 各類型鉆頭的用途及鉆頭刃磨的技巧介紹
各類型鉆頭的用途及鉆頭刃磨的技巧介紹
鉆頭簡介
鉆頭顧名思義指的是用來進行鉆孔或者擴孔的刀具,這種鉆頭一般是采用金屬材質制造的,是用以在實體材料上鉆削出通孔或盲孔的刀具。
一種鉆頭,包括一個刀桿⑴,刀桿有一個尖端,尖端有兩個位于一個主平面(C-C)上的切削刀片(5、5′),所述切削刀片(5、5′)具有在共同第二平面(E-E)上取向的短的中心切削刀刃。所述刀刃形成一個點狀中心切削刀刃用于進入工件,并且由此將鉆頭對中。在刀桿上,設兩個排屑槽(6、6′),所述排屑槽(6、6′)從尖端延伸到底端。在沿刀桿的任一截面上,排屑槽在管平面上都位于彼此徑向相對的位置,管平面與在管的兩側的兩個刃帶的共同刃帶平面(F-F)成90°延伸,所述刀桿在該平面具有最大的剛性。中心切削刀刃的第二平面(E-E)的取向與刃帶平面或刀桿的底端的主剛性方向(F-F)大約成90°角。
鉆頭的種類有哪些
A、依構造分類
(1)整體式鉆頭:鉆頂、鉆身、鉆柄由同一材料整體制造而成。
(2)端焊式鉆頭,鉆頂部位由碳化物焊接而成。
B、依鉆枘分類
(1)直柄鉆頭:鉆頭直徑于ψ13.0mm以下,皆采用直柄。
(2)錐柄鉆頭:鉆頭柄為錐度狀,一般其錐度均采用莫氏錐度。
C、依用途分類
(1)中心鉆頭:一般用于鉆孔前打中心點用,前端錐面有60°、 75°、90°等,車床作業時為了用尾座支,持應該用60°中心鉆與車床尾座頂心60°相配合。
(2)麻花鉆頭:為工業制造上使用最廣泛的一種鉆頭,我們一般使用的就是麻花鉆頭。
(3)超硬鉆頭:鉆身之前端或全部以超硬合金刀具材料制成,使用于加工材料之鉆孔加工。
(4)油孔鉆頭:鉆身有兩道小孔,切削劑經此小孔到達切刃部份,以帶走熱量及切屑,使用此鉆頭一般工作物旋轉,而鉆頭靜止。
(5)深孔鉆頭:最早用于槍管及石包管之鉆孔加工,又稱為槍管鉆頭。深孔鉆頭為一直槽型,在一圓管中切除四分之一強的部份以產生刃口排屑。
(6)鉆頭鉸刀:為了大量生產之需要,其前端為鉆頭,后端為鉸刀,鉆頭直徑與鉸刀直徑只差鉸孔之裕留量,也有鉆頭于螺攻絲混合使用,故又稱為混合鉆頭。
(7)錐度鉆頭:當加工模具進料口時,可使用錐度鉆頭。
(8)圓柱孔鉆頭:我們稱其為沉頭銑刀,此種鉆頭前端有一直徑較小之部分稱為道桿。
(9)圓錐孔鉆頭:為鉆削圓錐孔之用,其前端角度有90°、60°等各種,我們使用的倒角刀就是圓錐孔鉆頭的一種。
(10)三角鉆頭:一種電鉆所使用之鉆頭,其鉆柄制成三角形之面,使夾頭可確實固定鉆頭。
鉆頭的用途
麻花鉆
麻花鉆是應用最廣的孔加工刀具。通常直徑范圍為0.25~80毫米。它主要由鉆頭工作部分和柄部構成。工作部分有兩條螺旋形的溝槽,形似麻花,因而得名。為了減小鉆孔時導向部分與孔壁間的摩擦,麻花鉆自鉆尖向柄部方向逐漸減小直徑呈倒錐狀。麻花鉆的螺旋角主要影響切削刃上前角的大小、刃瓣強度和排屑性能,通常為25°~32°。螺旋形溝槽可用銑削、磨削、熱軋或熱擠壓等方法加工,鉆頭的前端經刃磨后形成切削部分。標準麻花鉆的切削部分頂角為118,橫刃斜角為40°~60°,后角為8°~20°。由于結構上的原因,前角在外緣處大、向中間逐漸減小,橫刃處為負前角(可達-55°左右),鉆削時起擠壓作用。
為了改善麻花鉆的切削性能,可根據被加工材料的性質將切削部分修磨成各種外形(如群鉆)。麻花鉆的柄部形式有直柄和錐柄兩種,加工時前者夾在鉆夾頭中,后者插在機床主軸或尾座的錐孔中。一般麻花鉆用高速鋼制造。鑲焊硬質合金刀片或齒冠的麻花鉆適于加工鑄鐵、淬硬鋼和非金屬材料等,整體硬質合金小麻花鉆用于加工儀表零件和印刷線路板等。
扁鉆
扁鉆的切削部分為鏟形,結構簡單,制造成本低,切削液輕易導入孔中,但切削和排屑性能較差。扁鉆的結構有整體式和裝配式兩種。整體式主要用于鉆削直徑0.03~0.5毫米的微孔。裝配式扁鉆刀片可換,可采用內冷卻,主要用于鉆削直徑25~500毫米的大孔。
深孔鉆
深孔鉆通常是指加工孔深與孔徑之比大于6的孔的刀具。常用的有槍鉆、BTA深孔鉆、 噴射鉆、DF深孔鉆等。套料鉆也常用于深孔加工。
擴孔鉆
擴孔鉆有3~4個刀齒,其剛性比麻花鉆好,用于擴大已有的孔并提高加工精度和光潔度。
锪鉆
锪鉆有較多的刀齒,以成形法將孔端加工成所需的外形,用于加工各種沉頭螺釘的沉頭孔,或削平孔的外端面。
中心鉆
中心鉆供鉆削軸類工件的中心孔用,它實質上是由螺旋角很小的麻花鉆和锪鉆復合而成,故又稱復合中心鉆。
鉆頭刃磨技巧
1、刃口要與砂輪面擺平:磨鉆頭前,先要將鉆頭的主切削刃與砂輪面放置在一個水平面上,也就是說,保證刃口接觸砂輪面時,整個刃都要磨到。這是鉆頭與砂輪相對位置的第一步,位置擺好再慢慢往砂輪面上靠。
2、鉆頭軸線要與砂輪面斜出60°的角度:這個角度就是鉆頭的鋒角,此時的角度不對,將直接影響鉆頭頂角的大小及主切削刃的形狀和橫刃斜角。這里是指鉆頭軸心線與砂輪表面之間的位置關系,取60°就行,這個角度一般比較能看得準。這里要注意鉆頭刃磨前相對的水平位置和角度位置,二者要統籌兼顧,不要為了擺平刃口而忽略了擺好度角,或為了擺好角度而忽略了擺平刃口
3、由刃口往后磨后面:刃口接觸砂輪后,要從主切削刃往后面磨,也就是從鉆頭的刃口先開始接觸砂輪,而后沿著整個后刀面緩慢往下磨。鉆頭切入時可輕輕接觸砂輪,先進行較少量的刃磨,并注意觀察火花的均勻性,及時調整手上壓力大小,還要注意鉆頭的冷卻,不能讓其磨過火,造成刃口變色,而至刃口退火。發現刃口溫度高時,要及時將鉆頭冷卻。
4、鉆頭的刃口要上下擺動,鉆頭尾部不能起翹: 這是一個標準的鉆頭磨削動作,主切削刃在砂輪上要上下擺動,也就是握鉆頭前部的手要均勻地將鉆頭在砂輪面上上下擺動。而握柄部的手卻不能擺動,還要防止后柄往上翹,即鉆頭的尾部不能高翹于砂輪水平中心線以上,否則會使刃口磨鈍,無法切削。這是最關鍵的一步,鉆頭磨得好與壞,與此有很大的關系。在磨得差不多時,要從刃口開始,往后角再輕輕蹭一下,讓刃后面更光潔一些。
5、保證刃尖對軸線,兩邊對稱慢慢修“ 鉆頭一邊刃口磨好后,再磨另一邊刃口,必須保證刃口在鉆頭軸線的中間,兩邊刃口要對稱。有經驗的師傅會對著亮光察看鉆尖的對稱性,慢慢進行修磨。鉆頭切削刃的后角一般為10°-14°,后角大了,切削刃太薄,鉆削時振動厲害,孔口呈三邊或五邊形,切屑呈針狀;后角小了,鉆削時軸向力很大,不易切入,切削力增加,溫升大,鉆頭發熱嚴重,甚至無法鉆削。后角角度磨的適合,鋒尖對中,兩刃對稱,鉆削時,鉆頭排屑輕快,無振動,孔徑也不會擴大。
6、兩刃磨好后,對直徑大一些的鉆頭還要注意磨一下鉆頭鋒尖”鉆頭兩刃磨好后,兩刃鋒尖處會有一個平面,影響鉆頭的中心定位,需要在刃后面倒一下角,把刃尖部的平面盡量磨小。方法是將鉆頭豎起,對準砂輪的角,在刃后面的根部,對著刃尖倒一個小槽。這也是鉆頭定中心和切削輕快的重要一點。注意在修磨刃尖倒角時,千萬不能磨到主切削刃上,這樣會使主切削刃的前角偏大,直接影響鉆孔。
-
制造
+關注
關注
2文章
510瀏覽量
23990 -
工業
+關注
關注
3文章
1825瀏覽量
46522 -
金屬
+關注
關注
1文章
592瀏覽量
24304
發布評論請先 登錄
相關推薦
PCB外形加工鉆削工藝介紹
PCB機械鉆孔工藝常見問題及解決方法
基于ADμC834 的鉆頭角度測量系統
三牙輪鉆頭性能檢測系統研究
PCB數控鉆頭的使用注意事項說明
電錘鉆頭與電鉆鉆頭的區別
不同顏色的鉆頭有何區別?

PCB板鉆頭的種類與結構
PCB鉆頭常用名詞術 PCB鉆頭用途\種類
鉆孔工藝大全分享
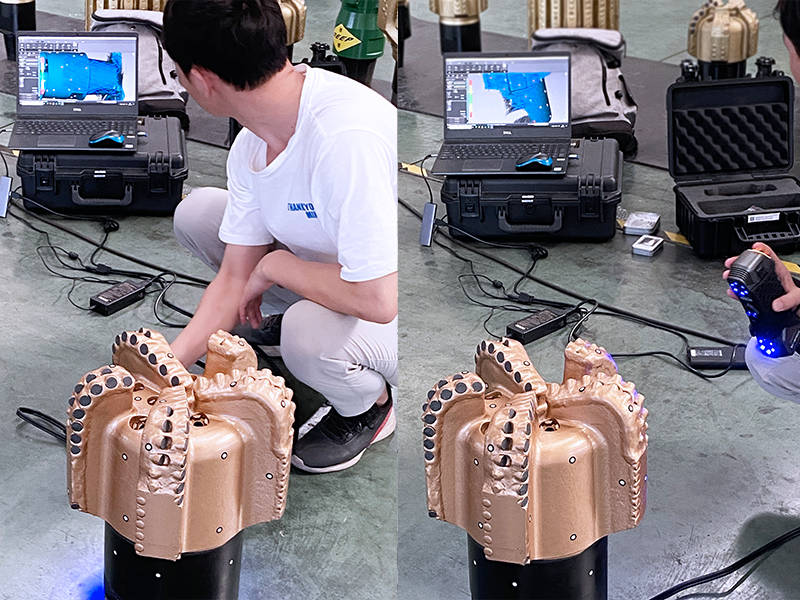
精于“鉆”研 | 3D掃描儀助力石油鉆井金剛石鉆頭質量檢測!





 工商網監
工商網監
評論