 西門子SMART PLC的控制回路、PLC程序和上位機程序設計
西門子SMART PLC的控制回路、PLC程序和上位機程序設計
一.引言
流漿箱(又稱網前箱)是紙機的一個重要組成部分,其主要作用是產生一個穩定的上網漿流,保證紙張的均勻度等特性。成紙的均勻度取決于纖維在流漿箱中的分散程度和流漿箱唇口的均勻度。車速低于200米/分的紙機,一般采用敞開式流漿箱,也就是自壓式流漿箱,由漿位高低控制總壓;車速超過200米/分的紙機上,一般配備氣墊式流漿箱或(半)水力式流漿箱,其控制的參數主要有總壓、漿位和漿網速比,控制總壓的目的是為了獲得均勻的從流漿箱噴到網上的紙漿流量和流速,控制漿位的目的是為了獲得適當的紙漿流域,以減少橫流和濃度的變化,產生和保持可控的喘流以限制纖維的絮聚。本文以氣墊式流漿箱為例,介紹其系統軟硬件設計。
二.現場工藝要求及設備概述
1.總壓頭控制概述
在氣墊式流漿箱中,P=P’+H,其中,P為總壓頭,P’為氣墊壓力,H為漿位。通過改變P’來穩定H,總壓頭控制著流漿箱的噴漿速度,它由上漿泵的轉速來調節,總壓頭的穩定與否對紙張縱向定量有較大的影響,必須保證總壓控制回路工作在最佳狀態。
1)總壓頭檢測:采用壓力變送器PT—101,檢測壓頭,壓力變送器的測量范圍為0~40KPa(可根據實際情況進行調整),輸出電信號為4~20mA DC。 實物安裝如圖
2)總壓頭設定:總壓頭設定值Ps有兩種設定方法,一是在上位機直接設定(給定值),通過通訊接口送給SIEMENSPLC;二是在上位機上投入網速w和漿網速比αs,計算機根據公式Ps=K×(αs×W)2計算確定總壓值,通過通信接口送給SIEMENSPLC。
3)總壓頭控制:計算機根據總壓頭的設定值、實測值及總壓頭與漿位之間的耦合關系,經過相應的控制處理后,給出控制信號(4~20mA DC),通過上漿泵變頻器控制上漿泵的轉速,若總壓頭的實際值低于給定值,則增大上漿泵的轉速,反之,則減小上漿泵的轉速,直至總壓頭達到設定值。上漿泵也可手動控制,即在人機界面上將對變頻器的輸出置于“手動”位置,直接控制上漿泵的轉速。
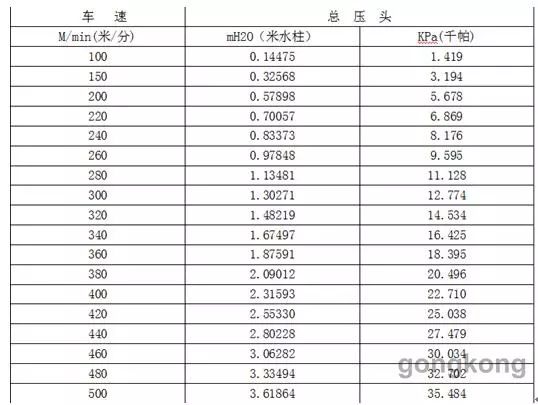
4)漿速/網速比控制:紙頁在縱橫方向的組成是否一致,與紙漿在流漿箱唇口的噴漿速度和網速的關系十分密切,而流漿箱總壓又決定了紙漿的噴漿速度,其關系為α=J/W=60√2gP/V其中P為總壓頭,W為網速,α為漿速網速比,在實際使用時,由于唇板開度、流漿箱形狀等各不相同,α的設定值αs值亦不相同,因此需要根據實際情況來如以確定,在沒有漿網速比控制的設備上,一般都通過人工計算列出對照表,操作工根據不同車速手動調節總壓頭設定值。在本系統中,總壓可自動跟隨車速變化(配備網速輸入模塊),而且通過鍵盤輸入,可容易地改變αs值以適應工藝的要求;同時又給出了不同漿網速比條件下的總壓—網速對照表,供操作者查詢。
總壓參數表如下
總壓頭對照表:(αS=0.
5)正常運行:系統運行時,計算機會自動控制上漿泵的轉速,保證總壓頭的實際值在其給定值附近允許的范圍內變化。
2.漿位控制
在雙勻漿輥氣墊式流漿箱中,漿位控制回路是總壓控制回路中的一個中間環節,在總壓調節過程中,會使漿位產生不斷的波動,這就要依靠漿位調節回路不斷進行調整,使液位穩定在一定的高度上。
1)漿位檢測:利用差壓式液位變送器LT—102檢測漿位,其法蘭部安裝在流漿箱底部外側。低壓側通過導引管安裝在流漿箱上部的外側,根據其差壓測定漿位高度。如
2)漿位設置:根據實際要求設置在0.2-0.4米之間
3)漿位控制:計算機根據漿位的設定值、實測值及漿位于總壓頭之間的耦合關系,經過相應的控制處理后,給出控制信號(4~20mA DC),通過風機變頻器控制羅茨風機的鼓風量。若漿位偏低則減少風量,反之,若漿位偏高則增加風量,直到液位達到設定值為止。風機速度也可在人機界面上設置成手動狀態,由手動確定其轉速。此功能在調試時可加以利用。
4)正常運行:理想漿位調節,應使漿位的波動在允許的范圍既要確保漿面的浮漿和氣泡通過溢流槽全部溢流,又要使漿位調節對總壓頭的影響為最小。
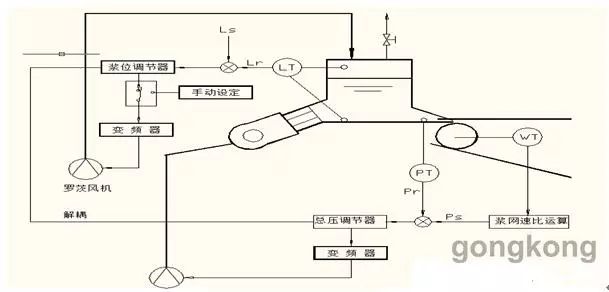
3.控制示意圖
三.電氣硬件設計
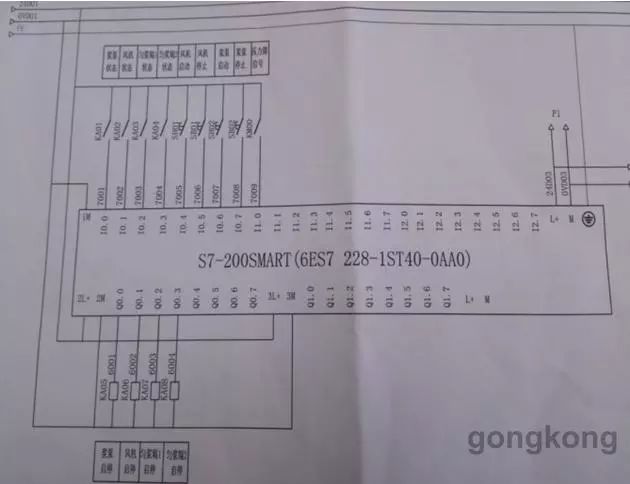
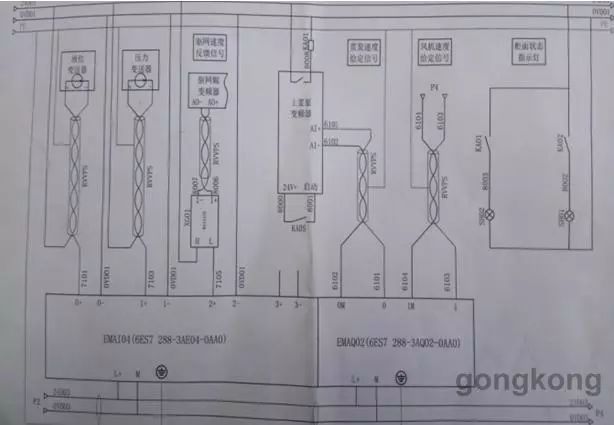
根據技術協議,采用西門子200SMART系列的PLC,系統控制一臺羅茨風機,一臺沖漿泵及兩個勻漿輥共4個電機,(風機與兩臺勻漿輥采用易能ENC600控制,沖漿泵用戶自備)另外設備開啟后必須設計運行反饋以達到用戶要求,同時必須控制流漿箱內的液位變送器及壓力變送器,另外為方便操作增加冗余作為預留,設計圖紙如下
四.PLC程序設計
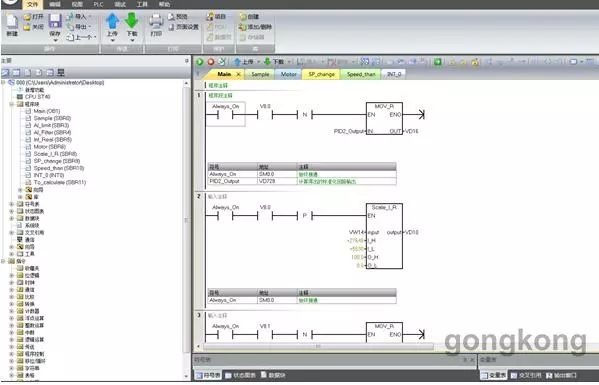
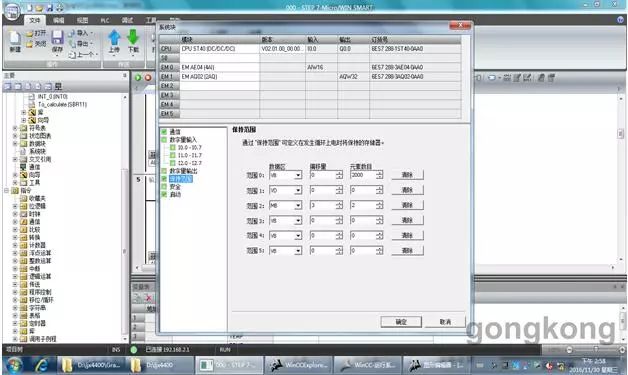
程序中某些數據必須具備掉電保存功能,必須設置以下參數
五.上位機程序設計
依據用戶要求設計相應的按鈕,棒圖,趨勢圖等,如下圖

六.現場調試
此設備中有三相動力電纜,也有信號線,為系統穩定性必須分開單獨敷設,以達到控制要求。
上電后,檢查通訊是否正常;測試壓力液位通道是否正常;啟動設備觀察電機轉向,反饋等是否正常;設備啟動前,設定好合適的液位,根據車速設定總壓,先打成手動模式,觀察壓力液位是否正常,待壓力,液位達到設定值附近,切換成自動模式,觀察有無異常。
七.總結
本文介紹了以西門子SMART PLC的流漿箱控制系統,粗略介紹了控制回路設計,PLC程序設計,上位機程序設計等,希望能給用到SMART PLC的同行有所幫助。
-
電氣
+關注
關注
18文章
1167瀏覽量
53153 -
西門子
+關注
關注
94文章
3042瀏覽量
115982 -
上位機
+關注
關注
27文章
943瀏覽量
54852 -
S7-200
+關注
關注
13文章
408瀏覽量
50466
原文標題:基于S7-200 SMART PLC的流漿箱系統設計
文章出處:【微信號:gongkongBBS,微信公眾號:工控網智造工程師】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
西門子PLC S7-200smart程序下載錯誤分析
西門子smart系列plc 遠程控制實例

西門子S7-200SMART系列PLC的比較和傳送、置位、復位等指令的使用
基于西門子1200PLC的PLC控制程序編寫
西門子PLC S7-200 SMART PID控制功能分享
西門子S7-200 Smart PLC加密設置全面指南






 工商網監
工商網監
評論