") 利用可編程程序控制器實現(xiàn)液壓剪切機(jī)的系統(tǒng)設(shè)計
利用可編程程序控制器實現(xiàn)液壓剪切機(jī)的系統(tǒng)設(shè)計
前言
液壓技術(shù)是一門相對發(fā)展較晚的技術(shù),主要應(yīng)用在反應(yīng)快、動作準(zhǔn)確的自動控制系統(tǒng)中。隨著原子能、空間技術(shù)、計算機(jī)技術(shù)的發(fā)展,液壓技術(shù)以滲透到各個工業(yè)領(lǐng)域中,并開始向高壓、高速、大功率、高效率、低噪聲、低能耗、經(jīng)久耐用、高度集成化等方向發(fā)展。與此同時,電液控制系統(tǒng)控制策略也在不斷發(fā)展。多年來,從傳統(tǒng)的PID控制、自適應(yīng)控制到變結(jié)構(gòu)控制、魯棒控制、智能控制等諸多新穎的控制手段中得到不斷發(fā)展和完善。
目前,國外已經(jīng)研制和生產(chǎn)了各種不同的標(biāo)準(zhǔn)組件,而中國作為未來工業(yè)機(jī)器人的主要生產(chǎn)國,標(biāo)準(zhǔn)化的過程是發(fā)展趨勢。中國制造業(yè)面臨著向高端轉(zhuǎn)變,承接國際先進(jìn)制造、參與國際分工的巨大挑戰(zhàn)。加快工業(yè)機(jī)器人技術(shù)的研究開發(fā)與生產(chǎn)是中國抓住這個歷史機(jī)遇的主要途徑。因此我國工業(yè)機(jī)器人產(chǎn)業(yè)發(fā)展要進(jìn)一步落實:第一,工業(yè)機(jī)器人技術(shù)是我國由制造大國向制造強(qiáng)國轉(zhuǎn)變的主要手段和途徑,政府要對國產(chǎn)工業(yè)機(jī)器人有更多的政策與經(jīng)濟(jì)支持,參考國外先進(jìn)經(jīng)驗,加大技術(shù)投入與改造;第二,在國家的科技發(fā)展計劃中,應(yīng)該繼續(xù)對智能機(jī)器人研究開發(fā)與應(yīng)用給予大力支持,形成產(chǎn)品和自動化制造裝備同步協(xié)調(diào)的新局面;第三,部分國產(chǎn)工業(yè)機(jī)器人質(zhì)量已經(jīng)與國外相當(dāng),企業(yè)采購工業(yè)機(jī)器人時不要盲目進(jìn)口,應(yīng)該綜合評估,立足國產(chǎn)。智能化、仿生化是工業(yè)機(jī)器人的最高階段,隨著材料、控制等技術(shù)不斷發(fā)展,實驗室產(chǎn)品越來越多的產(chǎn)品化,逐步應(yīng)用於各個場合。伴隨移動互聯(lián)網(wǎng)、物聯(lián)網(wǎng)的發(fā)展,多傳感器、分布式控制的精密型工業(yè)機(jī)器人將會越來越多,逐步滲透制造業(yè)的方方面面,并且由制造實施型向服務(wù)型轉(zhuǎn)化。
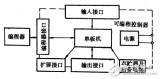
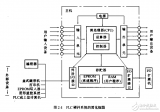
隨著大規(guī)模集成電路和微處理機(jī)技術(shù)的發(fā)展和應(yīng)用。上述控制技術(shù)也發(fā)生了根本變化。在70年代出現(xiàn)了用軟件手段來實現(xiàn)各種控制功能,以微處理器為核心的新興工業(yè)控制器——可編程程序控制器(PLC)。這種期間完全能夠適應(yīng)惡劣的工業(yè)環(huán)境,由于它兼?zhèn)淞擞嬎銠C(jī)控制和繼電器-接觸器控制兩方面的優(yōu)點(diǎn),故目前世界各國將其作為一種標(biāo)準(zhǔn)化通用設(shè)備普遍應(yīng)用于工業(yè)控制。
1.剪切機(jī)功能結(jié)構(gòu)
本液壓剪切機(jī)主要用于板料的剪切加工。其主機(jī)由送料機(jī)構(gòu)4、料架5、壓塊1和剪刀2等組成。物料的壓緊和剪切由液壓缸驅(qū)動。各工作機(jī)構(gòu)行程上布置有電氣行程開關(guān)csoi~sos),用來發(fā)信并與PLC共同實現(xiàn)自動控制。
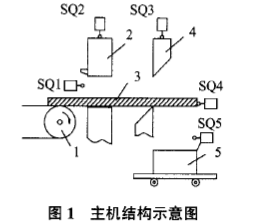
剪切機(jī)在初始位置時,壓緊板料的壓塊1在上部位置,行程開關(guān)SQ2被頂開。剪刀2也在上面,行程開關(guān)SQ4被頂開。行程開關(guān)soi和SQ5均為常開。
剪切機(jī)進(jìn)入工作狀態(tài)前,物料放在送料帶上,然后啟動液壓系統(tǒng)并升壓到工作壓力后,開動送料機(jī)構(gòu),向前輸送物料,當(dāng)物料送至規(guī)定的剪切長度時壓下行程開關(guān)SQI發(fā)信,使送料機(jī)構(gòu)停止,壓塊由液壓缸帶動下落,從而接通行程開關(guān)SQ2。當(dāng)壓塊下落到壓緊物料位置觸動s03時,剪刀由另一液壓缸帶動下降,行程開關(guān)s04接通。剪刀切斷物料后,物料下落,行程開關(guān)SQI復(fù)位斷開。每落一塊板料到料架上,sos接通一次,計一次數(shù)。與此同時,壓塊和剪刀分別回程復(fù)位,即完成一次自動工作循環(huán)。然后自動重復(fù)上述過程,實現(xiàn)剪切機(jī)的工作過程自動控制。
2.液壓系統(tǒng)設(shè)計
2.1液壓回路的選擇
確定液壓執(zhí)行元件以后,根據(jù)設(shè)備的共組特點(diǎn)和工作要求確定對主要性能起決定性影響的主要回路,機(jī)械手液壓系統(tǒng)主要有針對伸縮運(yùn)動,升降運(yùn)動和回轉(zhuǎn)運(yùn)動的三個主要運(yùn)動回路。
2.2液壓元件和液壓回路綜合
液壓回路的綜合就是把選擇的液壓回路放在一起,進(jìn)行歸并整理,增加必要的液壓元件和輔助回路,確定完整的液壓傳動系統(tǒng)。同時注意:a.盡量簡化系統(tǒng)機(jī)構(gòu),減少不必要的液壓元件使用;b.保證整個液壓系統(tǒng)運(yùn)動動作的可靠,安全,沒有元件與機(jī)構(gòu)之間的相互干涉問題的存在;c.盡可能的去提高系統(tǒng)的工作效率,減少不必要的功耗的浪費(fèi);d.盡可能采用標(biāo)準(zhǔn)通用的液壓元件。
2.3驅(qū)動設(shè)計要求
1)滿足工業(yè)機(jī)械手動作順序要求。動作順序的各個動作均由電控系統(tǒng)發(fā)訊號控制相應(yīng)的電磁鐵,按程序依次步進(jìn)動作而實現(xiàn)。
2)機(jī)械手伸縮臂安裝在升降大臂上,前端安裝夾持器,按控制系統(tǒng)的指令,完成工件的自動換位工作。伸縮要平穩(wěn)靈活,動作快捷,定位準(zhǔn)確,工作協(xié)調(diào);
3)控制系統(tǒng)設(shè)計要滿足伸縮臂動作邏輯要求,液壓缸及其控制元件的選擇要滿足伸縮臂動力要求和運(yùn)動時間要求。
本次設(shè)計采用液壓傳動的控制方式,相比其他傳動方式有以下幾點(diǎn)優(yōu)點(diǎn):
1)液壓傳動能在運(yùn)行中實行無極調(diào)速,調(diào)速方便且調(diào)速范圍比較大;
2)在同等功率條件下,液壓傳動裝置的體積小,重量輕,慣性小,結(jié)構(gòu)緊湊,而且能傳遞較大的力或轉(zhuǎn)矩
3)液壓傳動工作比較平穩(wěn),反應(yīng)快,沖擊小,能高速啟動、制動和換向。液壓傳動裝置的換向,回轉(zhuǎn)運(yùn)動每分可達(dá)500次
4)液壓傳動裝置的控制、調(diào)節(jié)比較簡單,操縱比較方便、省力,易于實現(xiàn)自動化,與電氣控制配合使用,能實現(xiàn)復(fù)雜的順序動作和遠(yuǎn)程控制
5)液壓傳動裝置易于實現(xiàn)過載保護(hù),系統(tǒng)超負(fù)荷,油液經(jīng)溢流閥回油箱。由于采用油液作工作介質(zhì),能自行潤滑,所以壽命比較長
6)液壓傳動易于實現(xiàn)系列化、標(biāo)準(zhǔn)化、通用化,利于設(shè)計,制造和推廣使用
7)液壓傳動易于實現(xiàn)回轉(zhuǎn)、直線運(yùn)動,且元件排列布置靈活
8)液壓傳動中,由于功率損失所產(chǎn)生的熱量可由流動著的油帶走,所以可避免在系統(tǒng)某些局部位置產(chǎn)生過度溫升
3.PLC選型
選擇合理PLC的型號,對于提高PLC控制系統(tǒng)的技術(shù)經(jīng)濟(jì)指標(biāo)起著重要作用。選擇機(jī)型的基本原則是在功能滿足要求的前提下,保證可靠,維護(hù)使用方便以及最佳功能價格比。
(1)結(jié)構(gòu)選擇
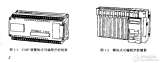
PLC主要有整體式和模塊式。
整體式PLC:整體式PLC的每一個點(diǎn)的平均價格比模塊式的便宜,且體積相對小,一般用于系統(tǒng)工藝過程較為固定,環(huán)境條件較好,維修量較小的小型控制系統(tǒng)中。
模塊式PLC:模塊式PLC功能擴(kuò)展靈活方便。在點(diǎn)數(shù)上,輸入點(diǎn)數(shù),輸出點(diǎn)數(shù)的比例,模塊的種類方面選擇余地大,且維修方便,一般用于較復(fù)雜的控制系統(tǒng)。
對于組合機(jī)床,選用整體式PLC較好。
(2)I/O點(diǎn)選取原則
PLC平均的I/O點(diǎn)價格比較高,因此應(yīng)該合理選用PLC的I/O點(diǎn)數(shù)量,在滿足控制要求的前提下力爭使用的I/O點(diǎn)最少,但必須留有一定余量。通常I/O點(diǎn)數(shù)是根據(jù)被控制對象的輸入輸出信號的實際需要,再加上10%-20%的余量來確定。
由PLC組成的四工位組合機(jī)床控制系統(tǒng)有輸入信號42個,均為開關(guān)量。其中檢測元件17個,按鈕開關(guān)24個,選擇開關(guān)1個。
電控制系統(tǒng)有輸出信號27個,其中電磁閥16個,六臺電動機(jī)的接觸器和5個指示燈。根據(jù)I/O點(diǎn)數(shù)的選取原則考慮10%-20%的I/O點(diǎn)數(shù)余量輸入點(diǎn)數(shù)可選取46-50個輸出點(diǎn)數(shù)可選取29-33個。
(3)確定PLC機(jī)型及擴(kuò)展模塊。
根據(jù)(1)(2)及實際PLC機(jī)型點(diǎn)數(shù),選用FX2N-64MR主機(jī)和一個16點(diǎn)的輸入擴(kuò)展模塊(FX-16EX)這樣共有輸入點(diǎn)(32+16)。輸出點(diǎn)就是主機(jī)的32。足夠可以滿足42個輸入,27個輸出的要求,而且留有一定余量。
1.1輸入輸出信號分配
輸入輸出信號地址表是將輸入輸出列成表,給出相應(yīng)的地址和名稱,以備軟件編程和系統(tǒng)調(diào)試時使用的一種表。由本設(shè)計可知控制電路中的按鈕,行程開關(guān),檢測元件等觸點(diǎn)都屬于PLC的輸入設(shè)備,PLC的輸出控制對象主要是控制電路中的執(zhí)行元件,本設(shè)計主要是接觸器,電磁閥,指示燈。根據(jù)電控系統(tǒng)的輸入輸出信號表知:
1輸入元件數(shù)量
行程開關(guān)12個
按鈕24個
選擇開關(guān)1個
檢測元件5個
2輸出元件數(shù)量
電磁閥16個
接觸器6個
指示燈5個
根據(jù)本設(shè)計選用的PLC機(jī)型,將輸入輸出元件分配到PLC的輸入輸出接口。
4.PLC控制系統(tǒng)軟件設(shè)計
根據(jù)本設(shè)計的控制與工藝要求,按液壓剪切機(jī)的動作順序及每步所完成的任務(wù),可得工作循環(huán)流程。
本液壓剪切機(jī)的PLC控制設(shè)有手動和自動兩種工作方式,調(diào)試時用手動方式,連續(xù)生產(chǎn)時用自動方式。當(dāng)工作方式開關(guān)置于手動時,可通過操作臺面板上相應(yīng)的按鈕開關(guān)運(yùn)行某道工序;當(dāng)工作方式開關(guān)設(shè)置為自動時,則由PLC軟件支持實現(xiàn)自動工作循環(huán)并可對意外故障人工干預(yù),緊急停機(jī)。
為了節(jié)省輸入接點(diǎn),以利根據(jù)需要拓展功能,將手動與自動同一操作的發(fā)信元件接到PLC的同一輸入接點(diǎn)上。在自動工作方式時,通過手/自動轉(zhuǎn)換開關(guān)S及軟件控制的PLC內(nèi)部輔助繼電器,可使手動操作不起作用。
5.設(shè)計PLC控制系統(tǒng)狀態(tài)轉(zhuǎn)移圖與梯形圖程序
狀態(tài)轉(zhuǎn)移圖,它是完整地描述控制系統(tǒng)的工作過程,功能和特性的一種圖形,是分析和設(shè)計電路系統(tǒng)控制程序的重要工具。本設(shè)計的狀態(tài)轉(zhuǎn)移圖按下列幾步進(jìn)行的
1按液壓剪切機(jī)的控制要求與加工工藝畫出狀態(tài)轉(zhuǎn)移圖。
2在畫出的狀態(tài)轉(zhuǎn)移圖上以PLC輸入點(diǎn)或其他元件定義狀態(tài)轉(zhuǎn)換條件。
3按照電控系統(tǒng)提供的電氣執(zhí)行元件功能表,在狀態(tài)流程圖上對每個狀態(tài)和動作命令配畫上實現(xiàn)該狀態(tài)或動作命令的控制功能的電氣執(zhí)行元件,并以對應(yīng)的PLC輸出點(diǎn)的編號定義這些電氣執(zhí)行元件。
由狀態(tài)轉(zhuǎn)移圖易的相應(yīng)的梯形圖程序,它們二者是一一對應(yīng)關(guān)系,梯形圖程序請見圖1
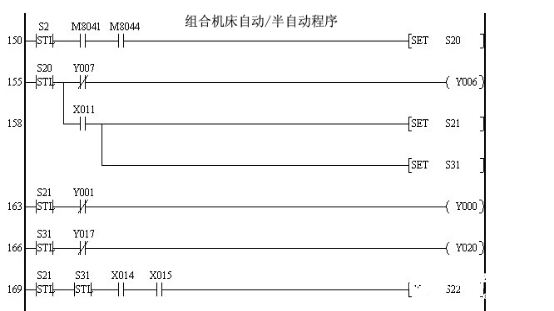
圖1PLC控制系統(tǒng)梯形圖程序
6.結(jié)論
在實際的生產(chǎn)中,為了提高生產(chǎn)率,減少勞動強(qiáng)度,液壓裝置也就被廣泛地用于工業(yè)生產(chǎn)中,它可以無疲勞地進(jìn)行重復(fù)的動作。PLC作為新一代的工業(yè)控制裝置,具有開發(fā)柔性好,接線簡單,安裝方便,抗干擾性強(qiáng)等特點(diǎn),用它來控制四工位組合機(jī)床這樣復(fù)雜的生產(chǎn)設(shè)備,是理想的選擇。PLC的采用,降低了機(jī)床的故障率,節(jié)省了大量的維修費(fèi)用,提高了整機(jī)的可靠性,保證了工件的精度要求
責(zé)任編輯:gt
-
控制器
+關(guān)注
關(guān)注
112文章
16416瀏覽量
178761 -
控制系統(tǒng)
+關(guān)注
關(guān)注
41文章
6642瀏覽量
110721 -
plc
+關(guān)注
關(guān)注
5013文章
13345瀏覽量
464383
發(fā)布評論請先 登錄
相關(guān)推薦
PLC控制的自動剪切機(jī)系統(tǒng)
可編程序控制器產(chǎn)品詳解
可編程序控制器的功能指令在電氣系統(tǒng)中的應(yīng)用技巧
對可編程序控制器控制系統(tǒng)的可靠性探討





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論