 機械設備的裝配方法有哪些
機械設備的裝配方法有哪些
機械設備的裝配方法有哪些
1、互換裝配法
互換裝配法是在裝配過程中,同種零件互換后仍能達到裝配精度要求的裝配方法。其實質是通過控制零件的加工誤差來保證裝配精度。根據零件的互換程度不同,分為完全互換法和不完全互換法。
(1)完全互換法
完全互換法就是裝配時各裝配零件不需進行任何修理、選擇、調整或修配即可達到裝配精度要求的裝配方法。
其特點是裝配質量穩定可靠、對裝配工人的技術等級要求低、裝配效率高等,有利于組織流水線裝配和自動化裝配。但對零件的精度要求嚴,因此零件的生產成本高。故這種裝配方法,僅適于大批大量生產方式。
(2)不完全互換法
這種方法的特點與完全互換法相似,但允許零件的公差比完全互換法所規定的公差大。因此,有利于零件的經濟加工,裝配過程與完全互換法一樣簡單、方便。但在裝配時,可能會出現達不到裝配精度要求的概率為0.27%。
2、選配裝配法
選配裝配法是將相關零件的相關尺寸公差放大到經濟精度,然后選擇合適的零件進行裝配,以保證裝配精度的方法。鈦浩機械是以回轉頂尖、絲杠、軸加工、數控車床加工、刀柄刀桿、夾頭接桿為公司的主打產品!這種方法常用于裝配精度要求較高,而組成環又不多的成批或大批生產的情況下,如滾動軸承的裝配等。選配法,按其形式不同分為直接選配法、分組選配法和復合選配法三種。
(1)直接選配法
即裝配時,從待裝配的零件中直接選擇精度合適的零件進行裝配,以保證裝配精度的要求。這種方法不必事先分組,能達到較高的裝配精度,但需要有經驗的工人挑選合適的零件進行試配,因此裝配時間不易控制,裝配精度在很大程度上取決于工人的技術水平。
(2)分組選配法
即將相關零件的相關尺寸公差放大若干倍,使其尺寸能按經濟精度加工,然后按零件的實際加工尺寸分為若干組,按各對應組進行裝配,以達到裝配精度要求。由于同組零件有互換性,故也稱為分組互換法。
分組選配法的關鍵是,保證零件分組后各對應組的配合性質和配合公差必須滿足裝配精度要求,同時,對于組內的相配件數量要相配套,配合件的公差應相等。
(3)復合選配法
該種裝配法是分組裝配與直接選擇裝配的復合形式。它是將組合環的公差相對互換法所求值增大,零件加工后預先測量、分組,裝配時工人還在各對應組內進行選擇裝配。這種方法既能提高裝配精度,還可以不必過多地增加分組數。但裝配精度仍在很大程度上依賴工人技術水平,工時也不穩定。
3、修配裝配法
在單件小批生產中,對于產品中那些裝配精度要求較高且組成環較多的零件裝配時,如按互換法或選配法裝配,會造成零件精度過高而難以加工,有時甚至無法加工。此時,常用修配法來保證裝配精度要求。
所謂修配法,就是在裝配時修去指定零件上預留的修配量,以達到裝配精度的方法。具體地說就是將裝配尺寸鏈中各組成環按經濟精度制造,裝配時按實測結果,通過修配某一組成環的尺寸,用來補償其他組成環因公差放大后產生的累積誤差,使封閉環達到規定精度的一種裝配方法。這種方法的優點是,能獲得較高的裝配精度,而零件可按經濟精度制造;缺點是增加了一道修配工序。因此,這種方法比較適于模具裝配采用。
采用修配法時,關鍵是正確地選擇修配環和確定其尺寸及極限公差。在生產實踐中,修配的方式很多,常用的有以下三種:
(1)單件修配法
在多環裝配尺寸鏈中,選定某一固定的零件作為修配件(補償環),裝配時用去除其表面層的方法改變其尺寸,以滿足精度要求。如沖裁模間隙過小,將凸模作為固定修配件進行修配,以保證滿足間隙精度要求。
(2)合并加工修配法
這是將兩個或更多零件合并在一起進行加工修配,合并后的尺寸可視為一個組成環,這樣就減少了組成環的環數,從而減少修配工作量。
這種方法由于零件合并后再加工和裝配,需對號入座,給生產帶來一些不便,也僅適于單件小批生產,如沖裁模凸、凹(中間)模的裝配等。
4、調整裝配法
調整裝配法的實質與修配法相同,也是將尺寸鏈中各組成環的公差值放大,使其按經濟精度制造。裝配時,選定尺寸鏈中的某一環作為調整環,采用調整的方法改變其實際尺寸或位置,使封閉環達到規定的公差要求。預先選定的環稱為“調整環”,它是用來補償其他各組成環因公差放大而產生的累積誤差。
根據調整方法的不同,調整法可分為可動調整法和固定調整法兩種。
(1)可動調整法
這是在裝配時,通過改變調整件的位置達到裝配精度的方法。鈦浩機械是以回轉頂尖、絲杠、軸加工、數控車床加工、刀柄刀桿、夾頭接桿為公司的主打產品!這種方法在模具裝配中也經常應用。例如,在沖裁模的裝配中,為使沖裁間隙保持均勻,可先裝好凹模后再進行凸模裝配,并以凹模型孔為基準調整凸模的相對位置,使間隙均勻后用固定銷釘將凸模固定板定位在模座上。或者與上述情況相反,先裝配好凸模,然后再以其為基準調整凹模的相對位置,使間隙均勻后固定凹模即可。
這種方法在調整過程中不需拆卸零件,比較方便,在模具裝配中應用較廣。
(2)固定調整法
這是一種在裝配過程中,選用合適的調整件達到裝配精度的方法。與修配裝配法比較,兩者都能用精度較低的組成零件達到較高的裝配精度。所不同的是,調整裝配法是通過更換零件或調整零件位置的方法達到裝配精度,而修配法是通過去除表面層一定修配量來達到裝配精度。
不同的裝配方法,不僅裝配工作效率不同,對零件的加工精度、裝配技術水平等的要求也不同。因此,在選擇裝配方法時,應從裝配的技術要求出發,根據生產類型和實際生產條件合理地進行選擇。
-
機械設備
+關注
關注
0文章
344瀏覽量
18639
發布評論請先 登錄
相關推薦

機械設備三相濾波器:工業領域的穩定守護者

如何有效保護機械設備免受電磁干擾_交流單相電源濾波器

對機械設備的電氣控制有哪些要求
機械設備航空插頭應該如何選擇
工業平板電腦在印刷機械設備上的應用
微型絲桿在精密機械設備中的優勢

糧油機械設備如何實現遠程監控智能運維

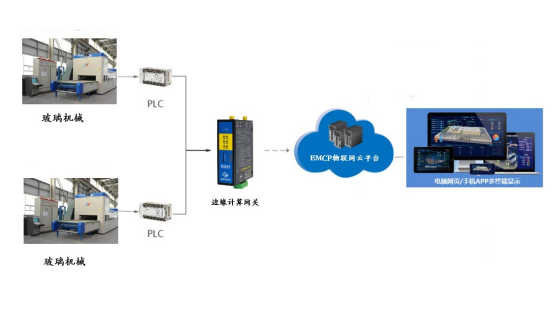
玻璃機械設備遠程監控云平臺
工程機械設備通訊如何選?碩博電子CAN控制器 以太網控制器

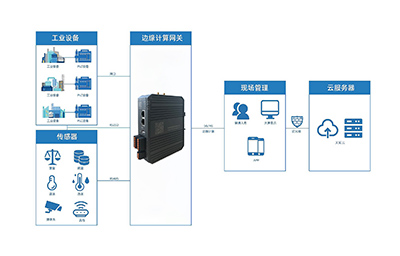
工業智能網關在機械設備數據采集中的應用





 工商網監
工商網監
評論