 詳解焊接結構的優點和設計準則
詳解焊接結構的優點和設計準則
焊接是不可拆的連接。把需要連接的兩個金屬零件在連接的地方局部加熱并填充熔化金屬,或用加壓等方法使之熔合在一起,其焊接熔合處即焊縫。
焊接結構的優點(質量輕,連接可靠,工藝過程和設備簡單等優點。):
1)和鑄造結構相比,焊接結構質量輕,結構設計自由度大,因不需制模,故制造周期短、成本低,小批量時這一優點更突出;
2)和鉚接、螺栓結構相比,這種結構無間隙,便于防腐,另外,因不需附件,故也有結構質量輕的優點。
焊接結構對焊接質量要求很高,保證焊接質量是采用焊接結構的關鍵。
保證或提高焊接質量的三種途徑:
1)材料:材料選擇最重要的一條是可焊性,碳鋼中的碳的質量分數少于0.22%,其可焊性能良好;
2)工藝:工藝包括前處理、后處理和焊接工藝,其中焊接技能是決定因素。
3)結構:結構影響因素主要是焊縫受載形式、大小、是否有利于焊接工藝的施行等。
焊接件結構設計準則:
1)幾何連續性準則:
焊縫及其影響區的強度特別是其動載荷強度一般比周圍材料的強度要低,往往還有內應力,因此應盡量將焊縫設置于應力水平較低的區域。
例如:避免在幾何形狀突變處設置焊縫(因為這里應力集中。);
焊縫欲連接的兩側有時不能保證幾何形狀的連續性,常見的是板厚不同。對此要在結構設計時留有過渡結構,從而減輕幾何形狀的突變性。
工程應用實例:
(1)不同板厚焊接時,留有過渡結構,減輕幾何形狀的突變性;
(2)壓力容器焊接時(曲率突變點,應力集中嚴重,也是高應力區,不宜設置焊縫),將封頭在離焊接處一定距離的區域彎曲,從而使焊縫處不再有曲率突變;
(3)焊接不同厚度管時,盡量將焊縫錯開,避免圓周焊縫。
2)避免焊縫重疊準則:
復雜結構的焊接常會遇到多條焊縫交叉重疊的問題,焊縫交匯處剛性大,結構翹曲嚴重,從而加大焊縫內應力。結構多次過熱,材料性能下降,易發生裂紋。這些都會引起焊接結構承載性能的下降,因此焊縫的交叉重疊應予避免。
防止焊縫的交叉重疊的結構措施有三種:
(1)加輔助結構;
(2)切除部分;
(3)焊縫錯開。
3)焊縫根部優先受壓準則:
在焊接構件遭受彎曲作用,即構件一面受拉,另一面受壓時,應將焊縫根部置于受壓一面。因為焊縫根部易產生缺口作用,承拉載荷能力比之承壓載荷能力差,對于載荷方向變化的焊接構件可采用雙面焊。
4)避免鉚接式結構準則:
工程實際中不少焊接結構是模仿鉚接結構得來的,這種結構通常采用襯板、搭接等形式,貌似加強了承載能力,實則不然。
5)避免尖角準則:
尖角處焊接定位苦難,焊接質量不易保證,而且熱熔體太小,尖角易被熔化,這種焊接結構不應采用。
6)便利焊接工藝準則:
焊接結構設計不僅要滿足結構本身功能的要求,還必須滿足焊接工藝的要求,焊接工藝不僅指焊接本身,還包括前、后處理和檢測。
(1)要有足夠大的操作空間;
(2)焊接要方便定位;
(3)焊接件要方便檢測;
(4)點焊需要有足夠大的平臺,避免電極與旁邊的板材粘結。
7)對接焊優先準則:
焊縫形式多樣,其中對接焊縫強度最高,在載荷較大的情況下,特別在動載荷作用下優先采用,但不是在任何情況下下對接焊都優先,比如角焊縫雖然強度不及對接焊縫高,但它不需前處理,節省成本,在載荷不大時可優先采用。
8)焊接區柔性準則:
焊接過程中,焊接區受高溫作用,構件產生熱變形,兩構件在這種狀態下被連為一體,當焊接熱量消逝時,由于引起的熱變形因自由變形受到新的限制而不能完全消除,從而產生殘余變形,引起內應力。消除這種內應力的常用方法是將焊接好的構件進行熱處理。采用熱處理工藝固然可有效地減低或消除內應力,提高焊接質量,但同時也提高了構件的制造成本,構件較大時,熱處理還較困難。通過有目的的結構設計也可以減少內應力。
焊接區內應力產生的根本原因是結構自由變形受到一定的限制,焊接區周圍的剛性越大,這種限制越大,因此在可能的情況下,應盡量減少焊接區周圍構件的剛性,這樣從根本上減少了內應力的產生。
9)焊接量最少準則:
最好的焊接結構是焊接量最少的結構,應盡可能減少焊縫個數和焊接量。焊縫的機械性能原則上比之母材差,焊接量大,意味著過熱影響區大,結構產生的內應力和熱變形大,從而提高了熱處理和結構校正的要求。
附:簡述焊接件圖樣表達。
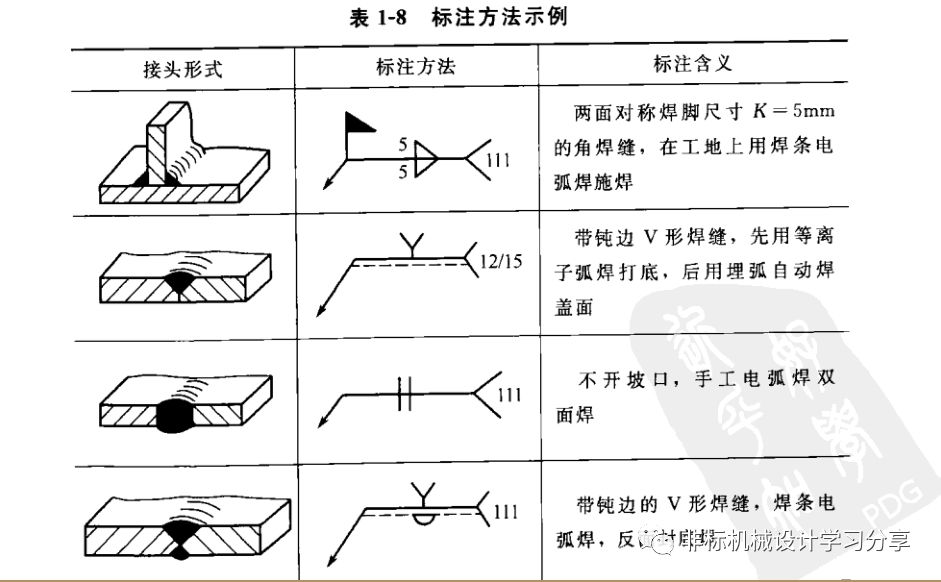
在焊接件圖上表達焊接要求時,一般需要將焊縫的型式、尺寸表示清楚,有時還要說明焊接方法和要求。
焊縫代號由基本符號、輔助符號、補充符號指引線和焊縫尺寸符號等組成。基本符號表示焊縫橫剖面形狀、輔助符號說明對焊縫的輔助要求。
指引線一般由箭頭線和兩條基準線(一條為實線,一條為虛線)組成。
-
焊接
+關注
關注
38文章
3168瀏覽量
59881
原文標題:利用 SoM 實現嵌入式微處理器/FPGA 組合設計和項目的快速運行
文章出處:【微信號:FPGA-EETrend,微信公眾號:FPGA開發圈】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦







 工商網監
工商網監
評論