 塑料激光焊接的方法、優勢及應用
塑料激光焊接的方法、優勢及應用
激光焊接作為一種熔接塑料制品的技術,主要用于連接敏感性的塑料制品,例如線路板、塑料零件電子感應器、復雜形狀的塑料制品,以及醫療器械等要求嚴格密封及潔凈度的塑料制品。
激光焊接原理
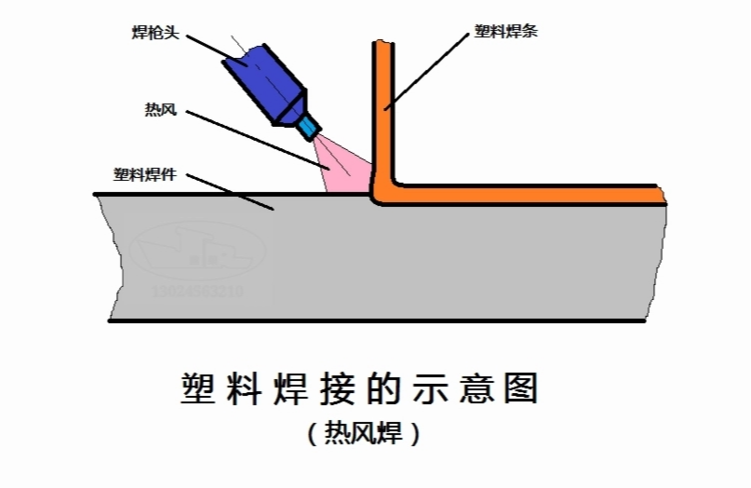
利用激光焊接技術進行兩件塑料部件焊接時,首先需要把部件夾緊在一起,然后以波長為810 ~ 1064 nm的近紅外線激光透射過第一個部件,激光透射后被第二個部件吸收,所吸收的近紅外線激光化為熱能,將兩個部件的接觸表面熔化形成焊接區。激光焊接工藝能夠制造出超過原材料強度的焊接縫。
塑料激光焊接常用焊接方法
在實際應用中,塑料激光焊接有幾種不同的焊接工藝方不法。
順序型周線焊接,激光沿著塑料焊接層的輪廓線移動并使其熔化,將塑料層逐漸粘結在一起;或者將被夾層沿著固定的激光束移動達到焊接的目的。
同步焊接,來自多個二極管激光器的激光束,通過光學元件將激光束整形,激光束被引導到沿著焊接層的輪廓線上,同時在焊縫處產生熱量,從而使整個輪廓線同時熔化并粘結在一起。
掃描焊接,掃描焊接又稱準同步焊接,掃描焊接技術綜合了上述順序型周線焊和同步焊接兩種焊接技術。利用反射鏡產生高速激光束10 米/秒的速度,沿著待焊接的部位移動,使得整個焊接處逐漸發熱并熔合在一起。
照射掩膜焊接,激光束通過模板進行定位,熔化并粘結塑料,模板只暴露出下面塑料層上面積一個很小的精確的焊接部位,激光束僅對制品上沒有被掩膜遮住的部分加熱。使用這種技術可以實現低至10微米的高精度焊接。
塑料激光焊接的優勢
激光焊接應用于塑料部件熔接的優點包括:焊接精密、牢固和密封不透氣和不漏水,焊接過程中樹脂降解少、產生的碎屑少,制品的表面能夠在焊縫周圍嚴密地連接在一起。激光焊接沒有殘渣的優點,使它更適用于國家食品藥品監督管理局管制的醫藥制品及電子傳感器等。
易于控制,可焊接尺寸小或外形結構復雜的工件。由于激光便于計算機軟件控制,而且光纖激光器輸出可靈活地達到零件各個細微部位,采用激光焊接能夠焊接其它焊接方法不易達到的區域,焊接具有復雜外形、甚至是三維幾何形狀的制品。
與其他熔接方法比較,激光焊接大幅減少制品的振動應力和熱應力。這意味著制品或者裝置內部組件的老化速度更慢,可應用于易損壞的制品。能夠焊接許多種類不同的材料。例如,能將透過近紅外激光的聚碳酸脂,玻纖增強的黑色聚對苯二甲酸丁二脂連接在一起,而其它的焊接方法根本不可能將兩種在結構、軟化點和增強材料等方面如此不同的聚合物連接起來。
塑料激光焊接應用
激光焊接是一項無振動焊接技術,因此它特別適合用于鼠標、移動電話、連接器等加工精密的電子元器件,以及那些需要以更清潔的方式來熔接的復雜部件,例如含有線路板的塑料制品、醫療設備等。
在汽車工業中,激光焊接塑料技術可用于制造很多汽車零部件,如自動門鎖、無鑰匙進出設備、燃油噴嘴、變檔機架、發動機傳感器、駕駛室機架、液壓油箱、過濾架、前燈和尾燈等。其它汽車方面的應用還包括進氣管光歧管的制造以及輔助水泵的制造。
在醫學領域,激光焊接技術可用于制造液體儲槽、液體過濾器材、軟管連接頭、造口術袋子、助聽器、移植體、分析用的微流體器件等。
激光還可以將塑料薄膜焊接在一起,它沿著薄膜的邊緣移動,通過粘接作用形成一個包裝用的封體結構。操作過程可以完成的非常快。
新材料激活激光焊接應用
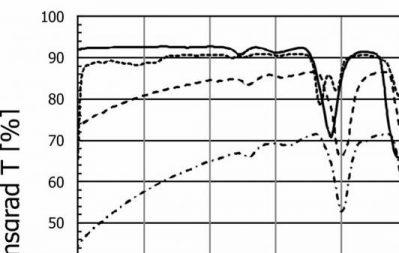
研究表明,聚合物對近紅外線激光的透射率至少達到20-50%,采用激光焊接技術才能獲得優良的焊接效果。絕大多數本色塑料和很多有色半透明塑料,都能夠達到此透光率要求,換句話說,激光焊接可以應用于絕大部分塑料。
另一方面,塑料對近紅外線激光的吸收率也是影響激光焊接效果的重要因素。大多數熱塑性塑料可通過加入適量的炭黑,大幅提高其對激光的吸收率,但是對一些材料而言,激光焊接的應用還存在一定局限性。例如,如果兩種材料均為透明或者白色,近紅外線激光都能透射通過,致使材料對近紅外線激光的吸收極低,在這種情況下即不能采用激光焊接。另一個典型例子是PPS和LCP塑料,兩種材料對近紅外線激光的透射率很低,若光兩種材料同時填充炭黑,則由于激光無法穿透而無法激光焊接。此外,許多礦物填充的化合物,也不適宜用激光來焊接,為克服激光焊接的這些局限性,一些塑料生產商積極研究開發有助于改善激光透射率及吸收率的新材料,并取得了可喜的進展,為激光焊接技術帶來更廣闊的應用前景。
-
電子元器件
+關注
關注
133文章
3334瀏覽量
105342 -
醫療設備
+關注
關注
12文章
949瀏覽量
66831 -
激光焊接
+關注
關注
3文章
486瀏覽量
21027
發布評論請先 登錄
相關推薦
不同類型的塑料激光焊接機的工作原理
激光焊接塑料的方法、工作原理及主要優勢


五種激光塑料焊接方法介紹








 工商網監
工商網監
評論