") 氬弧焊是如何引弧的
氬弧焊是如何引弧的
氬弧焊是如何引弧的
1、高頻引弧
是非接觸引弧方法一種,可以減少引弧使用的鎢極的磨損,有利于氬弧焊的持續(xù)進(jìn)行。即:采用高壓擊穿的引弧方式,先在電極針(鎢針)與工件間加以高頻高壓。引弧時(shí),使鎢極末端與被焊表面之間保持一定的小間隙,然后,接通高頻振蕩器脈沖引弧電路,使間隙擊穿放電而引燃電弧。
2、非高頻引弧
也是非接觸引弧方法,具體做法是:在引弧開(kāi)始時(shí),利用輔助熱源先對(duì)鎢極進(jìn)行加熱,提高鎢極的熱電子發(fā)射能力,這樣,鎢極在較低的空載電壓下能引弧成功。
3、高壓脈沖引弧
在鎢極與工件之間加一高壓脈沖,使兩極間氣體介質(zhì)電離而引弧。
4、接觸引弧
接觸引弧對(duì)鎢極的磨損非常大,而在鎢極磨損之后,對(duì)焊接質(zhì)量影響大。需要頻繁更換鎢極,影響焊接速度。具體做法是:工件與鎢極直接接觸,使其接觸短路,以達(dá)到接觸引弧的目的。
5、免傷鎢極引弧方法
其引弧方法在原理上屬于一種間接接觸引弧方法,即:在工件與鎢極之間用焊絲連接接觸,作為引弧導(dǎo)體,使工件與鎢極之間間接接觸短路,以達(dá)到接觸引弧的目的。其原理與接觸式引弧方式相同,區(qū)別在于不是鎢極直接與工件接觸,而是由焊絲取代鎢極與工件接觸,這樣既達(dá)到了短路引弧的目的,又避免了鎢極直接與工件接觸磨損鎢極,是氬弧焊較為理想的引弧方法。
鎢極氬弧焊的引弧方法
1、接觸短路引弧法
不能直接在焊件上將鎢極與焊件直接接觸進(jìn)行短路引弧,因?yàn)殒u極端部的鎢會(huì)污染熔池,形成夾鎢。通常可利用引弧板或在焊口附近設(shè)置銅皮、碳?jí)K,在這些引弧板上用接觸短路法引弧,然后將電弧移至焊接部位。這種引弧法的缺點(diǎn)是引弧時(shí)鎢極損耗大,鎢極端部形狀容易被破壞,所發(fā)僅當(dāng)焊機(jī)沒(méi)有高頻引弧裝置時(shí)才使用。
2、高頻高壓引弧法
利用裝在焊機(jī)控制箱內(nèi)的高頻振蕩器所產(chǎn)生的高頻高壓擊穿鎢極與焊件之間的間隙(2~5mm)而引燃電弧。
3、高壓脈沖引弧法
在鎢極和焊件之間加一高壓脈沖,使兩極間氣體介質(zhì)電離而引弧。
-
氬弧焊機(jī)
+關(guān)注
關(guān)注
5文章
19瀏覽量
10809 -
氬弧焊
+關(guān)注
關(guān)注
6文章
33瀏覽量
11015
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
弧焊機(jī)和電焊機(jī)有什么區(qū)別?舉例分析
焊機(jī)弧壓與空載電壓區(qū)別?
弧焊變壓器的原理和分類
弧焊變壓器主要分為哪幾類
弧焊變壓器如何保證電弧連續(xù)?弧焊變壓器有何特點(diǎn)?
弧焊變壓器的工作原理是什么
弧焊變壓器是一種什么弧焊電源
弧焊變壓器的空載電壓為多少
飛虹半導(dǎo)體FHA25T120A IGBT單管在氬弧焊機(jī)的應(yīng)用
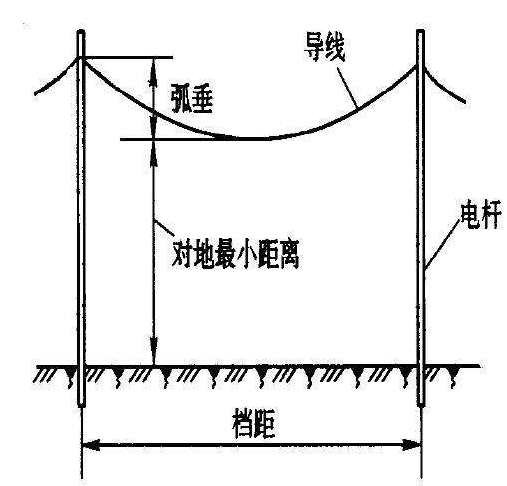
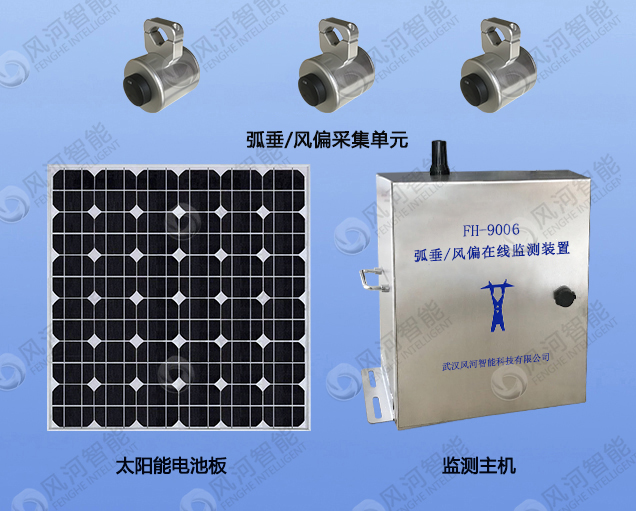
輸電線路導(dǎo)線弧垂在線監(jiān)測(cè)裝置 FH-9006實(shí)時(shí)監(jiān)測(cè)導(dǎo)線對(duì)地距離 預(yù)警弧垂距離

FH-9006-Ⅱ北斗導(dǎo)線弧垂在線監(jiān)測(cè)裝置 實(shí)時(shí)監(jiān)測(cè)弧垂、對(duì)地距離、海拔數(shù)據(jù)
智能北斗弧垂監(jiān)測(cè)裝置|輸電線路導(dǎo)線弧垂
輸電線路弧垂變化的原因及弧垂在線監(jiān)測(cè)裝置的工作原理
導(dǎo)線弧垂的計(jì)算原理及監(jiān)測(cè)方式





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論