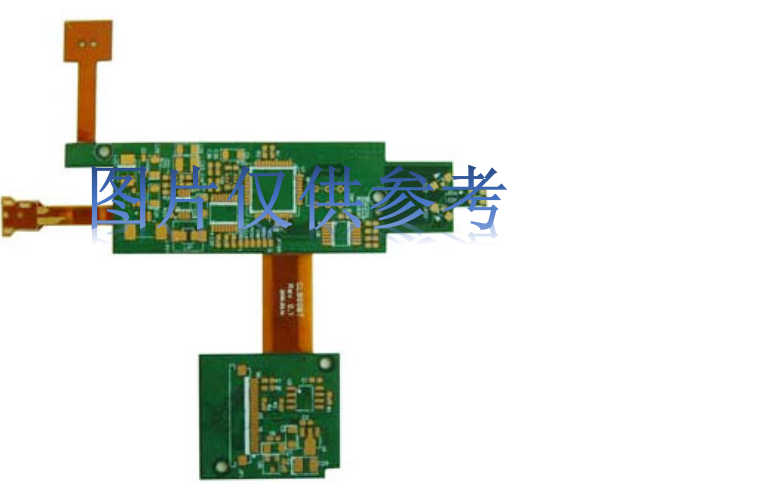
 解決軟硬結合板漲縮的問題,如何控制與改善?
解決軟硬結合板漲縮的問題,如何控制與改善?
漲縮產生的根源由材料的特性所決定,要解決軟硬結合板漲縮的問題,必須先對撓性板的材料聚酰亞胺(Polyimide)做個介紹:
(1)聚酰亞胺具有優良的散熱性能,可承受無鉛焊接高溫處理時的熱沖擊;
(2)對于需要更強調訊號完整性的小型裝置,大部份設備制造商都趨向于使用撓性電路;
(3)聚酰亞胺具有較高的玻璃轉移溫度與高熔點的特性,一般情況下要在350℃以上進行加工;
(4)在有機溶解方面,聚酰亞胺不溶解于一般的有機溶劑。
撓性板材料的漲縮主要跟基體材料PI和膠有關系,也就是與PI的亞胺化有很大關系,亞胺化程度越高,漲縮的可控性就越強。
按照正常的生產規律,撓性板在開料后,在圖形線路形成,以及軟硬結合壓合的過程中均會產生不同程度的漲縮,在圖形線路蝕刻后,線路的密集程度與走向,會導致整個板面應力重新取向,最終導致板面出現一般規律性的漲縮變化;在軟硬結合壓合的過程中,由于表面覆蓋膜與基體材料PI的漲縮系數不一致,也會在一定范圍內產生一定程度的漲縮。
從本質原因上說,任何材料的漲縮都是受溫度的影響所導致的,在PCB冗長的制作過程中,材料經過諸多熱濕制程后,漲縮值都會有不同程度的細微變化,但就長期的實際生產經驗來看,變化還是有規律的。
如何控制與改善?
從嚴格意義上說,每一卷材料的內應力都是不同的,每一批生產板的過程控制也不會是完全相同的,因此,材料漲縮系數的把握是建立在大量的實驗基礎之上的,過程管控與數據統計分析就顯得尤為重要了。具體到實際操作中,撓性板的漲縮是分階段的:
首先是從開料到烘烤板,此階段漲縮主要是受溫度影響所引起的:
要保證烘烤板所引起的漲縮穩定,首先要過程控制的一致性,在材料統一的前提下,每次烘烤板升溫與降溫的操作必須一致化,不可因為一味的追求效率,而將烤完的板放在空氣中進行散熱。只有這樣,才能相當大程度的除去材料的內部應力引起的漲縮。
第二個階段發生在圖形轉移的過程中,此階段的漲縮主要是受材料內部應力取向改變所引起的。
要保證線路轉移過程的漲縮穩定,所有烘烤好的板就不能進行磨板操作,直接通過化學清洗線進行表面前處理,壓膜后表面須平整,曝光前后板面靜置時間須充分,在完成線路轉移以后,由于應力取向的改變,撓性板都會呈現出不同程度的卷曲與收縮,因此線路菲林補償的控制關系到軟硬結合精度的控制,同時,撓性板的漲縮值范圍的確定,是生產其配套剛性板的數據依據。
第三個階段的漲縮發生在軟硬板壓合的過程中,此階段的漲縮主要壓合參數和材料特性所決定。
此階段的漲縮影響因素包含壓合的升溫速率,壓力參數設置以及芯板的殘銅率和厚度幾個方面。總的來說,殘銅率越小,漲縮值越大;芯板越薄,漲縮值越大。但是,從大到小,是一個逐漸變化的過程,因此,菲林補償就顯得尤為重要。另外,由于撓性板和剛性板材料本質的不同,其補償是需要額外考慮的一個因素。
-
電路
+關注
關注
172文章
5901瀏覽量
172138 -
pcb
+關注
關注
4319文章
23080瀏覽量
397520 -
軟硬結合板
+關注
關注
0文章
20瀏覽量
4145
原文標題:【技術】如何解決軟硬結合板的漲縮問題
文章出處:【微信號:pcbinfo88,微信公眾號:pcbinfo88】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
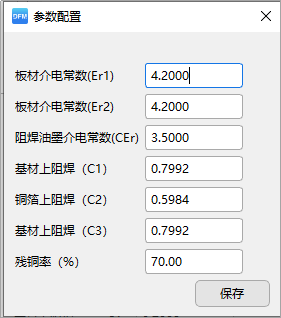
軟硬結合板的阻抗計算,你會嗎?
阻抗計算│軟硬結合板篇
如何在軟硬結合板上焊接電阻經驗分享
智能可穿戴引爆軟硬結合板市場增長
軟硬結合板漲縮的原因分析與控制改善
軟硬結合板應用介紹
PADS Professional如何創建軟硬結合板
如何解決軟硬結合板漲縮的問題
軟硬結合板的阻抗計算,你會嗎?
軟硬結合板的阻抗計算,你會嗎?

PCB軟硬結合板設計要點





 工商網監
工商網監
評論