") 靈活使用觸摸屏和PLC技術(shù) 金相切割機(jī)控制系統(tǒng)設(shè)計(jì)
靈活使用觸摸屏和PLC技術(shù) 金相切割機(jī)控制系統(tǒng)設(shè)計(jì)
引 言
金相切割機(jī)是金相取樣分析過(guò)程中的重要設(shè)備之一,主要用于金相試樣的截取和各種材料的下料、切口等,廣泛應(yīng)用于機(jī)械、冶金、汽車(chē)、航空航天等領(lǐng)域。目前,國(guó)內(nèi)金相試樣切割設(shè)備形式多樣,以微處理器為基礎(chǔ)的各種制樣設(shè)備代表著金相制備的先進(jìn)技術(shù),但是自動(dòng)化程度較低,不能直接對(duì)較大零件進(jìn)行取樣。為了滿(mǎn)足行業(yè)的要求,促進(jìn)金相事業(yè)的發(fā)展,需要設(shè)計(jì)高精度、高性能和方便操作的金相切割控制系統(tǒng)。這里根據(jù)金相取樣的特殊要求,設(shè)計(jì)以PLC為核心的控制系統(tǒng),采用觸摸屏作為人機(jī)交互設(shè)備,彌補(bǔ)了PLC在人機(jī)交互方面的不足,大大減少了輸入/輸出點(diǎn)數(shù),方便操作與維修,為用戶(hù)提供了友好的人機(jī)界面。
1 工作原理
金相切割機(jī)控制系統(tǒng)是金相取樣的專(zhuān)用設(shè)備。為了保護(hù)金屬試樣的組織結(jié)構(gòu)和特性,對(duì)于不同屬性的金屬應(yīng)采取不同的切割速度和切割模式。在該系統(tǒng)中,設(shè)置了三個(gè)操作窗口(測(cè)試操作、手動(dòng)操作、自動(dòng)操作)和一個(gè)高級(jí)設(shè)置窗口,一個(gè)切割過(guò)程觀察窗口。其中,自動(dòng)操作包括三種模式:勻速切割、進(jìn)三退一切割、逐層切割。不同切割模式的用戶(hù)可以在觸摸屏的不同窗口設(shè)定需要的切割工藝參數(shù),再通過(guò)PLC設(shè)定與之相應(yīng)的參數(shù)調(diào)用控制指令,驅(qū)動(dòng)切割機(jī)按照要求對(duì)金相試樣進(jìn)行切割。其中,PLC與變頻器通過(guò)串行通信方式對(duì)三相異步電機(jī)調(diào)速,采用USS協(xié)議對(duì)電機(jī)的運(yùn)行狀態(tài)進(jìn)行控制和監(jiān)視。
2 控制系統(tǒng)的設(shè)計(jì)要求及思路
根據(jù)金相切割機(jī)發(fā)展?fàn)顩r和市場(chǎng)需求,本著提高效率,增強(qiáng)可靠性能,提高性?xún)r(jià)比的原則,設(shè)計(jì)的金相切割機(jī)應(yīng)實(shí)現(xiàn)以下功能:能夠根據(jù)零件尺寸的不同選擇不同的切割方式;在過(guò)程控制中,能夠根據(jù)不同的切割材料、硬度、尺寸調(diào)節(jié)切割速度;根據(jù)零件寬度或長(zhǎng)度,確定砂輪的進(jìn)刀速度、軸的運(yùn)動(dòng)速度和位移量;根據(jù)砂輪片磨損情況和零件直徑,確定砂輪切割的快進(jìn)位置和退刀位置;能自動(dòng)控制監(jiān)控切割量、進(jìn)給速度、主電機(jī)轉(zhuǎn)速等切割參數(shù);人機(jī)交流界面便捷、美觀。
為了滿(mǎn)足切割及控制的技術(shù)要求,同時(shí)也為了提高機(jī)械產(chǎn)品的自動(dòng)化程度,這里著重從PLC控制和觸摸屏設(shè)計(jì)兩方面對(duì)金相試樣切割機(jī)進(jìn)行了研究。
3 硬件系統(tǒng)設(shè)計(jì)
切割機(jī)系統(tǒng)的主要組成見(jiàn)圖1所示的系統(tǒng)整體設(shè)計(jì)框圖。
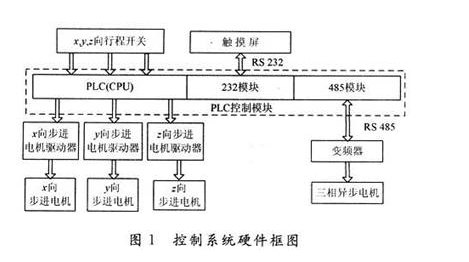
系統(tǒng)的執(zhí)行部件主要包括一臺(tái)三相異步電機(jī)和三臺(tái)步進(jìn)電機(jī)。三相異步電機(jī)采用變頻器進(jìn)行變頻調(diào)速,步進(jìn)電機(jī)由專(zhuān)用的驅(qū)動(dòng)器驅(qū)動(dòng),控制系統(tǒng)核心PLC控制器發(fā)出控制命令信號(hào),使異步電機(jī)和步進(jìn)電機(jī)協(xié)調(diào)運(yùn)動(dòng),完成切割過(guò)程。
3.1 主控制系統(tǒng)
PLC是整個(gè)控制系統(tǒng)的核心。PLC是專(zhuān)為在工業(yè)環(huán)境下應(yīng)用而設(shè)計(jì)的一種數(shù)字運(yùn)算操作電子裝置,是帶有存儲(chǔ)器、可以編制程序的控制器。它能夠存儲(chǔ)和執(zhí)行指令,進(jìn)行邏輯運(yùn)算、順序控制、定時(shí)、計(jì)數(shù)和算術(shù)運(yùn)算等操作,并通過(guò)數(shù)字式和模擬式輸入/輸出,控制各種類(lèi)型的機(jī)械和生產(chǎn)過(guò)程。它具有體積小,功能強(qiáng),編程方便,可靠性高,耐惡劣環(huán)境能力強(qiáng)等優(yōu)點(diǎn),已廣泛應(yīng)用于工業(yè)自動(dòng)化生產(chǎn)的各個(gè)領(lǐng)域。該系統(tǒng)采用OM-RON公司的CP1 H X40DT-D程序一體化PLC。可實(shí)現(xiàn)高速計(jì)數(shù)器4軸、脈沖輸出4軸;通過(guò)擴(kuò)展CPM1A系列的擴(kuò)展I/O單元。CP1H整體可以達(dá)到最大320點(diǎn)的輸入/輸出;通過(guò)安裝選件板,可進(jìn)行RS 232C通信或RS 422A/485通信。
3.2 變頻器調(diào)速系統(tǒng)
在進(jìn)行電機(jī)調(diào)速時(shí),電機(jī)磁通量是需要考慮的一個(gè)重要因素,如果磁通量太弱,電機(jī)會(huì)出現(xiàn)欠磁通,勢(shì)必會(huì)給電機(jī)輸出轉(zhuǎn)矩帶來(lái)很大影響。因?yàn)椋?/p>
Tm=KTφmI2COSψ2 (1)
式中:Tm是電磁轉(zhuǎn)矩;KT為比例系數(shù);φm是主磁通量;I2是轉(zhuǎn)子電流;cosψ2是轉(zhuǎn)子回路的功率因數(shù)。
由式(1)可知,電機(jī)磁通量的降低直接影響電磁轉(zhuǎn)矩的減小。因此,在改變電機(jī)頻率時(shí),應(yīng)該對(duì)電機(jī)電壓進(jìn)行協(xié)調(diào)控制,以維持電機(jī)磁通的恒定。根據(jù)切割機(jī)的主電機(jī)參數(shù),該系統(tǒng)選用Siemens公司的MM420變頻器,通過(guò)設(shè)定變頻器輸出功率的變化來(lái)控制主電機(jī)轉(zhuǎn)速的變化,兩者之間近似呈線(xiàn)性關(guān)系,從而實(shí)現(xiàn)了無(wú)級(jí)調(diào)速的目的。PLC為漏型晶體管輸出,與變頻器的通訊采用基于USS協(xié)議的串行口RS 485通信方式。這里,為了確保系統(tǒng)安全運(yùn)行,必須將變頻器接地端可靠接地。
3.3 步進(jìn)電機(jī)驅(qū)動(dòng)系統(tǒng)
步進(jìn)電機(jī)是可以將電脈沖信號(hào)轉(zhuǎn)變?yōu)榻俏灰苹蚓€(xiàn)位移的電磁機(jī)械裝置。給電機(jī)加一個(gè)脈沖信號(hào),電機(jī)按照設(shè)定方向轉(zhuǎn)動(dòng)一個(gè)步距角。電機(jī)轉(zhuǎn)速與輸入脈沖頻率保持同步。該系統(tǒng)中通過(guò)控制脈沖個(gè)數(shù)來(lái)控制角位移量,達(dá)到定位精確的目的;通過(guò)控制脈沖頻率控制電機(jī)轉(zhuǎn)動(dòng)速度,從而達(dá)到調(diào)速的目的。x,y,z三向步進(jìn)電機(jī)分別由3個(gè)MS-2H090M型步進(jìn)電機(jī)驅(qū)動(dòng)器來(lái)驅(qū)動(dòng),每向步進(jìn)電機(jī)驅(qū)動(dòng)器包括使能輸入端EN,步進(jìn)脈沖輸入端CP和方向電平信號(hào)輸入端DIR。
4 軟件系統(tǒng)設(shè)計(jì)
4.1 主控制系統(tǒng)軟件程序設(shè)計(jì)
軟件程序主要完成系統(tǒng)初始化,設(shè)定切割參數(shù),啟動(dòng)切割機(jī)控制系統(tǒng),并將切割參量送往觸摸屏上實(shí)時(shí)顯示。控制系統(tǒng)主程序流程如圖2所示。
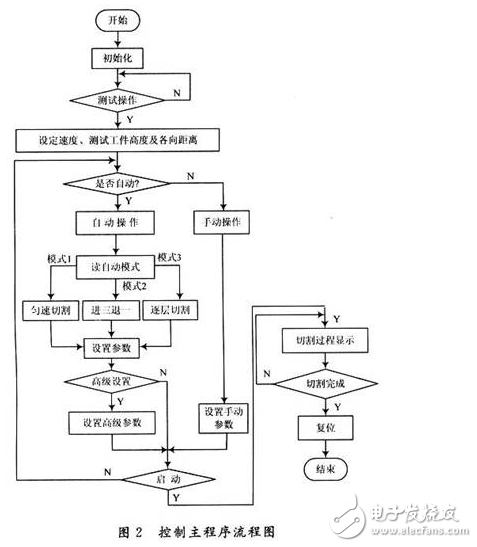
系統(tǒng)初始化主要完成軟件初值、內(nèi)存、I/O口以及硬件電路狀態(tài)的初始化,使PLC及其連接的外圍電路處于準(zhǔn)備工作狀態(tài)。主要包括PLC內(nèi)部RAM單元的初始化,觸摸屏上電的初始化,I/O端口方式的初始化等。
在啟動(dòng)切割之前,需要對(duì)相應(yīng)的切割工藝參數(shù)進(jìn)行正確設(shè)置。其中,自動(dòng)操作包括三種模式(勻速切割、進(jìn)三退一切割、逐層切割),每種模式根據(jù)具體需要還可以設(shè)置相應(yīng)的高級(jí)設(shè)置選項(xiàng)和加密操作選項(xiàng),在方便操作的同時(shí)增強(qiáng)了安全性。
4.2 觸摸屏人機(jī)界面程序設(shè)計(jì)
輸入和顯示系統(tǒng)是控制系統(tǒng)的重要組成部分,是實(shí)現(xiàn)操作人員與機(jī)器設(shè)備之間雙向溝通的橋梁。切割機(jī)控制系統(tǒng)選用深圳人機(jī)電子有限公司的eViewMT508S觸摸屏作為人機(jī)交互界面,主要完成對(duì)切割各個(gè)參數(shù)的設(shè)置和實(shí)時(shí)顯示等功能。 PLC與觸摸屏的通信采用基于Hostlink協(xié)議的串行口RS 232通信方式傳達(dá)用戶(hù)指令,根據(jù)需要設(shè)定系統(tǒng)的運(yùn)行狀態(tài)。
MT500系列觸摸屏是專(zhuān)門(mén)面向PLC應(yīng)用的,具有32位RISC處理器和256色顯示方式,可同時(shí)彈出6個(gè)窗口。它功能非常強(qiáng)大,用戶(hù)可以自由組合文字、按鈕、圖形、數(shù)字等,以處理或監(jiān)控管理以及應(yīng)付隨時(shí)可能變化信息的多功能顯示屏幕;它擁有和Windows 95/98系列一樣的任務(wù)欄和快選窗口工作按鈕,可實(shí)現(xiàn)窗口的快速切換,使用方便,非常適合現(xiàn)代工業(yè)的需要。
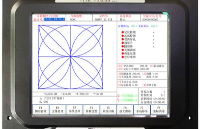
該系統(tǒng)觸摸屏界面的開(kāi)發(fā),使用了專(zhuān)用組態(tài)工具EasyBuilder500。開(kāi)發(fā)的各界面如圖3所示。當(dāng)系統(tǒng)上電后,觸摸屏啟動(dòng)初始化界面,點(diǎn)擊“進(jìn)入”按鈕,輸入密碼,驗(yàn)證正確后即可選擇下方三種操作。圖4~圖6分別為三種操作界面的示意圖。
高級(jí)設(shè)置和加密操作是為一些需要保密的參數(shù)設(shè)定的,觸擊“高級(jí)設(shè)置”按鈕,只有當(dāng)輸入的密碼完全正確時(shí),才可以進(jìn)入高級(jí)設(shè)置界面進(jìn)行保密參數(shù)的設(shè)定;當(dāng)所有參數(shù)設(shè)置完成后,點(diǎn)擊“啟動(dòng)”按鈕,開(kāi)始自動(dòng)切割,同時(shí)進(jìn)入切割過(guò)程觀察窗口,用條形棒圖準(zhǔn)確清晰地再現(xiàn)了切割過(guò)程,箭頭標(biāo)示出了工進(jìn)切割位置,如圖7 所示。
結(jié) 語(yǔ)
根據(jù)金相切割機(jī)的控制要求,采用PLC作為控制系統(tǒng)核心,觸摸屏作為人機(jī)交互界面,研制出多模式下對(duì)不同屬性金屬切割的控制系統(tǒng)。顯著特點(diǎn)主要有:選用 PLC模塊化設(shè)計(jì),編程方便,可靠性高,豐富的I/O口解決了多路輸入/輸出的難題;觸摸屏的應(yīng)用不僅大大節(jié)省了空間,還為用戶(hù)提供了便捷、直觀、友好的人機(jī)交互界面;采用USS協(xié)議控制變頻器,實(shí)現(xiàn)了系統(tǒng)的自適應(yīng)調(diào)節(jié)。經(jīng)現(xiàn)場(chǎng)實(shí)際測(cè)驗(yàn),此切割機(jī)控制系統(tǒng)運(yùn)行性能穩(wěn)定,實(shí)用性強(qiáng),可靠性高,有較高的性?xún)r(jià)比,控制精度已經(jīng)達(dá)到用戶(hù)要求。
-
plc
+關(guān)注
關(guān)注
5011文章
13291瀏覽量
463270 -
觸摸屏
+關(guān)注
關(guān)注
42文章
2305瀏覽量
116178 -
切割機(jī)
+關(guān)注
關(guān)注
4文章
297瀏覽量
18653
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
氣動(dòng)刀石墨墊片切割機(jī)
基于PLC的大型金相試樣切割機(jī)控制系統(tǒng)
PLC和觸摸屏在金相切割機(jī)中的應(yīng)用
基于USS協(xié)議的金相切割機(jī)通信系統(tǒng)研究
PLC和觸摸屏組合控制系統(tǒng)的應(yīng)用
PLC攜手觸摸屏控制系統(tǒng)的應(yīng)用

新款金相切割機(jī)堪稱(chēng)專(zhuān)切細(xì)小而精密試樣的神器
MetLab系列金相切割機(jī)是理想的金相切割設(shè)備
金相切割機(jī)是金屬材料實(shí)驗(yàn)室不可缺少的一部分
金相切割液很重要,它的使用和維護(hù)是怎樣的
MetLab進(jìn)口手動(dòng)砂輪金相切割機(jī),性?xún)r(jià)比的首選
性能優(yōu)越的一款與眾不同的金相切割機(jī)
Brillant 210A自動(dòng)精密金相切割機(jī)的性能介紹
數(shù)控切割機(jī)控制系統(tǒng)功能及界面設(shè)計(jì)分析





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論