 如何解決電鍍掛具上鍍層過厚的問題
如何解決電鍍掛具上鍍層過厚的問題
掛具上鍍層過厚時會出現多種不利后果,其中主要的有以下幾點。
01
鍍件掛鉤處會出現印痕
鍍件與掛鉤接觸處由于掛鉤變粗,鍍件被遮蓋面加大,從而會影響到該處凌層的正常沉積。
02
掛鉤容易折斷
掛具上鍍層過厚時,難免會出現鍍層厚度不均勻,尤其是掛鉤直接掛工件的接觸點鍍層會很薄,而其周圍的鍍層又會很厚,此時在這一部位稍加用力即會斷裂,所掛工件也會因此而撒落、跌壞,發生質量事故。
03
提高生產成本
隨著掛具上鍍層的加厚,其表面積隨之相應加大,沉上的金屬增加,隨掛具(工件)帶出的溶液增多,同時能源的消耗量加大。
04
鍍液之間互遭污染
掛具上鍍層過厚、鍍層表面粗糙度提高,清洗質量降低。掛具表面吸附的溶液難以清洗干凈,從而即會引起鍍液之間互遭污染。
掛具上的鍍層退除時,一般鍍種可按該鍍種鍍件上的鍍退除方法相同進行。
鍍鉻掛具上的過厚鉻層往往比較厚,退盡需要較長時間,此時可利用其脆性大的特點,用榔頭敲打方法除去,榔頭所到之處鉻層即會自行脫落,有時再用鋼絲鉗板一下鍍層即會自行脫落。
鍍鋅、鍍鎘、鍍錫、鍍黑鎳等鍍種的掛具上鍍層宜使用一次即退一次,以免在預處理過程中污染其他鍍種的鍍液。
鋼質掛具上的鎳層可采用以下工藝方法退除。
硝酸(HNO3) 1000mL/L
氯化鈉(NaCl) 30~50g/L
溫度40~60℃
本工藝方法的不足之處,是有氮的氧化物生成、工作時需在良好的排風條件下進行、退除液中要防止水分帶入,以免因此而引起腐蝕。
在含有氰化鈉、間硝基苯磺酸鈉為主的工藝配方中退鎳層時,可在室溫條件下進行,以免氰化鈉和氨液過快分解。
鍍貴金屬掛具上退下來的含貴金屬溶液要妥善保管好,以便必要時進行回收。
鋁陽極氧化使用的掛具必須使用一次即要進行退膜處理,否則不再能通導電流。退膜可在酸性溶液中進行,也可在堿性溶液中進行,酸性退膜液中退膜時待膜層退盡后,對基體基本不再發生腐蝕,因而可以延長掛具的使用壽命。
但工藝較麻煩,需要較高的液溫,且退膜速度也較緩慢,除了可采用的兩種退膜處理之外,還可用銼刀將與工件接觸部位銼一下,該部位氧化膜被銼去之后即可使用;(非與工件接觸部位允許有氧化膜)。某些掛具用此除膜方法還可大大提高掛具的使用壽命。
-
電鍍
+關注
關注
16文章
456瀏覽量
24126
原文標題:【技術】電鍍掛具上鍍層過厚如何退除?
文章出處:【微信號:pcbinfo88,微信公眾號:pcbinfo88】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
膜厚測試儀的測量范圍 膜厚測試儀的操作注意事項
電鍍工藝流程詳解 電鍍技術在工業中的應用
高厚徑比HDI板電鍍能力研究
電源整流器對電鍍的影響
無鉛共晶焊料在厚Cu凸點下金屬化層上的潤濕反應
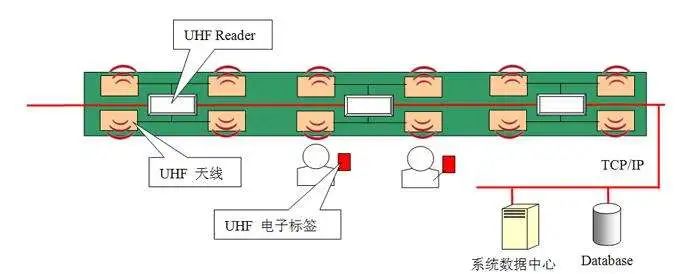
RFID射頻識別在工廠電鍍掛具管理中的應用
M9航空接頭6芯高速電鍍處理

精密五金電鍍中常見的八種不良問題及原因分析
銅線上電鍍銅層厚度的測量在跌落試驗中的應用
怎么會出現PCB電鍍金層發黑
RFID技術助力電鍍生產線實現智能管控
東莞弘裕電鍍TWS耳機電極pogopin觸點電鍍加工電鍍銅錫鋅合金






 工商網監
工商網監
評論