 基于三菱F1-60MR控制器的球面軸承外滾道超精機設計
基于三菱F1-60MR控制器的球面軸承外滾道超精機設計
1 引言
以往深溝球面內外套精磨床是采用繼電器進行控制的,控制部分體積龐大,響應時間長,且可靠性不高,經常出現故障,磨床磨削工件的功能單一,有的磨床只能進粗磨,有的磨床只能進行精磨。完成一個成品工件加工,先在粗磨磨床進行粗磨,然后再將其送到精磨磨機進行精磨。基于這種情況,我們采用可編程序控制器對其控制電路進行了技術改造,將兩臺磨床的功能集中到一臺磨床上實現,即粗磨、精磨一次完成。這樣不僅可以減小控制部分體積、增強系統的可靠性,而且提高了系統的利用率,降低了成本,在實際應用中取得了很好的效果,對于工業企業實現相關機床的改造具有較高的應用與參考價值。
2 PLC的基本概念
早期的可編程控制器稱作可編程邏輯控制器(Programmable Logic Controller,PLC),它主要用來代替繼電器實現邏輯控制。隨著技術的發展,這種采用微型計算機技術的工業控制裝置的功能已經大大超過了邏輯控制的范圍,因此,今天這種裝置稱作可編程控制器,簡稱PC。但是為了避免與個人計算機(Personal Computer)的簡稱混淆,所以將可編程序控制器簡稱PLC,plc自1966年美國數據設備公司(DEC)研制出現,現行美國,日本,德國的可編程序控制器質量優良,功能強大。
3 PLC的工作原理
當PLC投入運行后,其工作過程一般分為三個階段,即輸入采樣、用戶程序執行和輸出刷新三個階段。完成上述三個階段稱作一個掃描周期。在整個運行期間,PLC的CPU以一定的掃描速度重復執行上述三個階段。
1 輸入采樣階段 在輸入采樣階段,PLC以掃描方式依次地讀入所有輸入狀態和數據,并將它們存入I/O映象區中的相應得單元內。輸入采樣結束后,轉入用戶程序執行和輸出刷新階段。在這兩個階段中,即使輸入狀態和數據發生變化,I/O映象區中的相應單元的狀態和數據也不會改變。因此,如果輸入是脈沖信號,則該脈沖信號的寬度必須大于一個掃描周期,才能保證在任何情況下,該輸入均能被讀入。
2 用戶程序執行階段
在用戶程序執行階段,PLC總是按由上而下的順序依次地掃描用戶程序(梯形圖)。在掃描每一條梯形圖時,又總是先掃描梯形圖左邊的由各觸點構成的控制線路,并按先左后右、先上后下的順序對由觸點構成的控制線路進行邏輯運算,然后根據邏輯運算的結果,刷新該邏輯線圈在系統RAM存儲區中對應位的狀態;或者刷新該輸出線圈在I/O映象區中對應位的狀態;或者確定是否要執行該梯形圖所規定的特殊功能指令。即,在用戶程序執行過程中,只有輸入點在I/O映象區內的狀態和數據不會發生變化,而其他輸出點和軟設備在I/O映象區或系統RAM存儲區內的狀態和數據都有可能發生變化,而且排在上面的梯形圖,其程序執行結果會對排在下面的凡是用到這些線圈或數據的梯形圖起作用;相反,排在下面的梯形圖,其被刷新的邏輯線圈的狀態或數據只能到下一個掃描周期才能對排在其上面的程序起作用。
在程序執行的過程中如果使用立即I/O指令則可以直接存取I/O點。即使用I/O指令的話,輸入過程影像寄存器的值不會被更新,程序直接從I/O模塊取值,輸出過程影像寄存器會被立即更新,這跟立即輸入有些區別。
3 輸出刷新階段
當掃描用戶程序結束后,PLC就進入輸出刷新階段。在此期間,CPU按照I/O映象區內對應的狀態和數據刷新所有的輸出鎖存電路,再經輸出電路驅動相應的外設。這時,才是PLC的真正輸出。
2 控制系統的設計思想
根據工件加工工藝的要求,控制系統設定了手動、自動、粗磨精磨定時等方案。
1. 手動/自動轉換,當轉換開關旋至手動狀態時,自動不起作用,系統通過操作面板上不同的手動控制按鈕來完成各道工序;類似的轉換開關旋至自動狀態時,按下啟動信號,PLC則按預先設計的符合工藝要求的程序運行。
2. 粗磨階段:油石的壓力較大,主軸低速運轉;精磨階段:油石的壓力較小,主軸高速運轉。
3. 選用8421BCD碼數據撥盤對粗磨精磨定時進行控制,工件加工時間可根據工藝要求選擇不同的磨削時間,這樣無需再設計數碼輸入顯示電路,有效地節省了PLC的輸入點,簡化了硬件電路。
3 控制系統的硬件設計
控制系統采用日本三菱公司生產的F1-60MR可編程序控制器,其硬件框圖如圖1 。
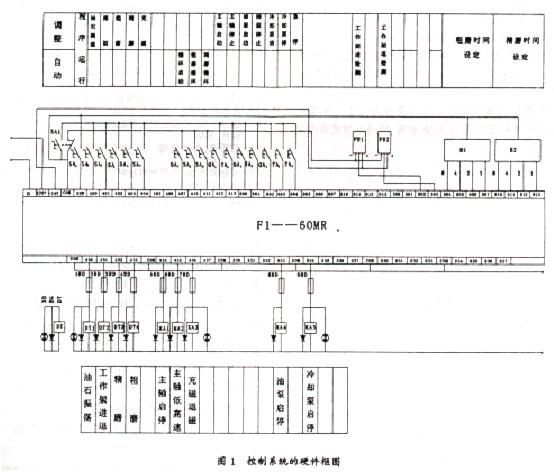
由硬件框圖可知,系統可完成如下功能:
(1) 主軸低高速自動轉換。
(2) 工件架自動進退。
(3) 油石高低頻振蕩自動轉換。
(4) 粗磨、精磨任意選時。
(5) 工件充退磁。
4 控制系統的軟件設計
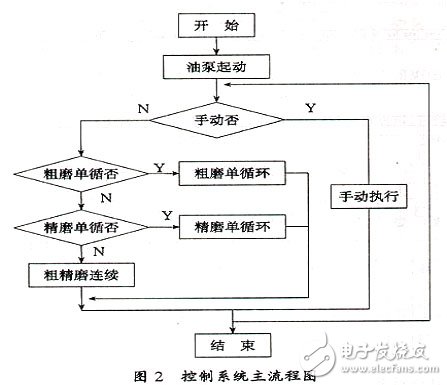
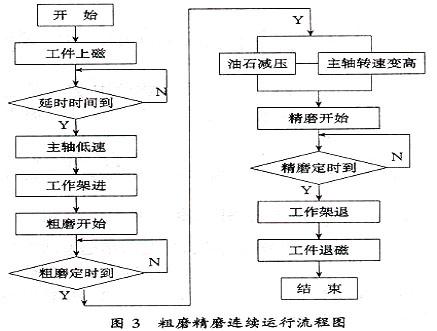
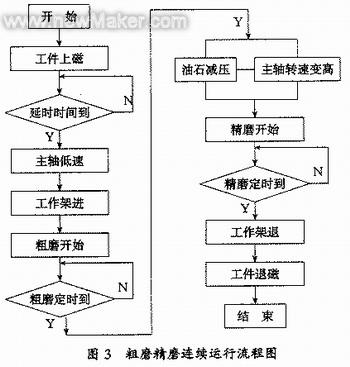
軟件結構根據控制要求而設計,主要劃分為四大模塊:即手動模塊,粗磨單循環模塊,精磨單循環模塊,循環啟動(先粗磨后精磨)模塊,由于整個軟件結構的路程圖較多,這里僅給出主程序流程圖見圖2和循環啟動流程圖見圖3 (手動、粗磨單循、精磨單循流程圖從略)。
5 結束語
通過對球面軸承外滾道超精機進行PLC控制技術改造,使得控制電路體積大大減小,消除了由中間繼電器和時間繼電器觸點接觸不良引起的系統故障。提高了生產效率,降低了工人的勞動強度,取得了顯著的經濟效益。
-
控制器
+關注
關注
112文章
16398瀏覽量
178544 -
plc
+關注
關注
5013文章
13327瀏覽量
464081 -
可編程控制器
+關注
關注
6文章
536瀏覽量
38875
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論