 詳解自動上下料工作站設計
詳解自動上下料工作站設計
為適應當今社會的發展需求,提高企業的生產效率,在車間現有工業機器人和數控車床的基礎上,設計研發一款自動上下料工作站。使用機器人為車床完成上下料,實現了生產過程中上料、加工、下料的自動化和無人化。文中給出了此款工作站的設備結構組成、電氣控制方式、以及詳細工作流程。運行結果表明:該設備結構簡單,便于調試,具有良好的實用價值和經濟效益。
自動上下料工作站的結構組成
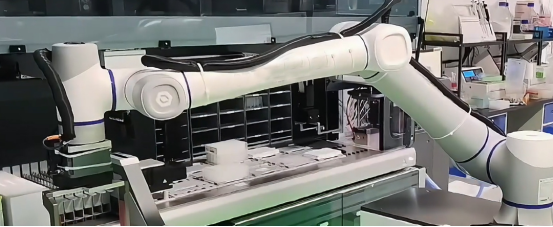
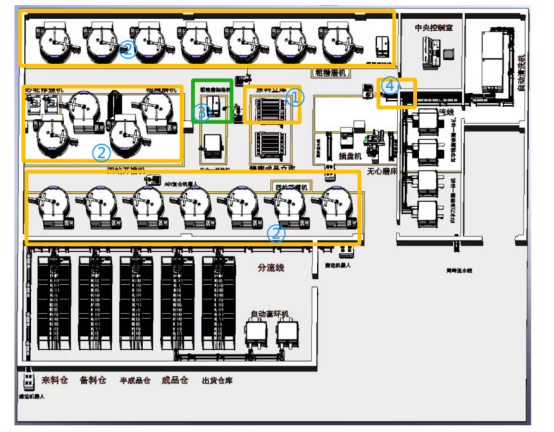
如下圖所示,上下料工作站主要由數控車床、工業機器人、料倉三部分組成。
△ 整體布局圖
數控車床采用南京翼馬數控機床有限公司生產的CK0625,配置翼馬自主研發的數控系統EAMA3000i。車床采用液壓卡盤、氣動防護門。防護門上裝有2個感應開關,用于發出機床門關閉到位信號、機床門打開到位信號。
工業機器人采用ABB系列1410型號機器人,由機器人本體、控制柜和示教盒三部分通過電纜線連接而成。該機器人可在本機基礎上增加機械元件和電氣元件,通過指令編程實現相應的動作功能。根據這一特征,在機器人腕部配置兩個手爪,1號手爪用于抓取和放置毛坯,2號手爪用于抓取和放置成品。手爪的打開閉合由氣動閥控制,每個手爪上裝有2個感應開關,用于發出手爪夾緊到位信號、手爪松開到位信號。
料倉采用不銹鋼型材自主設計制造,傾斜放置,有助于圓柱形工件依靠自重整齊排列。機器人從供料倉取毛坯、向出料倉放成品。供料倉上配置兩個氣缸:上下運動氣缸用于頂出毛坯,左右運動氣缸用于固定毛坯。氣缸的運動由氣動閥控制,每個氣缸上裝有2個感應開關,用于發出運動到位信號。
自動上下料工作站的電氣控制
機床PLC輸入輸出點配置
根據動作控制要求,需要機床PLC輸入端子8個,輸出端子5個,具體見下表。
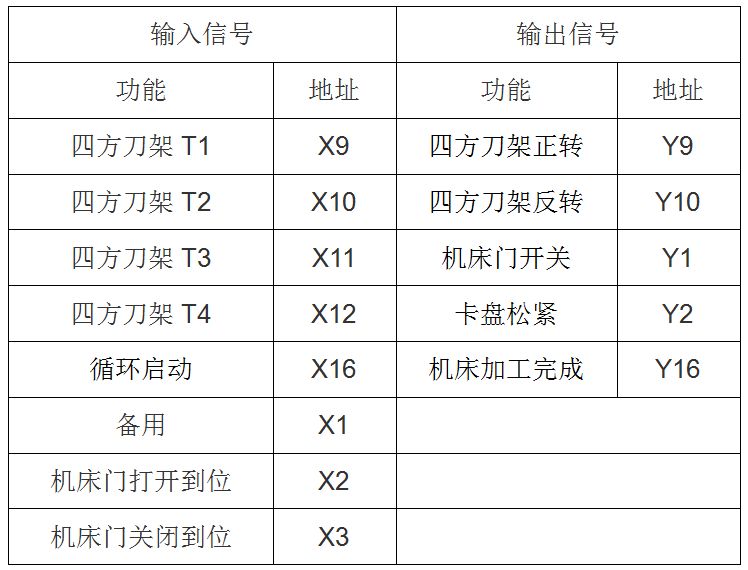
△ 機床PLC輸入輸出地址表
機器人I/O配置
根據動作控制要求,需要機器人PLC輸入端子11個,輸出端子8個。ABB1410提供標準I/O板DSQC652,包括16個數字輸入信號(X3、X4接口)和16個數字輸出信號(X1、X2接口)。在本工作站中,I/O配置情況見下表。
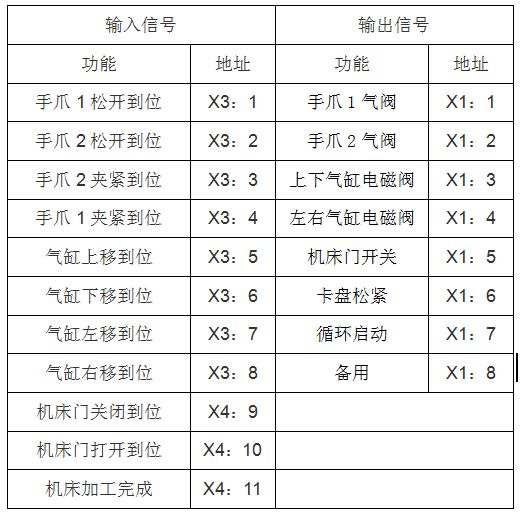
△機器人I/O地址表
數控機床與工業機器人通訊
為了保證自動上下料動作的實現,數控機床和工業機器人之間需要進行信號的交流。其中,機床送至機器人的信號見表1,機器人送至機床的信號見表2。

△機床送至機器人的信號

△機器人送至機床的信號
具體工作過程
通過動作流程的規劃、電氣原理圖的繪制與接線、機器人程序的編制與調試,機器人系統和數控系統之間的信號實現了相互連接及傳輸。工作站具體流程如下圖所示(以供料倉毛坯總數為6舉例)。
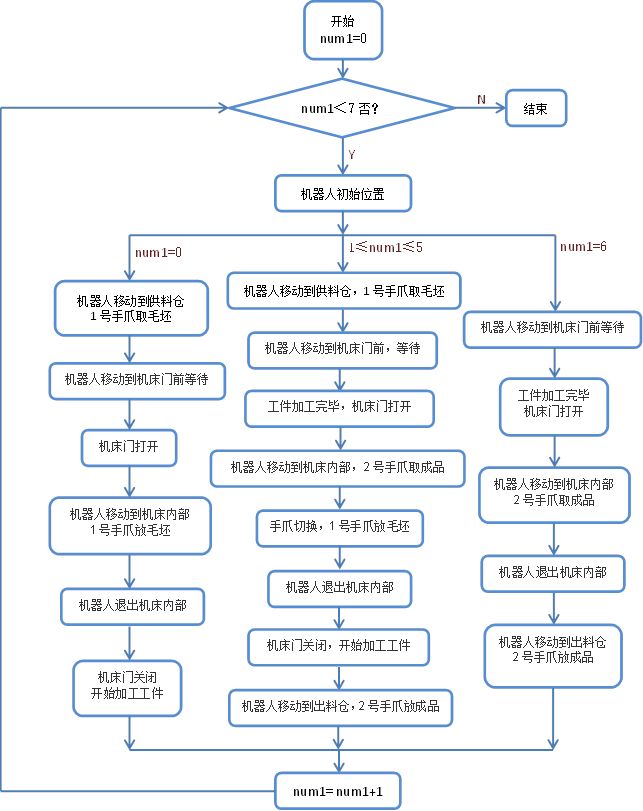
△ 工作站具體流程圖
總結
經過接線、編程及調試,該工作站實現了生產過程中上料、加工、下料的自動化和無人化,且滿足一系列技術要求。如機器人上料、下料動作準確到位,不會碰撞機床和料架;在斷電、斷氣等異常情況下,機器人手爪保持夾緊狀態,保證工件不會松開或脫落;機器人始終在運動范圍內移動,不會超程等。總之,該設備可減輕工人的勞動強度,提高車間的生產效率和自動化水平,為企業帶來良好的經濟效益,具有很好的推廣價值。
-
數控車床
+關注
關注
2文章
78瀏覽量
16317 -
工業機器人
+關注
關注
91文章
3370瀏覽量
92727
原文標題:技術分享|工業機器人與數控車床相結合的自動上下料工作站設計
文章出處:【微信號:jsrobots,微信公眾號:江蘇省機器人專業委員會】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
自動上下料機器人的特點
自動上下料機器人的四個優勢
自動上下料機器人為企業帶來哪些福音?
自動上下料機器人為企業帶來什么?
工業機器人上下料數控車床實訓平臺介紹
深圳片材對位系統及全自動上下料方案如何?
車床自動上下料裝置引進的作用
自動上下料機器人百科
如何使用數控機床自動上下料機器人
廠家如何評判投入數控機床自動上下料機器人危險
車床自動上下料裝置的換刀維護
數控機床+自動上下料機器人的優勢
針對Cnc數控機床自動上下料|整體解決方案
新技術解決方案 復合機器人 CNC 自動上下料





 工商網監
工商網監
評論