 電子發燒友App
電子發燒友App


關鍵詞:分布式控制系統? 單片機? 木材干燥
1 引言
??? 木材干燥技術是一項包含有多種不定因素的復雜過程。木材干燥實際上是通過改變木材干燥窯內的溫度、濕度來控制木材干燥過程的木材含水率,使的木材含水率按一定的工藝要求緩慢的降低,以保證對不同材種的干燥質量要求。因此,在木材加工過程中,干燥技術是極為重要的環節。自八十年代開始,國外一些木材加工工業比較發達的國家,其木材干燥控制技術也經歷從手動、半自動、全自動及基于串行通訊的分布式木材干燥計算機控制系統。并且,自九十年代中期開始,國內高檔次的木材干燥控制器的市場幾乎被德國、意大利等發達國家壟斷。本文介紹的是一種適合我國國情的面向中、高檔次應用的分布式木材干燥計算機控制系統。該系統已經批量生產,取得了良好的社會、經濟效益。
2 系統的總體框圖
??? 為了保證對多個木材干燥窯的監控與管理,本設計的控制方案采用分布式的系統組成結構。即對每個干燥窯配備能獨立工作的從機,每十個從機配置一臺主機進行集中監控管理,上下采用主從式管理形式。系統總體結構如圖1所示。
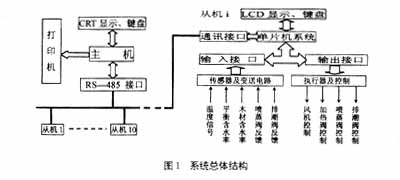
??? 系統的各部分功能和關系如下:?
??? ①主機采用研華工控機,為管理計算機。完成參數設置、數據存儲、處理及打印功能。
??? ②從機為控制機,采用51系列77E58單片機,實現每個干燥窯的獨立控制功能。并能在主機關機或出現故障的條件下,獨立地實現所有的控制功能。
??? ③串行通訊采用RS—485接口實現一對多通信,主要是主機向從機發送木材干燥各階段的控制參數,從機完成將現場采集的各種信號、數據傳給主機,用于主機的集中顯示、數據處理及打印。
??? ④從機從輸入接口采集傳感器、變送器的輸入信號,采集輸出設備的反饋信號,實現對傳感器及對輸出設備的監測。
??? ⑤從機根據設定的參數及現場采集的數據,通過輸出接口對干燥窯內的溫度、濕度等信號進行連續或位式控制。
3 系統的工作方式
??? 該控制系統以木材干燥窯為監控中心,木材干燥內的溫度、平衡含水率、木材含水率與控制信息和設備運行狀態可根據用戶的要求,對單個干燥窯或全部十臺干燥窯進行監控顯示。主機可以對從機進行參數設置,主機軟件控制模塊完成對各個干燥窯的參數設置或修改確認后,主機即將新的參數發送給從機。通過從機的鍵盤亦可設置各種控制參數,從機可獨立工作。從機通過輸入接口不間斷的采集溫度、平衡含水率、木材含水率等信號,并根據從機內部控制模塊的設置參數作出控制決策,驅動設備運行。當受到主機的訪問時,將干燥窯內的各項數據及設備運行反饋信息,通過串行方式傳輸到主機.主機接到各從機的數據后,進行數據處理,在監控畫面上顯示當前各干燥窯的狀態信息,井將此信息實時地存入數據庫中,以備用戶隨時查閱歷史數據。可將一段時期內的數據匯成報表或匯成圖形曲線,實現對數據的分析與管理。
4 系統的硬件組成
??? 考慮到木材干燥系統的運行現場環境惡劣,溫度較高且濕度較大,電網電壓不穩定,用戶維護能力弱等因素。控制系統的主機選用研華工控機,并配備一個RS—232/485轉換模塊,實現與各從機的通訊。從機部分以51系列的77E58單片機為核心,外接數據采集輸入電路、狀態監測電路、輸出控制電路、鍵盤和LCD顯示等部分組成。圖2為從機的系統結構圖。
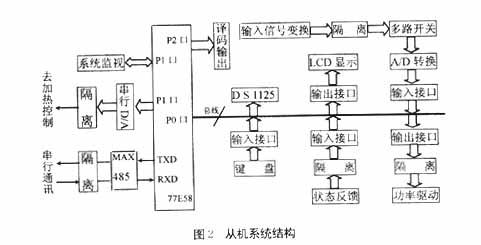
??? 從機主要承擔對干燥窯運行的數據、狀態采集和控制任務。微處理器選用77E58單片機主要是因為其內部含有32K程序存儲器,既滿足了軟件容量的要求,又簡化了電路的設計。由圖2可以看出系統所有的輸入、輸出部分均采用了隔離技術,既使現場存在較強的干擾情況下,系統仍能穩定可靠地工作。每個從機上配置的基本傳感器有:2路溫度傳感器采用PT—100鉑電阻;2路平衡含水率傳感器(自制);6路木材含水率檢測。其中,木材含水率的檢測準確與否與系統的控制精度、質量有很大的關系。本系統利用電阻法檢測木材含水率,即利用了木材的含水率與其電阻率、密度、溫度的對應關系的數據,并且采用了《溫度自補償電阻式木材含水率測定儀的研制》(省科委1994)課題的研究成果,對原木材含水率的曲線擬和算法作了進一步的優化,更好地保證了檢測精度。6路木材含水率測試為一個獨立的變送單元,經隔離后輸入給單片機。
??? 從機輸出控制的執行機構主要有:窯內溫度控制的電動伺服閥(連續調節);用于控制平衡含水率噴蒸閥、排潮閥(繼電器輸出位控方式);風機控制采用獨立的具有定時換向控制模塊,風機的正、反向換向時間分檔可設。控制設備的狀態反饋主要有:風機工作狀態反饋;噴蒸閥、排潮閥工作狀態反饋等。
5 控制系統的軟件
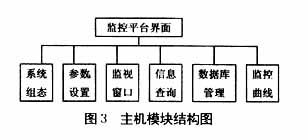
??? 整個系統采用了能對多個木材干燥窯進行監控的分布式系統結構和主、從機的體系結構,其軟件系統由相對獨立的主機軟件、從機軟件兩部分組成。主機軟件采用VB語言編寫,從機軟件采用匯編語言編寫。圖3與圖4是主機與從機軟件模塊結構圖。
??? 圖3中的監控平臺界面通過6個子模塊實現主機的所有集中管理、監控功能。圖4的主控模塊通過監控模塊、人機交互模塊和通訊模塊來完成實時監控與管理任務,并且所有的工作又分解在報警處理、控制決策、信息顯示、命令處理、參數設置和信息輸出子模塊來完成。
??? 由于木材干燥窯控制系統是一個時變的、大滯后的、非線性的被控對象,控制決策方法上采用模糊加PID控制方式,達到了預期的控制精度要求。

6 結束語
??? 本設計項目自1999年12月通過鑒定以來推廣應用達100余臺套。其中,哈爾濱北鶴木業6套,七臺河雙葉木業26套,山東蓬萊環球木業60套等。系統長期運行技術指標為:溫度控制精度為±1%度;平衡含水率控制精度為±2%;6點含水率平均檢測誤差為±2%。該項目的推廣使用,對有效的降低工人的勞動強度,縮短木材干燥周期,提高我國木材、家具的質量有著十分重要的社會、經濟效益。
參考文獻:
[1]李華.MCS51-單片機實用接口技術[M].北京:北京航空航天大學出版社,1994
[2]周航慈.單片計算機實用編程技術[M].北京:北京航空航天大學出版社,1996
[3]李士勇.模糊控制、神經控制和智能控制論[M].哈爾濱:哈爾濱工業大學出版社,1998










 工商網監
工商網監
評論