

鋼卷尺是人們日常生活中常用的量具,在鋼卷尺的生產過程中,鋼卷尺印刷完成后卷成一盤上千米長的尺帶盤,需對其進行切零。鋼卷尺的切零質量直接影響著尺帶的整體質量以及生產中產生廢品的概率。目前我國許多鋼卷尺生產企業的鋼卷尺切零仍停留在半自動切階段,由電機完成送帶,人工進行尺帶的瞄準和切帶,存在人為因素多、勞動強度大、生產效率低等弊端。
1.1 系統的工作原理
系統工作原理如圖1所示。系統通過K1700B控制器,定長快速精確(±2mm)送帶,中心控制器實時對CCD采集的圖像進行處理并輸出位置和瞄準信號。快速送帶完成后,數控裝置接收位置信號后,根據收到的位置信號控制送帶方向,進行慢速精確瞄準,數控系統收到來自中心控制器的瞄準信號后,停止電機送帶,自動沖切尺帶,最后由出帶機構完成自動出帶。
圖1 鋼卷尺自動切零機原理結構圖
1.2 零位動態識別一自動瞄準原理
鋼卷尺自動切零的關鍵是瞄準刻度線的位置識別與自動瞄準,是通過中心控制器來實現的。通過對FPGA的編程實現在監視器上發生兩條靜態視頻分劃豎線。和一條動態視頻橫線舊,(豎線的左右位置以及橫線的左右、上下、長短都可通過按鍵調節)。兩條視頻豎線作為瞄準基準線,通常企業選擇18cm刻度線作為瞄準刻度線,切帶位置和瞄準基準位置間距就為18cm。在鋼卷尺的刻度線紋中,厘米刻度線比毫米刻度線長,利用這個特點可通過視頻橫線來選擇瞄準對象。
瞄準刻度線的動態識別是通過動態掃描選中需要瞄準的刻度線,然后確定瞄準刻度線關于基準點的方位(基準點的左邊還是右邊)。為了防止在實際工作中鋼卷尺在快速輸運過程中產生上下竄動而引起誤識別,系統采用動態掃描技術來確定瞄準刻度線。其原理如下,待調節好兩豎線的間距(約為瞄準刻度線寬度的80%)和橫線的長度、位置后(橫線長度不超過10ram,均布于豎線兩側),在視頻橫線所覆蓋的區域上,一旦有一根以上或沒有刻度線時,視頻橫線就自動往下掃描(掃描區域設置為40行,掃描到最底端后,橫線回到起始位置從新往下掃描),直到橫線所覆蓋的區域上只有一根刻度線為止。在快速送帶精度保證下,瞄準刻度線始終位于瞄準基準線±2mm范圍之內,所以視頻橫線最多而且必定只選擇瞄準刻度線作為瞄準對象。選中瞄準對象后系統進行位置識別,以左豎線與橫線的交點為基準判斷瞄準對象位置,分辨出瞄準刻度線位于基準點的哪一邊,根據位置識別的結果,數控系統決定尺帶做瞄準運動的方向,控制送帶電機進而控制水平運動工作臺帶動尺帶往相應的方向運動。瞄準系統實時進行瞄準工作,當瞄準刻度線即18cm刻度線與兩視頻豎線重合時瞄準系統發出瞄準信號,數控系統控制送帶電機停止運動,以此實現鋼卷尺切零位系統的自動瞄準。
1.3 系統組成
鋼卷尺自動切零系統由3個子系統構成:進帶系統、位置識別與瞄準系統、切帶與出帶系統。其原理結構圖如圖1所示。進帶系統通過進帶電機和送帶電機實現快速送帶過程。為了使送帶過程平穩,防止損壞尺帶,在兩個電機間設置了一調節輪。調節輪的另一端與調節電位器相連。當送帶電機轉速比進帶電機快時,調節輪被向上提起從而改變了電位器的阻值,使變頻器輸出的時鐘脈沖頻率變高,進帶電機的轉速也就越快,直到進帶電機轉速和送帶電機轉速相等時,變頻器輸出的時鐘脈沖頻率不變。反之,當送帶電機降速時,進帶電機也跟著降速,保證了進帶和送帶的同步性。定位瞄準系統主要由做水平瞄準運動的工作臺和自動瞄準模塊組成,在上帶時,可通過調節手動手柄來微調零位位置,使尺帶的“0”刻度線與沖切的刀具對齊。壓帶機構前端與尺帶接觸的壓頭設計成與尺帶形狀吻合的弧形結構,所用材料為尼龍,以防止壓壞尺帶。切帶與出帶系統由氣缸、沖床、出帶電機等組成。沖切氣缸控制沖床向下沖壓,切斷尺帶。出帶電機處于常轉狀態,完成切帶后,出帶氣缸控制出帶壓輪下壓,在出帶電機的帶動下,將切好的尺帶自動送出。
2 系統硬件
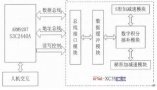
系統硬件結構由雙控制器及相應的功能模塊組成,如圖2示,主要由基于FPGA的中心控制器、KT700B單軸數控系統、送帶和瞄準運動系統、氣動系統等組成。各個功能模塊間通過通信線進行信號傳輸,在控制器的控制下協調工作。
2.1 中心控制單元
中心控制單元的主要功能是對CCD采集的視頻信號進行處理,輸出瞄準刻度線的位置信號和瞄準信號。圖3為中心控制單元的組成框圖,其中虛線內表示FPGA要實現的功能。中心控制單元主要由二值化電路、同步分離電路、FPGA、疊加電路等組成。視頻信號輸入后經同步分離電路分離出行同步信號和場同步信號,根據視頻分劃原理"。,通過對FPGA編程生成兩條靜態視頻豎線和一條動態視頻橫線的控制信號,相與后控制疊加電路,即可實現顯示屏幕上簡單幾何圖形與視頻圖像的疊加。視頻信號二值化后,以橫線控制信號作為時鐘基準,以視頻二值化信號和“0”電壓信號作為選擇對象,選出監視器中橫線所覆蓋區域的圖像的二值化信號,輸入到瞄準模塊和位置辨別模塊。瞄準時以兩條豎線與橫線的交點作為瞄準的時鐘基準,視頻橫線選出的二值化信號作為瞄準對象來實現瞄準。位置辨別時以左豎線與橫線的交點為基準點,以橫線選出的二值化圖像信號作為時鐘基準,以左豎線與橫線的交點的延時信號作為判斷對象,辨別瞄準刻度線在基準點的哪一邊。最終,中心控制單元輸出瞄準信號和位置信號給數控系統。同時為了有效地抑制系統噪聲,消除接地回路的干擾,提高系統的響應速度,對輸出信號進行了光電隔離。
圖3 基于FPGA的中心控制單元原理框圖
2.2 數控系統
數控系統采用的是上海開通公司生產的KT700B單軸數控系統,其主要功能是對電機和氣動系統的控制。開始工作后,由數控系統控制壓輪下壓,送帶電機快速轉動。送帶完成后,開始接收中心控制單元的位置信號和瞄準信號,控制進帶電機進行慢速精確瞄準,收到瞄準信號后,控制沖切汽缸完成切帶,最后控制出帶壓輪下壓完成出帶。
3 系統軟件
系統軟件部分包括FPGA的程序以及數控器的程序。FPGA的主要功能是生成兩條靜態視頻豎線、一條動態視頻橫線的控制信號以及產生瞄準和位置信號。數控系統控制氣動系統和送帶電機,實現壓帶、快速送帶、慢速送帶,出帶等操作。圖4為系統軟件的控制流程圖。
圖4 系統軟件流程框圖
4 系統精度分析
影響鋼卷尺自動切零機切帶精度的因素主要有:鋼卷尺上帶調整誤差,零位動態瞄準誤差以及其他隨機誤差等。在上帶調整后,瞄準基準線與切帶位置距離的值和瞄準刻度線示值的差值就是上帶調整誤差。上帶調整誤差的大小與操作工人操作熟練程度有關,一般
零位動態瞄準誤差是由于鋼卷尺的零位瞄準是動態瞄準而產生的誤差。零位瞄準電路的瞄準掃描周期r為20ms,在零位瞄準電路工作時,鋼卷尺在瞄準運動系統的帶動下,一直處于運動狀態。系統使用的送帶伺服電機在慢速送帶時的線速度為1.5mm/s,即慢速送帶時鋼卷尺的速度為1.5mm/s,那么瞄準誤差為:
除了上面所說的兩種誤差外,系統還存在著其他隨機誤差,根據工廠經驗,這些誤差綜合起來一般在0.05mm左右,因此自動切零位系統總誤差小于0.08mm。
5 結束語
采用了以FPGA為核心的中心控制單元、KTT00B數控系統等,在進行軟硬件模塊化設計的基礎上,開發了高性價比鋼卷尺自動切零系統。它不僅大大降低了操作工人的勞動強度,提高了生產速度,而且也提高了零位瞄準時的精度。圖5為鋼卷尺自動切零系統實物圖。該系統已應用于企業生產實踐中,切帶精度優于±0.08mm,切帶速度為2~3s/條,企業反響良好。
-
FPGA
+關注
關注
1638文章
21877瀏覽量
610670 -
微處理器
+關注
關注
11文章
2349瀏覽量
83437 -
數控系統
+關注
關注
5文章
262瀏覽量
24643
發布評論請先 登錄
相關推薦
基于ARM和FPGA的嵌入式數控系統設計
【TL6748 DSP申請】數控系統開發
基于ARM和FPGA的嵌入式數控系統該怎么設計?
基于ARMS和FPGA的嵌入式數控系統該怎么設計?
基于ARM數控系統的PC104總線設計
基于DSP的機床數控系統設計
數控系統的原理及組成
數控系統的組成原理
基于ARM與FPGA的嵌入式數控系統設計







 工商網監
工商網監

評論