") 就如何提升CNC銑板效率做出了一些研究和建議
就如何提升CNC銑板效率做出了一些研究和建議
摘要:NC銑板是PCB成型方式之一。文中通過優(yōu)化CNC銑板的粗銑刀行刀路徑來實現(xiàn)銑板效率提升,降低銑板成本。
0
背景
計算機數(shù)字控制(CNC)銑板成型是PCB硬板最為普遍的成型方式之一,CNC銑板成型有板邊質(zhì)量優(yōu)良的特點,并且對于樣品和小批量訂單有明顯的成本優(yōu)勢。而對于大批量訂單,客戶指定CNC銑板成型時,比較昂貴的設(shè)備以及相對較低的銑板效率就會成為比較大的成本損耗。
在不影響產(chǎn)品質(zhì)量的前提下提升CNC銑板效率是降低生產(chǎn)成本的方向。下文就如何提升CNC銑板效率做出了一些研究和建議。
1
影響CNC銑板效率的因素
從5M1E角度分析影響CNC銑板效率的因素(表1)。在不增加額外成本不降低產(chǎn)品質(zhì)量前提下,銑板程式的優(yōu)化意味著銑板效率提升,相對來說是CNC銑板效率提升比較有效的方法。

2
CNC銑板程式優(yōu)化
2.1 設(shè)計規(guī)則
兼顧質(zhì)量與成本因素,CNC銑板常見的規(guī)則是粗銑+精銑的方法。粗銑銑除廢料,精銑使成型邊滿足尺寸要求和外觀要求。從功能來講,粗銑側(cè)重效率成本,精銑側(cè)重質(zhì)量。在不影響產(chǎn)品質(zhì)量的前提下,優(yōu)先以粗銑作為成本改善的出發(fā)點。
2.2 粗銑效率
粗銑的意義:將基材廢料銑掉,同時為精銑預留一定距離。
粗銑時間=必須銑掉的廢料面積÷粗銑刀效率。(※特別注意:粗銑行程×銑刀直徑≠銑廢料面積)
按照以上分析,若要減少粗銑時間,需要提高粗銑刀效率,減少必須銑掉的廢料面積。
2.3 粗銑現(xiàn)狀分析
2.3.1 單set排版粗銑路徑
單set排版粗銑路徑圖1所示。

單set排版時粗銑刀延set邊逆時針行走一圈,預留0.05~0.15 mm距離。銑刀行程無浪費。
2.3.2 4 set排版粗銑路徑
4 set排版粗銑路徑見圖2所示。

4 set排版粗銑行程使用單set行程用排版方式復制而來。若set粗銑順序為1-2-3-4,我們不難發(fā)現(xiàn):
(1)粗銑set1時,粗銑刀效率接近100%;
(2)粗銑set2時,set2左邊懸空,粗銑刀有在懸空邊空行,粗銑刀效率約為70%~75%;
(3)同理,粗銑set3時,也有一邊懸空,同樣粗銑刀效率約為75%左右;
(4)粗銑set4時,有兩邊懸空,粗銑刀效率約為50%左右。
結(jié)論:若粗銑路徑采用排版復制方法,那么粗銑刀有空行情況,存在浪費。
2.3.3 16 set排版粗銑路徑
16 set排版粗銑路徑見圖3所示。

按照4 set排版粗銑行程分析,16 set排版粗銑行程浪費更加嚴重。浪費多少呢?若此PNL板尺寸為540 mm×620 mm,排版間距為2.0 mm,按常規(guī)使用1.8 mm粗銑刀,行速為13 mm/s。那么:
浪費的粗銑刀的行程約為(520+600)×3=3360 mm
每趟板浪費的時間為:3360÷13=258 s=4 min18 s
2.4 解決粗銑行程浪費
解決粗銑浪費,就是要讓粗銑刀在盡可能短的行程內(nèi)多銑廢料,盡量避免空行。下面就4排版和16排版為例,精簡粗銑行程,讓粗銑刀每次避免空行。4 set排版粗銑優(yōu)化示意(圖4)。
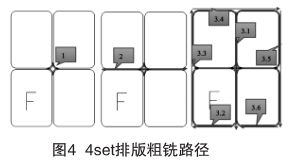
優(yōu)化后的4set排版粗銑路徑說明:
第一刀:粗銑排版中間的圓弧區(qū)域。
※說明:若set四角圓弧R≤5.0 mm,粗銑可以不用理會圓弧區(qū)域,直接用精銑完成。
第二刀:從左至右一刀,將pnl平分。
※說明:類似于寫“田”字,先寫中間一橫,再一筆寫“日”字。
第三刀:在pnl中上方下刀,圍繞set邊行刀。
※說明:若set四角圓弧R≤5.0 mm,粗銑可以走直線,圓弧區(qū)域直接用精銑完成。
經(jīng)過優(yōu)化后發(fā)現(xiàn):
(1)除排版正中心的圓弧區(qū)域外,其它粗銑路徑銑刀利用率很高,基本沒有空行,銑刀效率非常高。
(2)四排版粗銑只用了2~3次下刀提刀動作。比排版復制的方法節(jié)省1~2次下刀提刀動作。
16 set排版粗銑優(yōu)化示意(圖5)
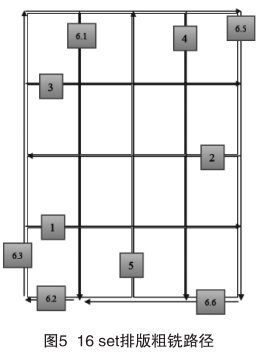
經(jīng)過優(yōu)化后發(fā)現(xiàn):
(1)粗銑路徑銑刀利用率很高,基本沒有空行,銑刀效率非常高;
(2)粗銑只用了6次下刀提刀動作。比排版復制的方法節(jié)省10次下刀提到動作。
2.5 減少必須銑掉的廢料面積
(1)set排版間距設(shè)定:對于銑板成型的產(chǎn)品,排版間距推薦1.8~2.0 mm,用1.7~1.9 mm粗銑刀;
(2)set內(nèi)過大的廢料塊考慮用銑機作業(yè)員手動去除;
(3)銑機吸塵口能夠吸走一定尺寸的廢料,set內(nèi)的廢料可以銑成細小碎塊即可。
3
成效預估
以每月10萬平方米交貨面積進行模擬,約需要生產(chǎn)35萬panel。平均每panel按6 set,panel尺寸約為500 mm×600 mm。銑機按6軸,疊板按3片。排版間距為2.0 mm,按常規(guī)使用1.8 mm粗銑刀,行速為13 mm/s。按照本文3.4進行粗銑優(yōu)化后:每趟板節(jié)省時長=(480×2+580)÷13+3次下刀時間≈120 s(2 min)
需要六軸銑機生產(chǎn)趟數(shù)=350000÷6÷3≈19444趟(此為理論每趟板都上滿6個軸來計算,實際生產(chǎn)過程中一定會出現(xiàn)沒有上滿的情況,所以實際趟數(shù)會高于計算結(jié)果)每月可節(jié)省銑機臺數(shù)=14583×2 min÷60÷24÷28=0.96臺≈1臺
結(jié)論:粗銑行程優(yōu)化后,每10萬平方米的出貨面積,每月可以節(jié)約1臺銑機的成本。
4
實施建議
建議參考4M變更流程進行:
(1)技術(shù)部、生產(chǎn)部、品質(zhì)部挑選有代表性型號,試行;
(2)記錄試行數(shù)據(jù),產(chǎn)品質(zhì)量、生產(chǎn)效率、操作流程、檢驗方法、風險預估、物料損耗等因素的檢討評估糾錯;
(3)小批量導入,檢討評估糾錯;
(4)修改正式SOP(標準操作程序)、培訓、大批量導入;
(5)根據(jù)實際情況,評估舊型號是否更新設(shè)計;
(6)成果總結(jié)。
5
水平展開/延伸
(1)提升銑板效率,從銑帶制作角度來看,無非就是減少銑程長度,減少下刀提刀次數(shù),減少換刀次數(shù),盡量讓每一次銑程都有效。在遵循粗銑+精銑原則下,精銑路徑也是可以在現(xiàn)有基礎(chǔ)上優(yōu)化的;
(2)技術(shù)部人員有質(zhì)量意識的同時也需要有成本意識,銑板效率的提升是優(yōu)秀銑帶技術(shù)人員的考評指標之一;
(3)行業(yè)內(nèi)有不少銑板代工廠,這些代工廠是需要賺取利潤的,可以學習銑板代工公司的成本降低的方法。
-
pcb
+關(guān)注
關(guān)注
4319文章
23080瀏覽量
397521 -
數(shù)字控制
+關(guān)注
關(guān)注
2文章
181瀏覽量
25808 -
CNC
+關(guān)注
關(guān)注
7文章
309瀏覽量
35139
原文標題:世運電路:優(yōu)化銑板路徑提升效率研究
文章出處:【微信號:ruziniubbs,微信公眾號:PCB行業(yè)工程師技術(shù)交流】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
PCB布板一些簡易常用規(guī)則
兒童應不應該接觸屏幕?美國兒科學會給出了一些建議
電路板數(shù)控銑加工介紹
PCB板銑加工的精度怎樣控制
在Pixel智能手機方面,Google必須做出一些讓步
關(guān)于學習Linux的一些建議
CNC數(shù)控插銑加工的介紹和使用
基本語句編程的一些規(guī)則和建議
學習linux內(nèi)核的一些建議





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論