狀態,由用戶程序去處理,并根據處理結果通過輸出裝置去控制外設。一般的中型可編程控制器多為雙微處理器系統,一個是字處理器,它是主處理器,由它處理字節操作指令,控制系統總線,內部計數器,內部定時器,監視掃描時間,統一管理編程接口,同時協調位處理器及輸入輸出。另一個為位處理器,也稱布爾處理器,它是從處理器,它的主要作用是處理位操作指令和在機器操作系統的管理下實現可編程控制器編程語言向機器語言轉換。
cpu處理速度是指可編程控制器執行1000條基本指令所花費的時間。
2、存儲器
存儲器主要存放系統程序,用戶程序及工作數據。
可編程控制器所用的存儲器基本上由PROM,EPROM,EEPROM及RAM等組成。
3、輸入/輸出部件
輸入/輸出部件又稱I/O模塊。可編程控制器通過I/O接口可以檢測被控對象或被控生產過程的各種參數,以這些現場數據作為可編程控制器對控對象進行控制的信息依據。同時可編程控制器又通過I/O接口將處理結果送給被控設備或工業生產過程,以實現控制。
4、編程裝置和編程軟件
可編程控制器是以順序執行存儲器中的程序來完成其控制功能的。
5、電源部件
三、可編程控制器的發展歷程
1、初級階段:從第一臺PLC問世到20世紀70年代中期
由于第一代PLC是為了取代繼電器的,因此,主要功能是邏輯運算和計時、計數功能。CPU由中小規模數字集成電路構成。主要產品有:MODICON公司的084,AB公司的PDQ-IL,DEC公司的PDP-14,日立公司的SCY-022等。第一階段就采用了梯形圖語言作為編程方式,盡管有些枯燥,但卻形成了工廠的編程標準。
2、擴展階段:從20世紀70年代中期到70年代末期
這一階段PLC產品的控制功能得到很大擴展。擴展的功能包括數據的傳送、數據的比較和運算、模擬量的運算等功能。這一階段的產品有MODICON的184,284,384,西門子公司的SIMATICS3系列,富士電機公司的SC系列產品。
3、通信階段:20世紀70年代末期到80年代中期
這一階段產品與計算機通信的發展有關,形成了分布式通信網絡。但是,由于各制造商各自為政,通信系統也是各有各的規范。由于在很短的時間內,PLC就已經從汽車行業迅速擴展到其它行業,作為繼電器的替代品進入了食品、飲料、金屬加工、制造和造紙等多個行業。其次,產品功能也得到很大的發展。同時,可靠性進一步提高。這一階段的產品有西門子公司的SIMATICS6系列,GOULD公司的M84,884等,富士電機的MICRO和TI公司的TI530等。
4、開放階段:從20世紀80年代中期開始
由于國際標準化組織提出了開放系統互連的參考模型OSI,使PLC在開放功能上有較大發展。主要表現為通信系統的開放,使各制造廠商的產品可以通信,通信協議開始標準化,使用戶得益。此外,PLC開始采用標準化軟件系統,增加高級語言編程,并完成了編程語言的標準化工作。這一階段的產品有西門子公司的S7系列,AB公司的PLC-5,SLC500,德維森的V80和PPC11,加拿大ONLINECONTROL公司與合控電氣公司所開發的OPENPLC等。
四、可編程控制器的特點
1、可靠性高、抗干擾能力強
可靠性高、抗干擾能力強是PLC最重要的特點之一。
2、編程簡單、使用方便
目前,大多數PLC采用的編程語言是梯形圖語言,它是一種面向生產、面向用戶的編程語言。梯形圖與電器控制線路圖相似,形象、直觀,不需要掌握計算機知識,很容易讓廣大工程技術人員掌握。當生產流程需要改變時,可以現場改變程序,使用方便、靈活。同時,PLC編程器的操作和使用也很簡單。
3、功能完善、通用性強
現代PLC不僅具有邏輯運算、定時、計數、順序控制等功能,而且還具有A/D和D/A轉換、數值運算、數據處理、PID控制、通信聯網以等許多功能。同時,由于PLC產品的系列化、模塊化,有品種齊全的各種硬件裝置供用戶選用,可以組成滿足各種要求的控制系統。
4、設計安裝簡單、維護方便
由于PLC 用軟件代替了傳統電氣控制系統的硬件,控制柜的設計、安裝接線工作量大為減少。PLC 的用戶程序大部分可在實驗室進行模擬調試,縮短了應用設計和調試周期。在維修方面,由于PLC 的故障率極低,維修工作量很小; 而且PLC 具有很強的自診斷功能,如果出現故障, 可根據PLC 上指示或編程器上提供的故障信息, 迅速查明原因,維修極為方便。
5、體積小、重量輕、能耗低
由于PLC 采用了集成電路,其結構緊湊、體積小、能耗低,因而是實現機電一體化的理想控制設備。
五、可編程控制器原理
1、掃描工作原理
當PLC 運行時,是通過執行反映控制要求的用戶程序來完成控制任務的,需要執行眾多的操作,但CPU 不可能同時去執行多個操作, 它只能按分時操作(串行工作) 方式,每一次執行一個操作,按順序逐個執行。由于CPU 的運算處理速度很快,所以從宏觀上來看,PLC外部出現的結果似乎是同時(并行) 完成的。這種串行工作過程稱為PLC 的掃描工作方式。
用掃描工作方式執行用戶程序時,掃描是從第一條程序開始,在無中斷或跳轉控制的情況下,按程序存儲順序的先后,逐條執行用戶程序,直到程序結束。然后再從頭開始掃描執行,周而復始重復運行。
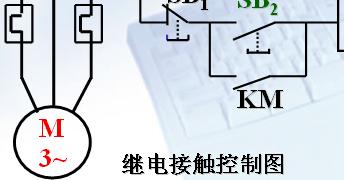
PLC 的掃描工作方式與電器控制的工作原理明顯不同。電器控制裝置采用硬邏輯的并行工作方式,如果某個繼電器的線圈通電或斷電,那么該繼電器的所有常開和常閉觸點不論處在控制線路的哪個位置上,都會立即同時動作; 而PLC 采用掃描工作方式(串行工作方式),如果某個軟繼電器的線圈被接通或斷開,其所有的觸點不會立即動作,必須等掃描到該時才會動作。但由于PLC 的掃描速度快,通常PLC 與電器控制裝置在I/0 的處理結果上并沒有什么差別。
2、PLC 掃描工作過程
PLC 的掃描工作過程除了執行用戶程序外,在每次掃描工作過程中還要完成內部處理、通信服務工作。如圖2-11所示,整個掃描工作過程包括內部處理、通信服務、輸入采樣、程序執行、輸出刷新五個階段。整個過程掃描執行一遍所需的時間稱為掃描周期。掃描周期與CPU 運行速度、PLC 硬件配置及用戶程序長短有關,典型值為1~100ms.
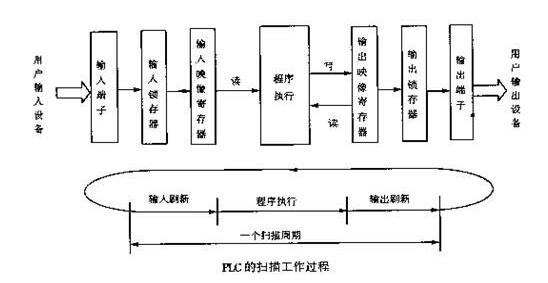
在內部處理階段,進行PLC 自檢,檢查內部硬件是否正常,對監視定時器(WDT) 復位以及完成其它一些內部處理工作。
在通信服務階段,PLC 與其它智能裝置實現通信,響應編程器鍵入的命令,更新編程器的顯示內容等。
當PLC 處于停止(STOP)狀態時,只完成內部處理和通信服務工作。當PLC 處于運行(RUN)狀態時,除完成內部處理和通信服務工作外,還要完成輸入采樣、程序執行、輸出刷新工作。
PLC 的掃描工作方式簡單直觀,便于程序的設計,并為可靠運行提供了保障。當PLC掃描到的指令被執行后,其結果馬上就被后面將要掃描到的指令所利用, 而且還可通過CPU內部設置的監視定時器來監視每次掃描是否超過規定時間,避免由于CPU 內部故障使程序執行進入死循環。
六、可編程控制器的應用領域
目前, 在國內外PLC 已廣泛應用冶金、石油、 化工、建材、機械制造、電力、汽車、輕工、環保及文化娛樂等各行各業, 隨著PLC性能價格比的不斷提高, 其應用領域不斷擴大。從應用類型看,PLC 的應用大致可歸納為以下幾個方面:
1、開關量邏輯控制
利用PLC 最基本的邏輯運算、定時、計數等功能實現邏輯控制, 可以取代傳統的繼電器控制,用于單機控制、多機群控制、生產自動線控制等,例如: 機床、注塑機、印刷機械、裝配生產線、電鍍流水線及電梯的控制等。這是PLC最基本的應用,也是PLC最廣泛的應用領域。
2、運動控制
大多數PLC 都有拖動步進電機或伺服電機的單軸或多軸位置控制模塊。這一功能廣泛用于各種機械設備, 如對各種機床、裝配機械、機器人等進行運動控制。
3、過程控制
大、中型PLC 都具有多路模擬量I O模塊和PID控制功能,有的小型PLC 也具有模擬量輸入輸出。所以PLC 可實現模擬量控制,而且具有PID控制功能的PLC 可構成閉環控制,用于過程控制。這一功能已廣泛用于鍋爐、反應堆、水處理、釀酒以及閉環位置控制和速度控制等方面。
4、數據處理
現代的PLC 都具有數學運算、數據傳送、轉換、排序和查表等功能, 可進行數據的采集、分析和處理,同時可通過通信接口將這些數據傳送給其它智能裝置,如計算機數值控制(CNC)設備,進行處理。
5、通信聯網
PLC 的通信包括PLC 與PLC、PLC 與上位計算機、PLC 與其它智能設備之間的通信,PLC系統與通用計算機可直接或通過通信處理單元、通信轉換單元相連構成網絡,以實現信息的交換,并可構成“集中管理、分散控制”的多級分布式控制系統,滿足工廠自動化(FA) 系統發展的需要。
-
可編程控制器
+關注
關注
6文章
539瀏覽量
39498
發布評論請先 登錄
可編程控制器(PLC)
可編程控制器原理及應用 PPT
可編程控制器系統構成與工作原理
可編程控制器基本指令
如何使用可編程控制器替代繼電器
使用AT89C51實現的微型可編程控制器的講解
可編程控制器的特點有哪些
可編程控制器的四大特點解析
可編程控制器PLC概述






 工商網監
工商網監

評論