 利用PLC技術對輕軌精整控制系統進行設計
利用PLC技術對輕軌精整控制系統進行設計
1.引言
唐山鋼鐵公司中型廠是生產型鋼的企業,原有4套鉆、銑床設備,用于輕軌精整。其電氣控制系統采用繼電器及接觸器構成,控制手段比較落后,控制效果完全取決于操作工經驗和精神狀態,各道工序間連貫性差,費時又費力,故障率較高且維修困難,影響了生產效率。因此,有必要進行技術改造。 PLC控制具有可靠性高、柔性好、開發周期短等優點,特別適合于機床控制和故障自診斷系統,可以大大減少繼電器等元器件的數量,提高電氣控制系統的穩定性和可靠性,從而,用PLC控制系統替代體積大、投資大、耗能大的繼電器是電氣控制系統發展的趨勢。鑒于上述原因,我們利用PLC技術對原有電氣系統進行了全面技術改造。
2.系統功能
輕軌精整PLC智能控制系統包含銑床和鉆床控制,實現的基本功能如下:
(1) 切換功能:可實現手動與自動控制的切換。在通常情況下使用自動檔,當需要檢修或調試的時候,切換到手動檔。
(2) 自動報警功能:發生異常情況,可隨時報警。當夾緊頭快下、動力頭快進、動力頭工進以及動力頭快退四個部分中任何一段出現異常情況時,與之相應的聲光報警就會動作,讓現場工作人員迅速采取措施,避免或減少事故所造成的損失。
(3) 自動記憶功能:配有“停車”及“繼續運行”按鈕。當工作過程中出現某些問題需要暫停運行時,按下“停車”按鈕后,機床停止運行,各部分均停留在原處不動。再按下“繼續運行”按鈕,則機床繼續運行。
(4) 緊急停車復位功能:配備有“緊急停車復位”按鈕。當在工作過程中發生異常,或中途突然停電后恢復時,按下此按鈕使機床各部件回到加工前的初始狀態。
為實現上述功能,需要對運行過程進行智能判斷,進行相應的控制。同時考慮到PLC的運算功能的限制,需要加入故障診斷模塊,并進行相應的顯示。
3. 系統組成
PLC選用三菱公司的FX2N系列可編程序控制器實現,由可編程序控制器構成的輕軌精整智能控制系統結構如下:

圖1. 輕軌精整智能控制系統結構圖
該系統有輸入、控制運算和輸出三大部分組成。
a.操作按鈕用來人工設置參數或進行手動操作,處理緊急情況。
b.信號檢測是由傳感器自動監測生產線上機床的工作情況,一旦出現異常情況,馬上報警提示操作者,以進行相應的故障處理,如緊急停機處理等,從而避免事故的發生。
2)控制運算部分
控制運算部分主要由PLC來完成,由控制系統的應用軟件來完成信號的輸入、處理、控制輸出的主要功能。
3)輸出部分包括報警裝置、輸送和動力裝置、固定裝置
a.報警裝置由閃爍的紅、黃、綠三種顏色燈和報警鈴聲構成,三種顏色分別對應三種不同報警級別。綠色表示系統正常,$表示系統參數超范圍,但仍能工作,需要進行處理;紅色報警并伴隨報警聲音,必須緊急停機處理。
b.輸送裝置由PLC輸出的信號控制主電路,給電機發送指令,讓其自動完成原料的傳送與動力傳送。
c.液壓裝置是固定裝置,由PLC控制器給定的信號,經電磁閥控制液壓設備,將原料固定在某一位置,為原料加工服務。
4.系統軟件設計
4.1 PLC軟件設計考慮的問題
利用梯形圖編制控制程序,在 PLC軟件設計中要考慮以下幾個問題:
(1) 強電關斷優先原則:在銑床軟件設計中,只要控制信號中有強電關斷的信號,則不管其它信號如何都要關斷強電。如圖2所示,只要關斷信號XO2= 1,則中間繼電器 M100 都要被關斷。 (2) 動作互鎖原則:有些控制不能同時動作,就要進行互鎖。如主軸正、反轉控制,圖 2為主軸互鎖控制示意圖,任何一個回路啟動后必須同時關斷另一 個回路,從而保證兩者不能同時動作。
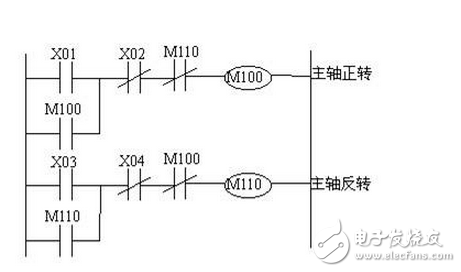
圖2
3) 順序聯鎖控制原則:即有些控制要求次序不能顛倒,這就要求前一個動作常開觸點串在下一個控制動作中,同時將后一個動作中的常閉觸點串在上一動作的控制回路中,如圖3所示。
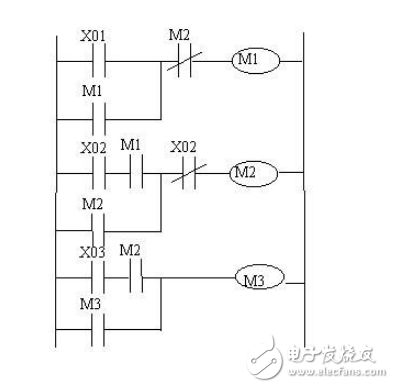
圖3
總之,影響PLC控制系統的因素很多,只要我們在軟件設計時充分考慮到各方面因素,就可避免出現故障,控制系統的運行就會更加穩定 。
4.2 PLC基本控制程序設計
具體銑床控制功能框圖如圖4所示,鉆床控制功能與之類似。
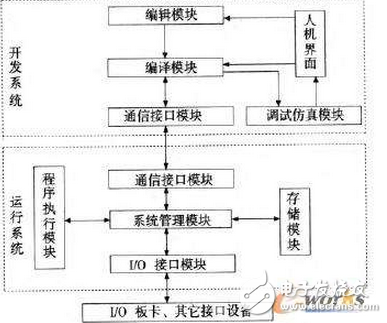
圖4. 銑床控制順序功能框圖
4.3 故障診斷模塊的程序設計
對于PLC系統,由于內存資源有限,復雜的智能診斷難于實現,為此加入了故障診斷智能模塊,該模塊以單片機為基礎,采用C51編程,可方便實現各種控制算法。
采用故障樹推理與專家經驗規則推理相結合的方法,利用智能模塊的I/O功能及內部信息進行故障診斷。
(1) 故障結構分析
在進行故障診斷設計時,首先必須對整個系統可能發生的故障進行分析,得到系統的故障層次結構,利用這種層次結構進行故障診斷部分的設計。圖6為系統的故障層次結構。
(2)程序設計
系統故障結構的層次性為故障診斷提供了一個合理的層次模型。在進行系統的程序設計時,應充分考慮到故障結構的層次,合理安排邏輯流程。在引入故障輸入點時應注意兩點:
a. 必須將系統所有可能引起故障的檢測點引入PLC,這主要是從系統的安全可靠運行考慮,以便系統能及時進行故障處理;
b. 應在系統允許的條件下盡可能多的將最底層的故障輸入信息引入PLC的程序中,以便得到更多的故障檢測信息為系統的故障自診斷提供服務。
5.結束語
經過在線調試和工業試驗運行階段后,該控制系統已于2004年正式投入運行,運行以來,效果良好,實現了預定的控制功能要求,克服了繼電器、接觸器控制帶來的局限,避免了原控制系統輔助元件多、故障率高、工作噪聲大、控制方式單一、維護困難等問題。手動與自動切換方便,抗干擾能力強,適合鋼廠生產線的惡劣的工作環境,且易于計算機通訊,實現網絡監控。
本文作者創新點:將PLC和單片機結合,設計了用于輕軌精整鉆、銑床設備的控制系統,并使之具有故障診斷和報警功能,系統結構簡單,操作方便。
-
plc
+關注
關注
5013文章
13329瀏覽量
464137 -
銑床控制
+關注
關注
0文章
2瀏覽量
5070
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論