 臺達AH500中型PLC在12軸圓網印花機上的應用
臺達AH500中型PLC在12軸圓網印花機上的應用
圓網印花機通常由進布裝置、印花機頭、烘燥裝置、落布裝置等四部分組成。目前,圓網印花機分為八色、十二色、十六色、二十四色等。圓網印花機的圓網周長主要有640mm和904mm兩種。其中,640mm圓網印花機居多。圓網印花機具有操作簡便、勞動強度小、產量高等特點,適合各種織物的印花,同時也適合多品種小批量織物的印花。主要裝置介紹如下:
圖2印花裝置
圓網是印花機的花版,由鎳金屬制造,又稱鎳網,呈六邊形網孔。圓網兩端以悶頭固定,以防印花時圓網變形,影響對花的準確性,能承受印花時色漿和刮刀的壓力。為了提高圓網的彈性,減少承受的壓力,圓網要偏離支撐輥中心線安裝,一般要偏離16mm左右。每一圓網機座有一示讀裝置,可顯示出各方向上所受的刮刀的壓力。
刮刀安裝在圓網中心線上的刮刀架上。刮刀架既裝有刮刀又裝有給漿管。刮刀系采用鉻、鉬、釩、鋼合金制造,具有摩擦系數小和可以任意調節角度的特點。印花時,刮刀的刀口和圓網的內圓相切,刮刀對色漿以施加壓力為主、刮為輔的復合動作。
圓網印花機的刮刀壓力和位置可以調節,以適應各種花型和各種厚、薄色漿的織物印花。
印花裝置圓網印花機是自動給漿,每一圓網都配有給漿系統。供應色漿時,將機臺上塑料管一端套在金屬給漿管上,而機外另一端軟管插入色漿桶內,用泵輸入圓網,由電極自動控制色漿液面的高度。
烘干和擺布裝置:圓網印花機采用松式熱風烘干。印花后即和橡膠導帶分離,導入烘干部分,松式平放在滌綸網上,經熱風烘干出布。出布由電動擺布軸牽引落入布車內。
圓網印花機具有勞動強度低、生產效率高、對織物適應性強的優點,適合于化纖織物、針織物、輕薄織物印花;能獲得花型活潑、色澤鮮艷的效果,并可避免傳色的疵病。但是,受圓網結構的限制,印制精細線條時效果還不十分理想。本文針對圓網印花機的12軸控制作詳細介紹。
2 控制系統設計原理
本文中,圓網印花機是12軸印刷,12軸圓網需要位置同步套色,主機在加減速過程中,12軸印花棍需要精確同步跟隨。在套色出現偏移時,需要實時調整軸位置。主要的控制要求如下:
2.1 12軸同步跟隨控制
印花棍需要與橡膠導帶速度同步,橡膠導帶由變頻器帶動主電機經過1/25.5的減速箱控制。跟隨主軸安裝在主電機后,編碼器的分辨率為1024P/R。將編碼器信號接到AH10PM的X0.8和X0.9端子,AH10PM可以帶6個軸,所以需要兩個AH10PM,編碼器信號可以并到兩AH10PM端子上。在AH10PM可以建立主從電子齒輪關系的運動程序。
2.2 網頭單獨運行
印刷結束后需要清洗導帶和圓網,需要在導帶不運行的情況下12個網頭單獨運行。這個功能可以通過在AH10PM里建立虛主軸,讓12個網頭跟隨虛主軸。虛主軸進行JOG或者變速運動,因12個軸與虛主軸之間建立了主從關系,12個網頭就會跟隨虛主軸運動。在正常生產時,讓虛主軸跟隨主編碼器運動,而虛主軸一直與12個軸保持主從關系保持在不同情況下都是同步關系。
2.3 對花糾偏
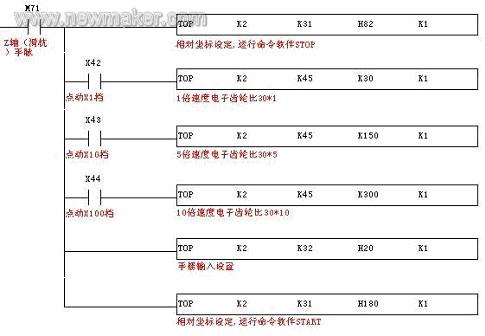
在印花過程中,會因布的張力大小、導帶與布之間的摩擦力、圓網變形等情況,造成套色偏移。需要通過糾正網頭與導帶之間的相位把花色重新對準。我們通過虛主軸與12個軸建立了電子齒輪的關系,在需要進行糾正時,可以實時更改電子齒輪的分子。工藝上糾偏分為快進、快退、慢進、慢退,只要設定不同大小的齒輪比就可以實現。
2.4 觸摸屏、模擬量、I/O點控制
圓網印花機的各個裝置如烘箱、水氣閥、擺布變頻器、導帶上下、糾偏快進快退慢進慢退按鈕都是通過臺達DVP-ES2與AH500 CPU進行PLC-link通訊,再由AH500 CPU與AH10PM進行數據交往,把外部信號讀進來,更改相應的變量實現控制。
3 硬件架構
根據以上系統要求構建硬件架構,如圖4、圖5和圖6所示。
圖5硬件結構圖
圖7運動程序架構
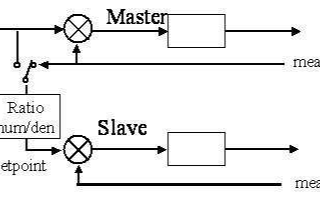
系統在正常運行時,虛擬主軸跟隨主編碼器運行,通過改變主編碼器與虛擬軸之間的齒輪比,可以在觸摸屏里調整導帶與網頭摩擦系數。當產生套色偏移時,可以調整虛擬主軸與從軸之間的齒輪比來調整導帶與網頭之間的相位。
當需要單動網頭時,可以直接JOG或者變速運動虛擬主軸,從軸同樣會跟隨虛擬主軸運動。
5 PLC-link與AH500背板數據交換
在本案例中,所有的外部I/O點都是接到臺達DVP-ES2小型PLC里,再由PLC-link傳到AH500 CPU里。PLC Link是透過RS485的聯機來進行數據交換的網絡機制。臺達AH500是圖形化規劃接口,提供PLC Link與Ether Link的主機數據交換,便利快速的功能、簡單的填表與設定,即可以在免程序撰寫下實現復雜的數據交換通訊功能,針對OEM設備集中收集信息至FMCS或ERP的應用需求,特別有幫助。
AH500 CPU與AH10M模塊之間的數據是通背板通訊實現,通過建立數據交換表來定義互相交換寄存器地址。
6 程序編寫
程序主要分為軸初始化、系統正常生產即跟隨主編碼器、網頭單動、網頭對花和糾偏。
1號軸初始化如圖8所示,其他軸類似。定義運動軸的最高速、最低速和加減速時間以及脈沖輸出方式等。AH10PM前四軸最高頻率可以達到1MHz,后兩軸最高頻率是200kHz,為了統一,我們都設為200kHz。
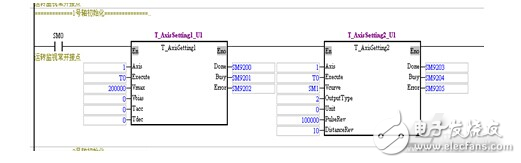
圖9主編碼器與虛主軸建立主從關系程序
12軸跟隨主編碼器運動,建立主從跟隨關系。如圖10所示為1號軸跟隨,其他軸類似。
圖11跟隨條件功能塊
計布長是主編碼器的計數長度,這個長度可以隨時清零,所以不能直接用虛主軸的脈沖值。但是,可以再建立一個虛軸用于計長,并且可以隨時清零而不影響其他軸的正常運行,如圖12。
-
硬件
+關注
關注
11文章
3312瀏覽量
66201 -
程序
+關注
關注
117文章
3785瀏覽量
81005 -
印花機
+關注
關注
0文章
3瀏覽量
1191
發布評論請先 登錄
相關推薦
基于TSXCAY22芯片和PPLC在雙伺服傳動平網印花機控制系統的應用





 工商網監
工商網監
評論