 分析直角坐標機器人中配視覺系統的應用
分析直角坐標機器人中配視覺系統的應用
當今,隨著社會的全面發展,對機器人的要求越來越高,機器人高度智能化已成為熱點研究問題。視覺控制是機器人智能化的重要實現方法,其利用視覺得到大量的環境信息,通過智能化分析自主規劃行為,實現智能控制。神經網絡能夠模擬復雜的函數關系,可作為機器人的智能控制核心。另外,互聯網技術高度發展,充分利用豐富的網絡資源,把網絡融入到機器人技術中,將是機器人智能化的一個重要發展方向。在深入的研究相關理論之后,本文首次提出了基于網絡的直角坐標機器人視覺伺服系統結構。 機器人視覺控制的研究涉及到多學科的內容,如圖像處理、運動學、動力學、控制理論、計算機高級語言編程等。本文在計算機網絡的環境下,利用視覺傳感器CCD攝像機得到的圖像作為反饋信息,再傳送到機器人運動控制器,實現了直角坐標機器人的位置閉環控制,即視覺伺服(Visual Servo),其中運動控制器的核心采用BP神經網絡。
一、直角坐標機器人的定義及主要特點
機器人按ISO 8373定義為:位置可以固定或移動,能夠實現自動控制、可重復編程、多功能多用處、末端操作器的位置要在3個或3個以上自由度內可編程的工業自動化設備。這里自由度就是指可運動或轉動的軸。直角坐標機器人是以直線運動軸為主,各個運動軸通常對應直角坐標系中的X軸,Y軸和Z軸。在絕大多數情況下直角坐標機器人的各個直線運動軸間的夾角為直角。
直角坐標機器人主要由一些直線運動單元,驅動電機,控制系統和末端操作器組成。針對不同的應用,可以方便快速組合成不同維數,各種行程和不同帶載能力的壁掛式、懸臂式、龍門式或倒掛式等各種形式的直角坐標機器人,從簡單的二維機器人到復雜的五維機器人就有上百種結構形式的成功應用案例。從食品生產到汽車裝配等各行各業的自動化生產線中,都有各式各樣的多臺直角坐標機器人和其它設備嚴格同步協調工作,可以說直角坐標機器人幾乎能勝任所有的工業自動化任務。下面是其主要特點:
1 任意組合成各種結構樣式,帶載能力和尺寸的機器人,
2 采用多根直線運動單元級連和齒輪齒條傳動,可以形成幾十米的超大行程機器人。
3 采用多根直線運動單元平連及各帶多滑塊結構時其負載能力可增加到數噸。
4 其最大運行速度可達到每秒8米,加速度可達到每秒4米。
5 重復定位精度可達到0.01mm~ 0.05mm。
6 采用帶有RTCP功能的五軸或五軸以上數控系統能完成非常復雜軌跡的工作。
二、德國VC視覺系統簡介
機器視覺就是使機器有人眼和大腦的部分功能,能自動進行幾何形狀測量,印刷質量缺欠識別和產品外觀質量識別等工作。機器視覺系統通常用在全自動化、高效可靠和非接觸的大批量生產過程中的檢測識別工作。常見的視覺系統一般包括:光源、鏡頭、CCD攝相機、圖像采集卡、圖像處理軟件、監視器、通訊/輸入輸出單元等。而許多智能相機就是一個通用圖象處理系統,把鏡頭、圖象傳感器、高速DSP、存儲器、常用圖像處理軟件、通訊口和/輸入輸出口等集成在一個香煙盒大小的盒內,用戶可以任意編程,能代替基于PC機的圖象處理系統。智能相機有彩色智能相機和黑白智能相機,有線陣和面陣智能相機,本文僅介紹一款德國VC公司面陣黑白CCD智能相機。
工作時首先CCD智能相機將被攝取目標轉換成灰度圖像信號,先放大該信號,再數字化為數字圖像。數字圖像以二維矩陣存儲起來,如Vision Components GmbH公司智能像機VC2028的每一幅數字圖像都是640*480的二維矩陣。該矩陣的每一個元素叫像素,它的數值通常是0~255。像素的數值0~255對應目標的最暗和最亮處。圖像處理軟件就是根據圖像中像素分布和亮度變化等信息抽取圖像中目標的特征,如:孔的數量、面積、形狀、長度、形狀寬度和位置等,還可以是亮度變化等,然后與所存的模板進行比較匹配,最后給出尺寸、角度、偏移量、個數、合格/不合格、有/無等結果。
機器視覺系統是指通過機器視覺產品(即圖像攝取裝置,分CMOS和CCD兩種)把圖像抓取到,然后將該圖像傳送至處理單元,通過數字化處理,根據像素分布和亮度、顏色等信息,來進行尺寸、形狀、顏色等的判別。進而根據判別的結果來控制現場的設備動作。
用戶可以在PC機上用C語言或VC編寫自己的應用程序,然后下傳到智能相機里,智能相機運行該程序來完成特定的任務。也可以選用VC公司配帶的圖象處理軟件。
三、機器人數控系統
該機器人的控制系統采用德國運動控制技術公司(Movtec)的三軸運動控制卡DEC4T和運動控制軟件Editasc。DEC4T運動控制卡是基于PC機,專用控制3臺步進電機和數字伺服電機的運動控制卡。EdiTasc不僅是MOVTEC公司各種控制卡配套的通用數控軟件,它也是一個高度開放的開發平臺,可以直接控制各種工業自動化設備,或方便的開發用戶專用頁面及控制系統。DEC4T自帶36路數字輸入輸出口,來作為限位開關,控制CCD智能相機和起動檢測儀器。
德國MOVTEC公司DEC4T步進/數字伺服電機控制卡
運動控制器的工作方式
運動控制器要插在PC機的總線插槽上。常用的有針對ISA總線和PCI總線的兩種運動控制器,兩者不能互換。運動控制器上有控制步進電機和/或模擬伺服電機的控制信號端子,多路數字輸入/輸出口,多路模擬輸入/輸出口等。 針對運動控制器開發的運動控制軟件在PC機上運行。它由低層運動控制軟件和用戶操作界面兩部分組成。低層運動控制軟件告訴運動控制器進行直線和圓弧等插補運動所需的所有參數,及對I/O口進行操作,同時接受運動控制器上返回的運動狀態及輸入口狀態等參數。運動控制器按剛接到收的指令自行控制步進電機或模擬伺服電機進行插補運動及對I/O口進行操作。用戶操作界面把操作員與低層運動控制軟件連接起來,輸入所有運動參數,控制運動過程及顯示各種運動狀態等。 由于運動控制器自己獨立工作,PC機在控制運動控制器的同時,可以運行其它的軟件。I/O口可以很方便的擴展,如接配電子輪和編碼器信號輸入等。在PC機主頻為100MHz時,3軸連動圓弧插補周期大約為0.5ms。當PC機主頻提高時,插補周期更短,中斷時間可以設為更短,使機器運動更加平穩,實時監控I/O口。
EdiTasc是TRIMETA公司為其各種控制板卡配套的通用數控軟件。它不僅是一個包含鉆床,銑床,鏜床,雕刻機和加工中心控制功能的理想數控軟件,也是一個高度開放的開發平臺,可以直接控制各種工業自動化設備,可以方便的開發用戶專用頁面及控制系統。
EdiTasc是在WINDOWS下實時運行、漢化的通用數控系統軟件,識別國際標準的DIN 66025 G代碼和高級語言MTASC。EdiTasc由低層運動控制軟件和用戶操作界面兩部分組成。低層運動控制軟件可實時準確地告訴運動控制卡進行直線和圓弧等插補運動,可以對所需的所有參數進行設置,也可以對I/O口進行操作。在進行直線插補運動時低層運動控制軟件按設定的時間段周期性地告訴運動控制卡有關運動軸運行的速度和長度。在這一小周期內有關各運動軸按各自所要求的速度運動到所要求的長度。系統采用預讀功能,預讀程序段數設為最多可達149段。采用預加速/減速來保證切削矢量速度恒定或平穩過度。
在周期性地告訴運動控制卡有關運動軸運行的速度和長度的同時,低層運動控制軟件接收運動控制卡上返回的運動軌跡位置,如各個軸在這一時間段內(如0.5ms)實際上走的長度。低層運動控制軟件還能自動計算位置偏差,并根據這一差值對位置偏差進行PID調節,以保證精確運動。運動控制卡按剛接收的指令自行控制步進電機或模擬伺服電機進行直線插補運動及對I/O口進行操作。
Editasc可采用Mtasc語言或G代碼編程,Mtasc語言為Editasc專用語言,具有如下一些特點:
· 任意定義各種長度、多種類型的變量和數組 ;
· 許多數學函數;
· 多種循環程序;
· 多種條件
· 允許有任意層擴展和嵌套;
· 調用子程序和調用其它語言的子程序;
· 極其方便的I/O口操作。
· 在程序的輸入和編輯過程中可以執行任意一行或幾行程序,可方便地驗證程序及數據的合理性。
四、幾個典型應用
1、產品標簽檢驗
在幾乎所有的現代化批量生產過程中,產品包裝盒上所印文字、符號、產品上的標簽等要求印刷精美,無任何缺陷和錯誤。但實際中會出現下面的問題,如部分字符漏印,部分字符不完整,不同字符間混亂,要解決上面的問題就必須選一優秀的圖象處理系統,對這些文字和符號進行100%的可靠的檢驗,才能保證100%的合格率,達到真正的“零缺陷”。被檢驗識別的文字和符號可以由下面的方式產生:印刷,噴碼,熱轉印和激光雕刻等。
本文CCD相機選用德國Vision Components公司智能攝像機VC2038。其配置如下:CCD芯片是Sony 1/2” 640*480點,每秒25楨圖像,存儲器配置是16 MB SDRAM, 2 MB Flash Eprom, 8 bit overlay, CPU是TMS320C62XX,速度是1200MIPS (每秒1200百萬指令)。VC2038通過自帶RS232口 可以把位置數據傳給PC機。VC2038還自帶4路數字輸入口和4路數字輸出口。根據視場范圍和高度選用對應的鏡頭。
RS232接口是1970年由美國電子工業協會(EIA)聯合貝爾系統、調制解調器廠家及計算機終端生產廠家共同制定的用于串行通訊的標準。它的全名是“數據終端設備(DTE)和數據通訊設備(DCE)之間串行二進制數據交換接口技術標準”。 該標準規定采用一個25個腳的DB25連接器,對連接器的每個引腳的信號內容加以規定,還對各種信號的電平加以規定。隨著設備的不斷改進,出現了代替DB25的DB9接口,現在都把RS232接口叫做DB9。
被檢驗的產品在傳送帶上單排排放或如圖1所示的并列排放。機器人首先停止傳送帶,并把檢測頭移動到第一個產品上方,識別系統開始自動檢測識別第一個產品。機器人再把檢測頭移動到第二個產品上方,接著識別系統開始自動檢測第二個產品,如此依次識別完該排最后一個產品。再啟動傳送帶把第二排產品移到檢測系統正下方,并開始該行產品的自動檢驗識別。
2、印刷品質量檢驗
這里的任務是圖2產品的檢驗。在圖2中被檢驗的產品是透明塑料上的文字。機器人首先停止傳送帶,并勻速移動檢測頭,識別系統在幾個特定的位置自動檢測識別所印文字和符號。塑料再起動一定長度,機器人反向運動,檢測系統開始該行產品的自動檢驗識別。
機器人是德國百格拉公司單軸機器人,由于負載小及移動速度要求不高,故選用型號為LM-P404 R-AT5,有效行程按任務要求選為1500毫米,驅動電機是百格拉公司的步進電機VRDM3910LWB,機器人控制系統選用百格拉公司的專用工控機TLCC。TLCC通過CAN總線控制TLC611步進電機驅動器。圖像處理系統選用德國Vision Experts公司的檢測系統 VE 4000 OCV/2。圖2是該系統在實際使用中的照片。
德國Vision Experts公司的E 4000 OCV/2系統由智能CCD攝像機VC2038和專利識別軟件組成,可以檢測各種符號。可以100%保證發現所有下面的問題:整個或部分字符漏印,不完整字符,不同字符間混亂,如5和6、6和9印混了,字符位置不對,字符的字體不對或不一致。該系統可以識別多種符號,當圖像中要識別的符號與背景的對比度有些變化。該系統也非常靈活,可以一分鐘僅檢測10個產品,也可以一小時檢測10萬個產品;可以同時檢測300個字符,也可以檢測同時含10種字體的符號集合。被檢測產品可以被旋轉,實現在運動中實時動態檢測,E 4000 OCV/2系統自動給出檢測數據,有自檢和外部信號啟動公式,檢測的符號可以縮小或放大,給出符號的位置數據。
3、工件識別定位及抓取
隨著自動化生產能力的提高,現代工廠中經常會出現需要分類分揀的場合,那么就非常需要配合視覺系統的機器人來實現這項工作。該例子為對倉庫中不同批次的產品進行定位及抓取。在機器啟動前,操作人員根據具體需求,通過計算機將需要搬運的產品的批次傳輸給視覺系統,當機器人帶動視覺系統到達產品上方時,視覺系統通過獲取的圖像進行識別,通常識別物為條碼,當確認該產品為需要搬運的產品,那么視覺系統再通過獲取的圖像進行精確定位,將坐標值傳輸給機器人,機器人隨后運動到指定位置,進行抓取搬運。如果檢測該產品不是需要搬運的產品,那么傳輸給機器人相應的信號,機器人移動到下一工件位置進行下一次檢測。
該系統中的視覺系統同樣采用德國Vision Components公司智能攝像機VC2038,機器人采用德國百格拉直角坐標機器人,控制系統采用的為德國MOVTEC公司運動控制卡,這樣能夠保證在一臺計算機中對視覺系統與直角坐標機器人的控制與配合。
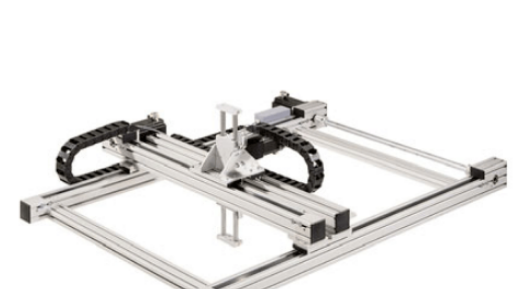
德國百格拉直角坐標機器人
定義: 在直角坐標機器人中各個軸主要是做直線運動,而且運動方向通常是相互垂直的,所以叫直角坐標機器人。直角坐標機器人可分為一維到多維很多種,每一維是一個運動軸,由一個直線運動單元組成。直線運動單元按其功能又分為龍門軸和抓取軸。龍門軸
技術數據: 行程0-18 m
負載: 1-400 kg
重復定位精度: 0.02 mm
最大速度 :8m/s
傳動方式: 齒型帶、齒條和滾珠絲杠傳動
驅動電機: 步進電機和伺服電機(配NEUGART精密行星減速機可以增大出力和減少負載的轉動慣量)。
特點: 主要部分采用特制高強度高直線度的鋁型材, 型材內部配有特殊的鋼軌來保證機械強度和長期保持平行度,同時也是運動滑塊的載體。滑動方式分為光杠滾輪軸承導軌和密封軸承導軌;優點是鋼性好、磨擦系數小、阻力低、精度高。
應用: 焊接、搬運、上下料、包裝、碼垛、拆垛、檢測、探傷、分類、裝配、貼標、噴碼、打碼、(軟仿型)噴涂等
4、視覺系統引導的灌裝機械
目前機器人已經應用到了各個領域,以下我們介紹機器人在灌裝機械中的使用。如圖4所示,在一些工廠中需要對液態產品大量的進行灌裝以方便運輸,所以自然就增加了對灌裝機的需求,附圖中為視覺引導的直角坐標機器人在灌裝機中的應用。機器人方面選用德國百格拉龍門式三維直角坐標機器人,視覺方面選擇德國Vision Components公司智能攝像機VC4038E。
該系統是通過BLOB區域分析的方法來進行桶口的位置確定。由于每個桶口的正上面都有一個與鐵桶本身顏色區分明顯的白點和黑洞,那么視覺系統就采用區域分析的方法對采集的圖像進行處理,獲得該白點和的黑洞位置,然后通過換算確定桶口的位置,并通過以太網口傳輸給直角坐標機器人。機器人獲得該坐標后,直接帶動注油管道到桶口上方,然后插入,注油,待結束后重復執行以上的動作。
該系統成功的解決了工廠注油難,費時,費力等困難,大大提高了工作效率。這里面機器人的運動軸要帶金屬防護帶,所用的驅動電機是防爆電機。
結論及展望
德國Vision Components公司的智能相機裝配在百格拉公司的直角坐標機器人上已經被眾多用戶成功地用在工件定位,分類搬運上。 隨著大批量自動化生產的迅猛發展,很多產品要在許多生產環節全面被檢測及精確定位,這類直角坐標機器人和圖像處理系統將具有更加廣范的市場前景和發展潛力!
-
機器人
+關注
關注
211文章
28468瀏覽量
207358 -
視覺系統
+關注
關注
3文章
335瀏覽量
30770 -
圖像采集卡
+關注
關注
1文章
95瀏覽量
9646
發布評論請先 登錄
相關推薦
直角坐標機器人如何選型
這些機器人視覺系統些關鍵技術,你必須要知道
直角坐標機器人在汽車發動機涂膠機上的應用

德國BAHR直角坐標機器人在無損探傷設備的應用
直角坐標機器人和關節機器人的特性及應用對比
直角坐標機器人的定義及主要特點
淺談無損檢測行業中直角坐標機器人的運用
直角坐標機器人的結構組成及在鋁錠搬運中的應用
直角坐標機器人&關節機器人的區別詳解
機械手的直角坐標|多關節|圓柱坐標|極(球)坐標式運行方式簡述
直角坐標機器人&amp;關節機器人的區別詳解

機械手的直角坐標|多關節|圓柱坐標|極(球)坐標式運行方式簡述





 工商網監
工商網監
評論