 淺談電液伺服控制工作原理和功能應用
淺談電液伺服控制工作原理和功能應用
1. 引 言
TRT為高爐煤氣余壓能量回收透平發電裝置的簡稱(Blast-Furnace Top pressure Recovery Turbine Unit),它是利用高爐出口煤氣中所蘊含的壓力能和熱能,使透平膨脹機作功,驅動發電機發電的一種能量回收裝置。從而達到節能、降噪、環保的目的,具有很好的經濟效益和社會效益,是目前現代國際、國內鋼鐵企業公認的節能環保裝置。
TRT自動控制系統分為主煤氣系統、潤滑油系統、電液伺服控制系統(動力油系統)、透平機軸運動檢測系統、氮氣密封系統和水系統等6個系統。
2. 電液伺服控制技術概述
電液伺服控制技術作為連接現代微電子技術、計算機技術和液壓技術的橋梁,已經成為現代控制技術的重要構成。由于它具有線性好、死區小、靈敏度高,動態性能好、響應快、精度高等顯著優點,因而得到了廣泛的應用。本文針對這一問題,利用電液伺服控制技術和計算機技術,設計了一套適用在TRT自控系統中的電液伺服控制系統。
3. 電液伺服控制系統的組成、作用及工作原理
3.1電液伺服控制系統的構成
電液伺服控制系統由液控單元、伺服油缸、動力油占三大部分組成。液控單元包括調速閥控制單元和透平靜葉控單元,每一單元均由電液伺服閥、點動用電磁閥、快關用電磁閥、油路塊及底座等組成。伺服油缸為雙活塞桿結構,摩擦力很小,密封性能良好。動力油站由油箱、變量油泵、濾油器、冷卻器、管道閥門、檢測儀表等組成。
3.2電液伺服控制系統的作用
電液伺服控制系統,在TRT裝置中,屬于幾個主要系統之一。根據主控室的指令,來實現TRT的開、停、轉速控制、爐頂壓力以及過程檢測等系統控制。要實現以上系統的功能控制,最終將要反映在控制透平機的轉速上。要控制透平機的轉速,就要控制調速閥或透平靜葉的開度。而控制靜葉或調速閥開度的手段就是電液伺服控制系統。控制系統的精度、誤差,直接影響著TRT系統各階段過程的控制。由此可見,該系統在TRT 中的地位和作用是十分重要的。
3.3電液伺服控制系統的工作原理
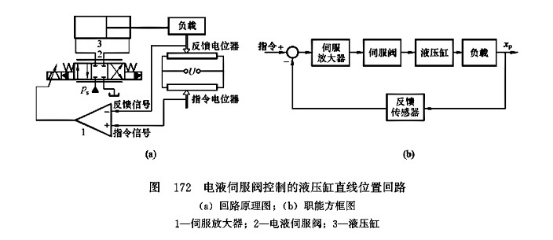
由自控系統發出的指令信號,在伺服控制器中與油缸的實際位置信號相比較,成為誤差的信號放大后,送入電液伺服閥。伺服閥按一定的比例將電流信號轉變成液壓油量量推動油缸運動。由位置傳感器發出的反饋信號不斷改變,直至于指令信號相等時,油缸停止運動。油缸停在指定的位置上,使透平靜葉穩定在一定的開度上。
油缸的直線運動、 通過一套曲柄轉變成閥板(靜葉)的旋轉運動,改變閥板或靜葉的工作開度。隨著系統信號的不斷變化,透平靜葉的開度也將不斷改變,并通過靜葉開度的變化,達到控制轉數,控制煤氣流量、控制透平出力大小的目的。
3.4電液伺服控制系統中的主要控制設備
TRT最重要的控制設備是透平機靜葉和快開旁通閥。它們都是液壓伺服驅動的閉環系統。主要控制設備包括伺服控制器、伺服閥、LVDT反饋位置傳感器、油動機、電磁閥。通過對電磁閥的得失電控制可以實現閥門和靜葉的快速開關。
⑴伺服控制器:伺服控制器(選用型號為ESA-3E)主要適用于軸流壓縮機靜葉角度控制、TRT壓差發電、位置控制以及其它相關的電液執行機構的伺服控制。該控制器中有兩塊線路板: PARKER控制板是對控制指令信號和傳感器反饋信號進行比較,經過比例、積分運算及功率放大后,送出相應的電流信號,用于驅動伺服閥; 信號調理板是用于對反饋信號進行調理,正反作用的轉換,并提供指令信號丟失和反饋信號丟失兩項報警功能及4~20mA位置指示信號。
⑵伺服閥:在伺服閥的控制下,伺服閥會將伺服控制器輸出的4~20mA信號轉換成液壓油流量推動伺服油缸運動,由位置傳感器發出的反饋信號不斷改變,直至與調節信號相等時,伺服閥輸出的液壓油流量信號為0,伺服油缸不再運動,從而帶動透平機靜葉、快開旁通閥達到預期位置,實現位置調節的目的。
⑶液壓鎖:是一種液控方向閥,其主要作用是用來向作動筒提供系統在斷電、掉壓時的保護。
⑷位置傳感器:位置傳感器(角位移傳感器或線位移傳感器)用來測量實際位置信號,并將其轉換成對應的電流信號(4~20mA)或電壓信號(-3V~3V)送至ESA-3E伺服控制器作為反饋信號。同時控制器還接收來自主控室位置指令信號調節器的4~20mA指令信號。
4. 電液伺服控制系統的功能應用
電液伺服控制系統中的功能主要是應用在對透平機的轉速控制,而轉速控制中的主要對象就是靜葉,利用控制靜葉的開度來控制透平機的轉速,從而達到對高爐頂壓平穩控制的目的。應用在電液伺服控制系統中的轉速控制大致可分為三個過程:
4.1 升速過程:
系統啟動條件全部具備并且機組無重故障信號,得到電氣的“電氣同意啟動”信號和高爐主控室的“允許TRT啟動”信號后,確認高爐減壓閥組在自動控制下并且高爐頂壓和煤氣溫度穩定在工藝范圍內,機組具備升速條件。
4.2轉速過程:
分自動控制和手動控制兩種方式,控制對象為靜葉。
①自動升速:自動升速的控制過程是一個轉速PID調節器的設定值隨時間不段增大的過程。這個過程的實現是通過互為反函數的靜葉控制時間曲線和轉速設定升速曲線來實現的。當頂壓的測量值和設定值的偏差超過2Kpa的時候,轉速不允許上升。靜葉控制時間曲線是轉速設定值與靜葉控制時間的折線函數,與升速曲線互為反函數。根據當前的轉速設定值計算出一定的靜葉控制時間,然后根據該靜葉控制時間和升速曲線,得到下一個轉速設定值。如此循環,實現轉速設定值的不斷增加。
②手動升速:手動方式運行時,給系統發出手動升速的指令,通過系統畫面上手動調節入口液動閥和調節靜葉的開度來控制轉速。
4.3 自動準同期過程:
當自動準同期裝置投入的時候,在并網過程中,通過對轉速的微調實現自動并網。當轉速升到2850rpm的時候,PLC發出自動準同期投入信號。只有轉速控制在自動方式的時候,自動準同期對轉速的調節才會起作用。當給系統中發出升速指令后,自動準同期裝置以±5rpm進行升/降速控制;當沒有系統中發出升速指令時,自動準同期以±1rpm進行升/降速控制。
5.結束語
將電液伺服控制技術廣泛地應用在TRT控制系統中,充分突出了其線性好、死區小、靈敏度高、動態性能好、響應快等顯著優點。TRT設備在正常運轉中可以回收約占高爐鼓風機所需30%左右的能量,它不需要燃料,不改變高爐煤氣的品質,而且還在不影響原有煤氣用戶正常使用的同時凈化了煤氣,改善了爐頂的壓力控制,為鋼鐵企業創造了可觀的經濟效益和社會效益。
:
-
伺服控制
+關注
關注
5文章
149瀏覽量
20503 -
TRT系統
+關注
關注
0文章
2瀏覽量
6108
發布評論請先 登錄
相關推薦

電液換向閥的工作原理
電液比例閥的工作原理

電液伺服閥的組成_電液伺服閥的特點
電液伺服閥的應用場景_電液伺服閥維修操作程序





 工商網監
工商網監
評論