 高手分享:臺達伺服調機實例
高手分享:臺達伺服調機實例
伺服系統應用廣泛,凡是需要精度控制的場合都離不開伺服系統。伺服系統一般由伺服驅動器和伺服電機構成,當然作為自動化設備的一部分,伺服系統還要和其他控制器(如PLC、觸摸屏)等一道組成整個自動化系統。
伺服控制系統有三種控制方式:定位控制、速度控制和轉矩控制,其中以定位控制居多,轉矩控制也常用到,而速度控制用的相對較少,是因為變頻調速已經非常成熟,無論開環還是閉環,都有很好的表現,且價格比伺服系統低很多,功率又大很多,因此單獨用伺服來調速的較少。
看起來很普通的伺服驅動器,其實智能化程度很高,過流、過壓、缺相、短路、抗干擾、自動調節等功能都具備,但有的需要通過設置啟用該功能。所謂伺服調機,是指出現特殊故障,如啟動轉矩不足、出現共振造成輸出不穩定、低速性能不理想、停機后仍然有“抖動”等不常見的故障時排除故障的一種方法或途徑。
這里是一個臺達伺服調機的例子:3KW的伺服電機,驅動器型號ASDA-AB,運行中出現停機不穩(偶爾出現停機后再“抖動”或多余進給),嚴重時造成ALM06號報警(過載),影響生產,需要解決。
鑒于后面需用到的一些伺服參數,在此先期介紹:
P0-02:驅動器狀態顯示(可顯示運行速度、轉矩、轉動慣量比等)
P1-37:伺服電機慣量比
P2-23:共振抑制 Notch filter(帶拒濾波器)
P2-24:共振抑制 Notch filter衰減率
P2-25:共振抑制低通濾波
P2-31:自動模式剛性及頻寬設定
P2-32:增益調整方式
P0-02:用于驅動器液晶顯示屏顯示
可顯示的內容有17項(00-16),調機用到14:負載/電機慣量比,也就是說我們要將P0-02設置為“14”(出廠為“00”),P0-02常用項含義如下:
00:電機反饋脈沖數(絕對值)[pulse]
02:脈沖命令脈沖計數 [pulse]
04:控制命令脈沖與反饋脈沖誤差數 [pulse]
06:電機轉速 [r/min]
11:平均轉矩 [%]
12:峰值轉矩 [%]
13:主回路電壓 [Volt]
14:負載/電機慣性比 [time]
P1-37: 伺服電機慣量比
是指負載的慣量除以電機本身的慣量的比值。這個比值出廠設置為“5.0”,實際系統往往和這個值有差異,負載越大的系統,這個比值越大,反之越小。一般情況下,縱使實際比值比“5”大一些或小一些,運行起來關系也不大(系統會自動適應處理),但是要使系統性能最佳,或者說系統穩定性不好時還是要重新設置的。通過JOG運行(試運行)可以看實際顯示值是多少(怎么看?將P0-02設置為“14”),然后寫入到P1-37中;也可以通過伺服調機自動寫入到P1-37中。
P2-32:自動調機開啟
0:手動模式
2:PI自動模式(持續調整)
3:PI自動模式(負載慣量比固定,頻寬可調整)
4:PDFF自動模式(持續調整)
5:PDFF自動模式(負載慣量比固定,頻寬可調整)
P2-32可以設置為0、2、3、4、5(缺省為“0”),自動調機時先將P2-32設置為“2”,然后設置P2-31的值(如果是“0”,則P2-31無效)。
P2-31:自動調機設置(頻寬及剛性設置)
P1-37: 伺服電機慣量比(正確的概念是負載慣量除以電機慣量的比值)手動測量的值寫入到P1-37中,問題仍然沒有解決,需要自動調機了,也就是說,讓系統自動計算出伺服電機慣量比并寫入到P1-37中。為此,需要設置P2-31:自動模式頻寬及剛性設定。其參數為兩位數,00-FF(16進制),出廠設置為“44”,十位數表示頻寬,個位數表示剛性,個位數設置為“4”表示“剛性”不起作用,即剛性不變,只需設置十位數的頻寬,即自動調整模式應答性設定:值越大頻率響應越快。P2-31的設定還與P2-25有關,它們之間的關系可參考下表(表2):

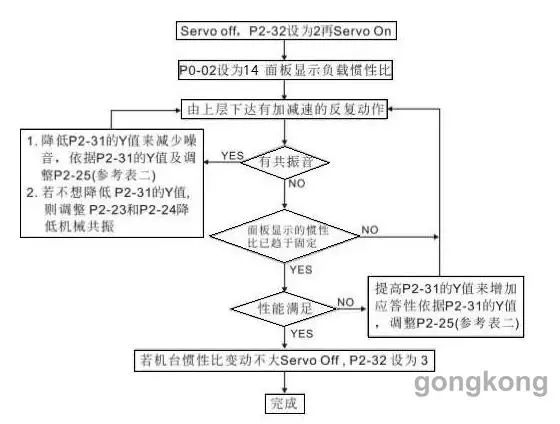
P2-31值越大,伺服系統響應越快但易過沖;反之,P2-31值越小,伺服系統易穩定但響應較慢。要判斷實際情況,加大或減小P2-31的值,同時設置P2-25的對應值(見上表)。有時響應不能太慢,也就是說P2-31不能設置太小,這時可配合調節P2-23、P2-24的值進一步效果。總之,調機過程需要反復調試,比較費事。當最后效果不錯時,將P2-32的值由“2”設置為“3”。整個調機過程結束。
伺服調機流程圖:
總結:
伺服驅動器各種參數有的多達200個,很多參數正常運行時用不到,但也有不少參數是專門解決特殊問題的,當我們遇到特殊故障不好解決時,首先想到是不是有一些參數是解決類似問題的 ,這里列舉一例即如此,希望對大家進一步掌握臺達伺服系統有所幫助。
-
驅動器
+關注
關注
52文章
8228瀏覽量
146272 -
控制器
+關注
關注
112文章
16340瀏覽量
177860 -
伺服系統
+關注
關注
14文章
572瀏覽量
39207
原文標題:高手分享:臺達伺服調機實例
文章出處:【微信號:gongkongBBS,微信公眾號:工控網智造工程師】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
上海收購臺達伺服馬達和臺達伺服驅動電機
山東回收臺達變頻器,臺達擴展模塊,臺達伺服
深圳回收臺達變頻器,臺達擴展模塊,臺達伺服
重慶回收臺達變頻器,臺達擴展模塊,臺達伺服
臺達伺服驅動器回收,贛州上門回收臺達PLC模塊
臺達VE變頻器調機主要步驟
stm32f103c8t6單片機驅動臺達伺服電機






 工商網監
工商網監
評論