 PCB二次鉆孔是什么?PCB鉆孔有哪些常見問題
PCB二次鉆孔是什么?PCB鉆孔有哪些常見問題
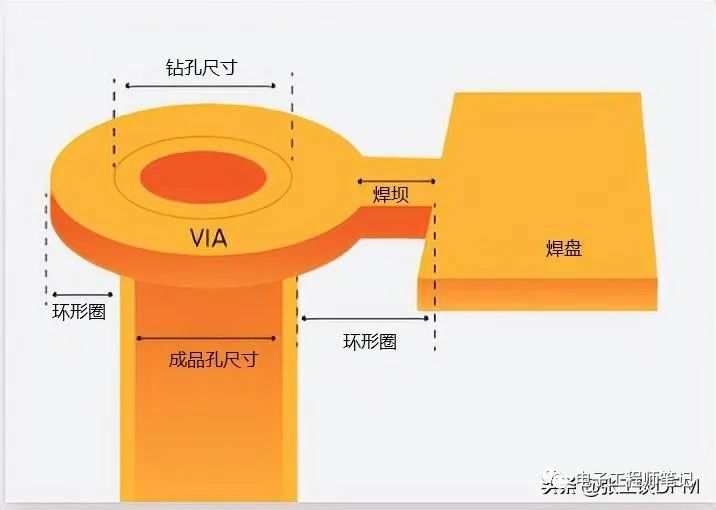
PCB鉆孔是PCB制版的一個過程,也是非常重要的一步。主要是給板子打孔,走線需要,要打個過孔,結構需要,打個孔做定位什么的;多層板子打孔不是一次打完的,有些孔埋在電路板內,有些就在板子上面打通了,所以會有一鉆二鉆。
一鉆是需要沉銅工序的,也就是把孔內鍍上銅,使得可以連接上下層,例如過孔,原件孔等
二鉆的孔就是不需要沉銅的孔,例如螺絲孔,定位孔,散熱槽等等,這些孔內兜不需要有銅的。二鉆必須在一鉆后面,也就是說工序是分開的。
PCB鉆孔常見問題
1、斷鉆咀
產生原因有:主軸偏轉過度;數控鉆機鉆孔時操作不當;鉆咀選用不合適;鉆頭的轉速不足,進刀速率太大;疊板層數太多;板與板間或蓋板下有雜物;鉆孔時主軸的深度太深造成鉆咀排屑不良發生絞死;鉆咀的研磨次數過多或超壽命使用;蓋板劃傷折皺、墊板彎曲不平;固定基板時膠帶貼的太寬或是蓋板鋁片、板材太小;進刀速度太快造成擠壓;補孔時操作不當;蓋板鋁片下嚴重堵灰;焊接鉆咀尖的中心度與鉆咀柄中心有偏差。
2、孔損
產生原因為:斷鉆咀后取鉆咀;鉆孔時沒有鋁片或夾反底版;參數錯誤;鉆咀拉長;鉆咀的有效長度不能滿足鉆孔疊板厚度需要;手鉆孔;板材特殊,批鋒造成。
3、孔位偏、移,對位失準
產生原因為:鉆孔過程中鉆頭產生偏移;蓋板材料選擇不當,軟硬不適;基材產生漲縮而造成孔位偏;所使用的配合定位工具使用不當;鉆孔時壓腳設置不當,撞到銷釘使生產板產生移動;鉆頭運行過程中產生共振;彈簧夾頭不干凈或損壞;生產板、面板偏孔位或整疊位偏移;鉆頭在運行接觸蓋板時產生滑動;蓋板鋁片表面劃痕或折痕,在引導鉆咀下鉆時產生偏差;沒有打銷釘;原點不同;膠紙未貼牢;鉆孔機的X、Y軸出現移動偏差;程序有問題。
4、孔大、孔小、孔徑失真
產生原因為:鉆咀規格錯誤;進刀速度或轉速不恰當;鉆咀過度磨損;鉆咀重磨次數過多或退屑槽長度底低于標準規定;主軸本身過度偏轉;鉆咀崩尖,鉆孔孔徑變大;看錯孔徑;換鉆咀時未測孔徑;鉆咀排列錯誤;換鉆咀時位置插錯;未核對孔徑圖;主軸放不下刀,造成壓刀;參數中輸錯序號。
5、漏鉆孔
產生原因有:斷鉆咀(標識不清);中途暫停;程序上錯誤;人為無意刪除程序;鉆機讀取資料時漏讀取。
6、批鋒
產生原因有:參數錯誤;鉆咀磨損嚴重,刀刃不鋒利;底板密度不夠;基板與基板、基板與底板間有雜物;基板彎曲變型形成空隙;未加蓋板;板材材質特殊。
7、孔未鉆透(未貫穿基板)
產生原因有:深度不當;鉆咀長度不夠;臺板不平;墊板厚度不均;斷刀或鉆咀斷半截,孔未透;批鋒入孔沉銅后形成未透;主軸夾嘴松動,在鉆孔過程中鉆咀被壓短;未夾底板;做首板或補孔時加了兩張墊板,生產時沒更改。
8、面板上出現藕斷絲連的卷曲形殘屑
產生原因有:未采用蓋板或鉆孔工藝參數選擇不當。
9、堵孔(塞孔)
產生原因有:鉆頭的有效長度不夠;鉆頭鉆入墊板的深度過深;基板材料問題(有水份和污物);墊板重復使用;加工條件不當所致,如吸塵力不足;鉆咀的結構不行;鉆咀的進刀速太快與上升搭配不當。
10、孔壁粗糙
產生原因有:進刀量變化過大;進刀速率過快;蓋板材料選用不當;固定鉆頭的真空度不足(氣壓);退刀速率不適宜;鉆頭頂角的切削前緣出現破口或損壞;主軸產生偏轉太大;切屑排出性能差。
11、孔口孔緣出現白圈(孔緣銅層與基材分離、爆孔)
產生原因:鉆孔時產生熱應力與機械力造成基板局部碎裂;玻璃布編織紗尺寸較粗;基板材料品質差(紙板料);進刀量過大;鉆咀松滑固定不緊;疊板層數過多。
以上是鉆孔生產中經常出現的問題,在實際操作中應多測量多檢查。同時,嚴格規范作業對控制鉆孔生產品質故障有很大的益處,對改善產品質量、提高生產效益,也有很大的幫助。
-
pcb
+關注
關注
4319文章
23080瀏覽量
397517 -
數控
+關注
關注
1文章
285瀏覽量
36107 -
基板
+關注
關注
2文章
274瀏覽量
23003
發布評論請先 登錄
相關推薦
PCB生產之鉆孔工序常見問題與解決方案
PCB機械鉆孔工藝常見問題及解決方法
電氣二次常見問題有哪些_40個電氣二次常見問題盤點
PCB畫板時常見的鉆孔問題
PCB鉆孔常見問題:二次鉆孔及鉆孔
導致PCB鉆孔披鋒出現的原因有哪些?
PCB鉆孔毛刺產生的原因及毛刺的危害
激光鉆孔技術在PCB行業的應用






 工商網監
工商網監
評論