 SVF3000變頻器在拉絲機雙變頻控制系統應用分析
SVF3000變頻器在拉絲機雙變頻控制系統應用分析
1、前言
拉絲機屬于線纜行業的一種常用設備,按結構形狀分為水箱式拉絲機、倒立式拉絲機、直進式拉絲機等。按出線直徑分為:大拉機(進線直徑=8mm ,出線直徑=3~1.3mm);中拉機(進線直徑=3~1.8 mm, 出線直徑=1~0.3mm);小(細)拉機(進線直徑=1~0.2mm,出線直徑=0.3~0.06mm);微拉機(進線直徑=0.12~0.06mm,出線直徑=0.06~0.01mm)。粗線通過模具經過多道拉細處理, 模具有很多種,常見的有以下幾種=圓形拉絲模、螺旋模、聚晶模等。
本文以某廠家在微拉機中的應用為例,來說明SVF3000變頻器控制的應用過程及效果。
2、拉絲機雙變頻控制系統
拉絲機變頻控制系統目前用的最多的是雙變頻系統,其中一臺作為主拉,另一臺作收線控制;小(細)拉機目前還有單變頻控制系統。
以下詳細介紹SVF3000變頻器在該廠的應用情況。
2.1 系統配置
主拉為3.7kW/SVF3000,收線采用1.5kW/SVF3000.
2.2 工藝要求
(1)最高收線速度 1200m/min;
(2)加工品種 0.12mm → 0.06mm;
(3)不論擺桿在任何位置都可直接啟動,且啟動過程中不用手扶;
(4)運行全過程中張力擺桿穩定;
(5)不論當前收卷的狀態是空盤、半盤、滿盤都隨時可以停機、啟動;
2.3 控制原理
主拉變頻器實際上只作一個簡單的調速,但需要輸出脈沖信號作為收線變頻器速度基準。收線拉絲機根據主機發出的脈沖信號以及擺桿電壓信號計算同步輸出頻率,計算時要考慮適應主機不同速度,收線盤不同盤經,擺桿不同位置的情況。
根據以上需求,作為收卷變頻器,SVF3000提供一個創新的PID工作模式(機械傳動比自適應PID);
在該模式下: 輸出頻率 = 主頻率源X(主拉發出的脈沖信號給到DI) * 機械傳動比系數(初始化值為F9.22)+ PID(Y)
該模式下PID不僅能計算出偏差引起的疊加到主頻率(X)上的PID輸出頻率(Y),還可以根據反饋偏差自動校正主從機的機械傳動比系數,這里,P用來計算疊加量,I用來校正機械傳動比系數。由于PID很快對機械傳動比系數進行校正,所以啟動前收卷盤的狀態將不影響收卷動作,為提高適應能力,建議默認機械傳動比系數(F9.22)要根據半盤的情況設定。
啟動過程中,如果收卷變頻器不對輸出頻率進行特殊處理,將可能出現拉斷絲的現象,為此新增了一個平緩啟動模式(F9.20)選項,該模式的作用時間由啟動時間(F9.19)來設定。這樣可以實現擺桿在任意位置下啟動不用手扶的功能。
由于收線電機在機械傳動比自適應PID模式控制下,能自動實現與主拉同步,擺桿的位置也基本保持在中間位置,從某種意義上講也保證了收線的張力恒定。
2.4 調試說明
a、 首先根據工藝要求的最大線速度計算出主拉變頻器所需要的最大運行頻率(F0.11);
b、 再根據實際的傳動比情況算出收卷所需的最大頻率(F0.11);
c、 最后根據半盤時機械轉動比關系設定默認傳動比系數(F9.22);
d、 主拉變頻器的加減速時間盡可能的長(一般在40~60s),可以平穩的進行加減速;
e、 要調整好反饋電位器的位置,保證機械中點對應反饋的中點。
參數配置情況:
主拉變頻器(SVF3000,3.7kW):
F0.02: 1 端子命令
F0.03: 2 AI1輸入
F0.11: 60.00Hz 上限頻率
F0.13: 60.0s 加速時間
F0.14: 60.0s 減速時間
F3.01: 6 X2:正轉點動
F3.03: 10 X4:自由停車
F3.20: 1.00S 模擬輸入濾波時間
F4.00: 2 繼電器:故障輸出
F4.01: 3 OC1:FDT1檢測到達
F4.08: 20 AO2輸出脈沖信號作為同步信號
F7.00: 5.00Hz 點動頻率
F7.01: 20.0s 點動加速時間
F7.02: 20.0s 點動減速時間
F7.15: 2.00Hz FDT1電平頻率檢測值
收卷變頻器(SVF3000,1.5kW):
F0.02: 1 端子命令
F0.03: 4 DI輸入(主頻率源X)
F0.04: 7 PID輸入(輔助頻率源Y)
F0.07: 2 頻率源X+頻率源Y
F0.11: 75.00Hz 上限頻率
F0.13: 2.0s 加速時間
F0.14: 2.0s 減速時間
F3.00: 30 X1:斷線保護開關輸入
F3.03: 10 X4:自由停車
F3.08: 2.0V 張力擺桿下限位反饋電壓值
F3.10: 8.0V 張力擺桿上限位反饋電壓值
F3.20: 0.05s 模擬輸入濾波時間
F4.00: 2 繼電器:故障輸出
F4.01: 3 OC1:FDT1輸出(啟動排線電機)
F4.02: 23 OC2:抱閘信號輸出(在每次進入停機狀態下啟動)
F4.07: 5.0s 抱閘信號持續時間
F5.05: 1 自由停機(停機方式)
F7.13: 1 禁止反轉
F7.15: 2.00Hz FDT1檢測值
F7.16: 1.00Hz FDT1滯后值
F9.00: 3001 PID控制模式設定
3 機械傳動比系數自動校正PID控制模式
0 PID作用方向:正作用
0 PID反饋源:AI1
1 PID給定源:F9.02
F9.02: 500 PID給定值
F9.06: 2.0% 比例增益P
F9.07: 12.0s 積分時間I
F9.08: 50.00Hz 反轉截止頻率
F9.16: 2 斷線檢測方式
0:不檢測
1:根據PID反饋(擺桿信號)信號進行檢測
2:根據斷線接近開關信號檢測
F9.17: 10% PID反饋斷線判斷閥值(當斷線檢測方式設定為1時需要設定本參數)
F9.18: 2.0S 斷線檢測判斷延時
F9.19: 5.0s 啟動時間
F9.20: 1 平緩啟動模式(該模式的作用時間由F9.19設定)
F9.22: 0.600 默認機械傳動比系數
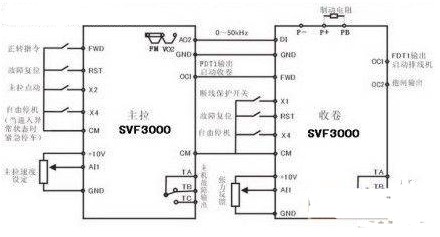
雙變頻拉絲機電氣示意圖
-
控制系統
+關注
關注
41文章
6605瀏覽量
110577 -
變頻器
+關注
關注
251文章
6548瀏覽量
144515
發布評論請先 登錄
相關推薦
直線式拉絲機的PLC控制
WINCC+EM277在拉絲機控制中的應用
基于PROFIBUS-DP的拉絲機控制系統設計
FX2NPLC和變頻器F930通訊控制的程序(有注解拉絲機程)
雙變頻拉絲機專用變頻器說明書
基于EV3000變頻器的變頻調速監控系統的設計
變頻器在直進式拉絲機的應用
變頻器在滑輪式拉絲機的應用過程和效果


變頻器在拉絲機上的應用原理
變頻器在拉絲機中的應用方案





 工商網監
工商網監
評論