 3軸、3+2軸、5軸等加工方案,他們的區別是什么?
3軸、3+2軸、5軸等加工方案,他們的區別是什么?
“平時我們經常提到的3軸、3+2軸、5軸等加工方案,他們的區別是什么?”
3軸加工方式
3軸加工由直線進給軸X、Y、Z進行加工。加工特點:切削刀具方向在沿著整個切削路徑運動過程中保持不變。刀尖的切削狀態不可能實時達到完美。
3+2 軸加工方式
兩個旋轉軸先將切削刀具固定在一個傾斜位置,再由進給軸X、Y、Z進行加工。這種機床也叫定位五軸機床,可以使用西門子的CYCLE800功能進行編程加工。CYCLE800 是一種靜態平面轉換,可以通過 3+2 軸機床加工(例如回轉頭或回轉臺)定義空間中的旋轉工作平面。在此工作平面,可以編程 2D 或 3D 加工操作。
加工特點:回轉軸總是旋轉到加工平面垂直于刀具軸的位置進行加工,加工期間加工平面保持固定。
5軸加工方式
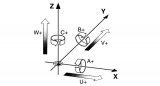
5軸加工由進給軸X、Y、Z及繞X、Y、Z的旋轉軸A、B、C中任意5個軸的線性插補運動。西門子的運動轉換指令TRAORI能很好的支持5軸轉換。
加工特點:在沿著整個路徑運動過程中可對刀具方向進行優化,同時進行刀具直線運動。這樣,在整個路徑上都可保持最佳切削狀態。
五軸同時加工28個零件
那五軸機器的優勢如何體現呢,這里分享一個哈斯UMC-750P機床同時加工28個零件的例子。通過轉臺與夾具的設計,以及在五軸加工程序中將零件的三個加工面合并在一個加工程序,實現減少循環時間的目的。
轉臺可以通過精準的定位,擴大原本的加工空間。經過精心設計的夾具,不僅能提高加工的效率,而且還能減少機器的閑置,操作人員也能從中抽出身來。
比如加工下圖這樣的零件的前三個面,如果使用虎鉗的夾持方式,每個零件總共需要264秒(裝夾時間不計)。
通過設計更緊湊的夾具,充分利用轉臺提供的加工空間,能夠有機會一次加工28個零件。
在夾具的制作上,選用一個尺寸為114mm*114mm*550mm的鋁合金作為基體,選用定位銷作為定位,選用占用加工空間更小的壓緊夾具,以便更快的裝夾。
再銑平基體的四個面,為每個零件加工一個定位銷孔,2個用來避空鎖緊夾具的槽,以及2個用來鎖緊的螺紋孔,這就是所有的制作步驟。
夾具的整套組成包括:28個定位銷、56個定位鎖緊塊(可重復利用)、56個螺絲、扳手。這樣的夾具設計,能將原本的加工時間264秒縮短到202秒(裝夾時間不計)。這意味著加工時間已經減少了23.5%
不僅如此,由于加工程序已經將零件的三個加工面合并在一個加工程序中,這樣單個程序的循環時間就變成了95分鐘,在這期間,機器一直在保持加工,無需等待操作人員的頻繁裝夾,這將大大減少操作人員的勞動強度。
-
機床
+關注
關注
1文章
580瀏覽量
30249 -
3軸
+關注
關注
0文章
3瀏覽量
6604
原文標題:我們經常提到的3軸、3+2軸、5軸加工的區別是什么?這篇文章終于說明白了
文章出處:【微信號:robotn,微信公眾號:產業大視野】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
點膠機:3軸, 6軸,你真的了解嗎?
五軸聯動加工技術的應用及特點

3軸、3+2軸、5軸等加工方案,他們的區別是什么?
3+2定位與5軸聯動之間有什么區別呢?






 工商網監
工商網監
評論