") 基于PLC控制技術(shù)實現(xiàn)定尺剪切控制系統(tǒng)的設(shè)計
基于PLC控制技術(shù)實現(xiàn)定尺剪切控制系統(tǒng)的設(shè)計
1、引言
生產(chǎn)飲料筒、油漆筒(桶)、機油筒(桶)等薄板類金屬容器的第一道工序就是把厚為0.2~0.5mm、寬為320~1200mm的卷板按所生產(chǎn)容器的不同剪成不同長度的板料,然后送到下面的工序,如套色印花、焊接、脹型、封口(底)等最終成型。由于后面的工序,特別是套色印花工序?qū)﹂L度偏差的要求甚高,為±0.25mm/1000mm(對角線偏差為±0.4mm/1000mm),單位時間的剪切數(shù)量較高,一般不少于50/min,普通的剪切設(shè)備達不到上述要求。有經(jīng)濟實力的大型企業(yè)從國外進口生產(chǎn)線,這種生產(chǎn)線從板料的開卷、校平、定尺剪切到最終成型,由工控計算機作上位機,控制多臺PLC,既由計算機根據(jù)動作需要向PLC寫入或讀出數(shù)據(jù),達到控制整條生產(chǎn)線的目的。這種生產(chǎn)線結(jié)構(gòu)復(fù)雜,價格昂貴。對于中小企業(yè),我們研制了一種僅需1臺PLC控制的、結(jié)構(gòu)簡單、造價低廉、剪切精度和剪切產(chǎn)量達到和超過上述要求的高精度定尺剪切系統(tǒng)。
剪切系統(tǒng)的結(jié)構(gòu)示意如圖1所示。由圖1可見,系統(tǒng)的機械部分由夾送機構(gòu)和剪切機構(gòu)兩部分組成:夾送機構(gòu)由交流伺服電機驅(qū)動旋轉(zhuǎn),上下夾送輥的加緊力調(diào)至剛好壓緊板料,使板料在兩輥中按設(shè)定的速度無滑動滾動;剪切機構(gòu)與一般剪床同,只是剪切的驅(qū)動力來自高壓氣體。
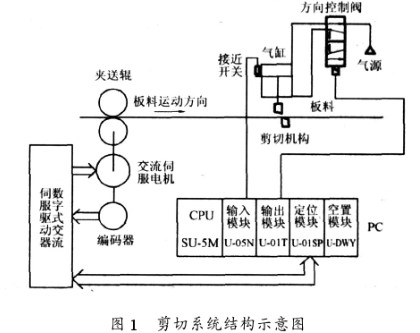
系統(tǒng)的電氣控制部分采用日本光洋的SU系列可編程序控制器;包括SU-5M(CPU模塊),U-01SP單軸伺服定位控制摸塊;U-05N16點DC12/24V輸入模塊;U-01T8點AC220V繼電器輸出模塊等;人機界面為CL-02DS液晶漢字顯示設(shè)定單元。伺服系統(tǒng)采用日本安川的交流伺服電機SGMGH-20ADA61和SGDM-20AD數(shù)字交流伺服驅(qū)動器。
2、定尺剪切控制
2.1 控制原理
在手動狀態(tài)(板料安裝)時,夾送輥可作正反2個方向轉(zhuǎn)動。在自動工作情況下,夾送輥的轉(zhuǎn)動方向如圖1所示。若確定單位脈沖的移動量和編碼器每轉(zhuǎn)一圈的脈沖數(shù),當夾送輥的直徑一定時,夾送輥每轉(zhuǎn)一定的角度或圈數(shù),板料的移動長度也就確定了。當PLC檢測到伺服電機反饋的脈沖數(shù)達到所設(shè)定的目標值(既長度)時,PLC發(fā)出信號,交流伺服電機停止轉(zhuǎn)動,同時,方向控制閥的電磁鐵通電,氣缸執(zhí)行剪切動作。剪切機構(gòu)的每一次剪切使接近開關(guān)獲得1個脈沖,此脈沖即可計算剪切數(shù)量,又能作為下1個循環(huán)的開始信號。
2.2 參數(shù)設(shè)置
(1) 一般參數(shù)的設(shè)置
a) 主軸轉(zhuǎn)速(自動運轉(zhuǎn)時,下同)的確定:確定主軸的轉(zhuǎn)速要兼顧2個方面,一是生產(chǎn)能力,二是轉(zhuǎn)動慣性。轉(zhuǎn)速不是越快越好,太快,轉(zhuǎn)動慣性大,達不到精確停止的要求,剪切長度精度不高;當然,慢了,達不到生產(chǎn)力的要求。
b) 脈沖當量的確定:在本例中,之所以能進行高精度定尺剪切,實際上就是精確的控制夾送輥每個脈沖轉(zhuǎn)動的角度(脈沖當量)。當夾送輥直徑一定時,它轉(zhuǎn)過一定的角度,就對應(yīng)轉(zhuǎn)過一定的弧長,既為板料移動的長度。從理論上說,脈沖當量越小,剪切長度精度越高,但對控制系統(tǒng)的要求也越高,不經(jīng)濟。一般情況下,脈沖當量比加工精度高一個數(shù)量級即可。
c) 脈沖編碼器反饋的每轉(zhuǎn)脈沖數(shù)(分周比)的確定:脈沖當量確定以后,這個參數(shù)就好確定了。設(shè)計時,夾送輥的直徑已定,則其周長也已確定。只要用主動輥的周長除以脈沖當量,即為脈沖編碼器反饋的每轉(zhuǎn)脈沖數(shù)。該數(shù)應(yīng)為整數(shù),當?shù)脭?shù)為小數(shù)時,與脈沖當量一同作一些調(diào)整即可。應(yīng)注意的是確定的脈沖編碼器反饋的每轉(zhuǎn)脈沖數(shù)必須在所選的脈沖編碼器最大的每轉(zhuǎn)脈沖數(shù)范圍之內(nèi)。
d) 伺服驅(qū)動器工作模式:速度控制模式。
(2) 智能模塊的參數(shù)選擇
U-01SP智能模塊的參數(shù)共有21個,主要參數(shù)有:
a) 設(shè)定的主軸轉(zhuǎn)速時智能模塊發(fā)出的脈沖頻率FBF:U-01SP智能模塊與數(shù)字式交流伺服驅(qū)動器配合使用,可以在交流伺服電機額定的轉(zhuǎn)速內(nèi)任意設(shè)定,這個設(shè)定值就是FBF:
FBF(kHz)=主軸轉(zhuǎn)速(RPS)×脈沖編碼器反饋的每轉(zhuǎn)脈沖數(shù)(PPR)該參數(shù)必須在智能模塊的最大FBF范圍之內(nèi)。
b) 主軸手動速度的確定:根據(jù)手動安裝板料的需要,一般設(shè)定為主軸轉(zhuǎn)速的10%~20%。
c) 加、減速時間,即主軸從0轉(zhuǎn)速到額定轉(zhuǎn)速(或反之)所需要的時間:主要根據(jù)剪切的板長確定,剪切的板長較短時,該時間可短些,反之,可長些。對于本例,可選500~1000ms。
d) 緊急停止時間,在自動運轉(zhuǎn)時,從額定轉(zhuǎn)速到停止轉(zhuǎn)動的時間:當系統(tǒng)發(fā)生意外時,控制系統(tǒng)需急停,以減少對系統(tǒng)和機器的損傷。該時間可少些,一般選500ms以內(nèi)。其余參數(shù)可用該模塊出廠時的原設(shè)定值或根據(jù)需要設(shè)定。
2.3 程序設(shè)計
這里使用的SU-5M型PLC與大多數(shù)型號的中型PLC在程序設(shè)計上并無大的差異,由于采用了高級語言編程,更接近計算機的流程圖設(shè)計思路。特別需要指出的是U-01SP單軸伺服定位控制模塊采用類似數(shù)控CNC系統(tǒng)的G語言,編程方便、功能強大。
舉例:G00 X(位置值) F(速度值);代表一個典型的階梯形定位指令。
單軸伺服定位控制模塊U-01SP的控制信號通過模塊所占I/O定義號對應(yīng)。
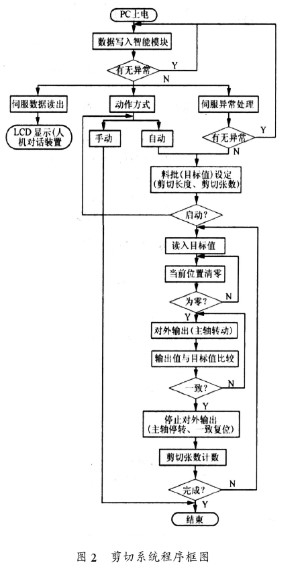
(1) PLC上電后,首先進行初始化處理:把為系統(tǒng)建立的參數(shù)表從CPU寫入智能模塊U-01SP、檢查系統(tǒng)有無錯誤、數(shù)據(jù)有無錯誤、語法有無錯誤,檢查結(jié)果判斷為正常時,系統(tǒng)進入伺服準備狀態(tài),這其中包括進入到動作方式(手動、自動)選擇、數(shù)據(jù)監(jiān)控狀態(tài)(伺服數(shù)據(jù)讀出)、伺服異常(數(shù)據(jù)出錯、系統(tǒng)出錯、語法出錯)處理完畢狀態(tài)。
(2) 在手動狀態(tài)下,按下主軸正、反轉(zhuǎn)按鈕,主軸可驅(qū)動板料前進、后退;按下手動剪切按鈕,剪去板頭。此狀態(tài)一般在新安裝板料時使用,手動剪切不計數(shù)。
(3) 在自動狀態(tài)下,料批(剪切長度、剪切張數(shù))在人機對話裝置CL-02DS液晶設(shè)定顯示單元上設(shè)定完畢后(實際上料批可在PLC上電后任意動作方式下設(shè)定),CL-02DS將料批數(shù)(十進制數(shù))轉(zhuǎn)換成BCD數(shù),存入到CPU的指定寄存器中,程序根據(jù)已確定的脈沖當量進行計算,轉(zhuǎn)換成脈沖數(shù),再將脈沖數(shù)變換成BIN數(shù),存入到U-01SP內(nèi)的指定目標寄存器而成為目標值。然后,人機對話裝置CL-02DS進入監(jiān)控狀態(tài)。按下自動剪切按鈕,主軸開始轉(zhuǎn)動,每次轉(zhuǎn)動的周長就是目標值的脈沖數(shù)與脈沖當量的乘積。到了目標值后主軸停止,氣缸執(zhí)行剪切動作,剪刀回位的同時,計量剪切 張數(shù),然后重復(fù)上次操作。直至達到剪切張數(shù)的目標值后停止。
由于圓周率的存在和轉(zhuǎn)動慣性,主軸每次轉(zhuǎn)過的實際周長與應(yīng)該轉(zhuǎn)過的周長還會有一點差異,雖然很小,在1mm以內(nèi),但對于±0.25mm的長度精度還有影響,這樣,在程序中按需要設(shè)定幾個尺寸段進行一定數(shù)量的脈沖補償(分段補償),最終完全達到了剪切長度精度要求。
3、結(jié)束語
適當改變脈沖當量、夾送輥直徑和脈沖編碼器反饋的每轉(zhuǎn)脈沖數(shù),剪切精度可提高一個數(shù)量級;剪切動作換成液壓缸執(zhí)行,能剪厚板,可用于機械、汽車等其它行業(yè)。該系統(tǒng)已在濟南、深圳等地投入使用,經(jīng)過近一年的運行,剪切長度精度、剪切速度完全達到設(shè)計要求和用戶要求,系統(tǒng)運行情況良好。該產(chǎn)品填補了我省空白,現(xiàn)已通過技術(shù)鑒定,正批量生產(chǎn)。
責任編輯:gt
-
控制器
+關(guān)注
關(guān)注
112文章
16406瀏覽量
178658 -
控制系統(tǒng)
+關(guān)注
關(guān)注
41文章
6639瀏覽量
110702 -
plc
+關(guān)注
關(guān)注
5013文章
13331瀏覽量
464218
發(fā)布評論請先 登錄
相關(guān)推薦
基于組態(tài)軟件的PLC控制系統(tǒng)仿真實現(xiàn)
PLC控制的自動剪切機系統(tǒng)
PLC控制系統(tǒng)設(shè)計概要
基于PLC的變尺剪切控制系統(tǒng)
PLC控制的自動剪切機系統(tǒng)
PLC的控制系統(tǒng)設(shè)計
PLC控制系統(tǒng)的電氣隔離技術(shù)
PLC實現(xiàn)定位控制系統(tǒng)應(yīng)用

基于PLC的售油控制系統(tǒng)設(shè)計與實現(xiàn)

PLC控制系統(tǒng)構(gòu)成及應(yīng)用技術(shù)
plc控制系統(tǒng)設(shè)計步驟
PLC控制系統(tǒng)及PLC控制器密碼應(yīng)用技術(shù)規(guī)范

基于PLC的售油控制系統(tǒng)設(shè)計與實現(xiàn)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論