 電子發(fā)燒友App
電子發(fā)燒友App


什么叫焊接?什么是焊接?
焊接的定義:
焊接是通過加熱、加壓,或兩者并用,用或不用填充材料,使兩工件產(chǎn)生原子間結(jié)合的加工工藝和聯(lián)接方式。焊接應(yīng)用廣泛,既可用于金屬,也可用于非金屬。
通過加熱或加壓或兩者并用,并且用或不用填充材料,使焊件達(dá)到結(jié)合的一種方法叫焊接。
焊接不僅可以解決各種鋼材的連接,而且還可以解決鋁、銅等有色金屬及鈦、鋯等特種金屬材料的連接,因而已廣泛應(yīng)用于機(jī)械制造、造船、海洋開發(fā)、汽車制造、石油化工、航天技術(shù)、原子能、電力、電子技術(shù)及建筑等部門。據(jù)工業(yè)發(fā)達(dá)國(guó)家統(tǒng)計(jì),每年僅需要進(jìn)行焊接加工之后使用的鋼材就占鋼總產(chǎn)量的45%左右。
焊接前的準(zhǔn)備工作
1、檢查裝配間隙和坡口角度。焊件邊緣開坡口的目的是為了保證施焊過程中焊件全部厚度內(nèi)充分焊透,以形成牢固的接頭。正確地加工坡口,是保證焊接質(zhì)量的必要條件。
2、清理坡口表面。為了保證焊縫質(zhì)量,在焊接以前必須把坡口表面的油、漆、銹等雜質(zhì)清除干凈,范圍是焊縫兩側(cè)各20—30mm,必須使坡口表面出現(xiàn)金屬光澤。
3、焊條、焊劑按規(guī)定烘干、保溫;焊絲需去油、銹;保護(hù)氣體應(yīng)保持干燥。
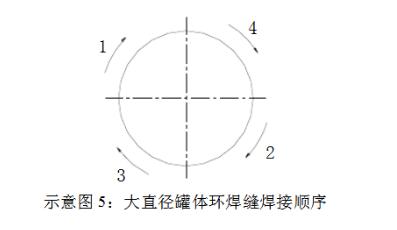
4、選擇焊機(jī)及其極性;規(guī)定焊接規(guī)范;確定焊接順序。
5、用定位焊的方法固定焊件間的相對(duì)位置,防止焊件在焊接過程中變形,使焊接作業(yè)能正常進(jìn)行。
6、為了使焊件在焊接以后緩慢而均勻地冷卻,防止焊縫及熱影響區(qū)出現(xiàn)裂紋,要對(duì)焊件進(jìn)行預(yù)熱。
7、組裝后,應(yīng)對(duì)接頭進(jìn)行檢驗(yàn),合格后方可施焊。
焊接的常識(shí)
1、一般根據(jù)鋼材強(qiáng)度等級(jí)來選相應(yīng)的焊條,同時(shí)考慮焊接結(jié)構(gòu)尺寸、形狀、坡口、工作條件、受力情況、綜合分析選用需要的焊條和工藝措施。
2、對(duì)焊縫冷卻速度快,使強(qiáng)度增高,焊縫易產(chǎn)生裂紋的情況,可選用比母材強(qiáng)度低一級(jí)的焊條。
3、遇厚板多層焊或焊后正火處理等情況,須防止焊縫強(qiáng)度過低現(xiàn)象出現(xiàn)。
4、對(duì)同一強(qiáng)度等級(jí)的酸性焊條或堿性焊條的選用,主要考慮工件結(jié)構(gòu)形狀、鋼板厚度、工作條件等,一般要求塑性好、沖擊韌性高、抗裂能力強(qiáng),要選用堿性(低氫)焊條。
5、對(duì)于碳鋼與低合金鋼或低合金鋼與低合金鋼之間的異種鋼焊接,一般選用與強(qiáng)度等級(jí)較低的鋼材相對(duì)應(yīng)的焊條。
6、對(duì)中碳鋼的焊接,由于鋼材含碳量較高,增大了焊接裂紋傾向,可選用低氫焊條。并采取預(yù)熱和緩冷措施。
7、鑄鋼的焊接,鑄鋼含碳量很高,且厚度大,形狀復(fù)雜,極易產(chǎn)生焊接裂紋,當(dāng)鑄鋼中合金元素含量較多時(shí)更為突出,一般選用低氫焊條,一定采取預(yù)熱和相應(yīng)的工藝措施。
8、提供電焊條的電流范圍,僅供參考。工件預(yù)熱可比正常電流低5%~15%,采用直流時(shí)可比交流小10%左右,立焊和仰焊比平焊電流小10%~15%左右。
焊接實(shí)用知識(shí)
焊接設(shè)備
1、發(fā)電式直流弧焊機(jī)代號(hào)AX,因電弧穩(wěn)定,適合空間360°的全位置焊接而被廣泛應(yīng)用。該機(jī)具有正反兩種接法。正接時(shí)適合厚塊板的焊接。(正接即:正極接工件,負(fù)極接焊鉗)反接時(shí)則可焊接薄板(<2㎜)鑄鐵,有色金屬及合金,低氫型焊條(T507)等。(反接:即正極接焊鉗,負(fù)極接工件),但該機(jī)結(jié)構(gòu)復(fù)雜,能耗大,使用成本高。
2、整流弧
焊機(jī)代號(hào)ZX造價(jià)低,焊接范圍廣(具有正反接法),高效低耗,穩(wěn)弧被廣泛使用。
3、交流弧焊機(jī)代號(hào)BX低價(jià)方便,操作性差。有動(dòng)鐵芯式和動(dòng)圈式兩類。
4、CO2氣體保護(hù)焊,使用圈焊絲作為電極,用外加氣體做為電弧介質(zhì),保護(hù)氣體對(duì)電弧及熔池進(jìn)行保護(hù)。CO2焊成本低,生產(chǎn)率高熱變形小,抗裂性好,操作靈活,可全位置焊接。可焊低碳鋼、低合金鋼,廣泛用于各類鋼結(jié)構(gòu)制造。但焊接時(shí)飛濺較大,焊縫成形較差。
5、氬弧焊:氬氣做為保護(hù)氣體的電弧焊,焊接時(shí)氬氣從噴咀中連續(xù)噴出,由于氬氣是惰性氣體對(duì)液態(tài)金屬起保護(hù)作用,電弧穩(wěn)定焊接質(zhì)量好,焊速快,熔深大,變形小。可焊銅、鋁、鈦及合金,不銹鋼、耐熱鋼高強(qiáng)度鋼。主要用于重要結(jié)構(gòu)及薄板的焊接。
6、氣焊(氧-乙炔混合氣體焊)氣焊火焰由焰心、內(nèi)焰、外焰組成,調(diào)節(jié)氧氣與乙炔的混合比可得到三種性質(zhì)和用途各異的火焰。
中性焰:O2/C2H2=1-1.2時(shí)內(nèi)焰溫度為3050-3150℃可焊低碳鋼、中碳鋼、純銅、鋁及鋁合金等。
碳化焰:O2/C2H2<1.1火焰溫度2700-3000℃,有較強(qiáng)的還原性,對(duì)焊縫有滲碳作用,適于高碳鋼、高速鋼、硬質(zhì)合金、鑄鐵等的焊接。
氧化焰:O2/C2H2>1.2溫度3100-3300℃,僅用于黃銅、青銅的焊接。
7、氣割(氧-乙炔混合氣體切割)也稱熱切割,氣割是利用高溫時(shí)金屬能在純氧中燃燒來實(shí)現(xiàn)切割。切割時(shí)用中性焰將割縫附近的金屬加熱至燃點(diǎn),開啟高壓純氧切割閥門使燃燒的金屬成為熔渣而被高壓氧流吹走。隨著割炬的移動(dòng)完成切割。
8、等離子切割是一種利用高速、高溫和高能的等離子氣流加熱并熔化材料的切口部位從而實(shí)現(xiàn)切割,主要用于金屬和非金屬的切割。
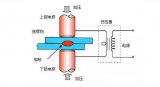
9、電阻焊:是利用電流通過工件間產(chǎn)生的電阻熱將接觸面局部加熱至塑性狀態(tài)或熔融狀態(tài),在加力的情況下完成焊接的方法。按工藝可分為點(diǎn)焊、縫焊、閃光對(duì)焊三種。特點(diǎn)是焊接時(shí)間短,電流大,生產(chǎn)率高,變形小,適合于機(jī)械化,自動(dòng)化生產(chǎn)。
焊接材料的名稱、牌號(hào)及作用
1、電焊條是手弧焊的焊接材料,是一種涂有藥皮的熔化電極,由焊芯和藥皮組成。焊芯是專用金屬絲,有一定的長(zhǎng)度和直徑。作用是做為電極傳導(dǎo)電流和熔化后作為填充金屬與母材一起熔化組成焊縫。按GB標(biāo)準(zhǔn)規(guī)定常用碳素結(jié)構(gòu)鋼焊芯牌號(hào)有H08、 H08A、 H08E 和H10Mn2等,H表示焊芯08為含碳量。
2、藥皮是擠壓涂在焊芯表面的涂料層,主要作用是起弧并使電弧穩(wěn)定燃燒,燃燒時(shí)產(chǎn)生的CO2氣體及渣用來保護(hù)液態(tài)金屬不被氧化,去除縫中有害元素,添加有益合金元素,提高焊縫塑性,改善焊縫質(zhì)量。
焊條藥皮可分為七類:
高鈦型、鈦鈣型、鈦鐵礦型、氧化鐵型、錳型、低氫鉀型和低氫鈉型。上述低氫鉀型和低氫鈉型屬堿性焊條,其余為酸性焊條。焊條低氫鈉型需直流反接焊。其余皆可交直兩用。
3、焊條型號(hào)及牌號(hào):
以目前使用的酸性焊條E4303為例,E4303為國(guó)家標(biāo)準(zhǔn)型號(hào) 。其中 E表示電焊條,43表示抗拉強(qiáng)度(43㎏f/mm2),0表示全位置焊接,3表示鈦鈣型藥皮。這種焊條的牌號(hào)是J422 ,J表示結(jié)構(gòu)鋼,42表示抗拉強(qiáng)度(420兆帕),2表示鈦鈣型藥皮(交直兩用)。
焊接缺陷與焊接變形
1、焊接缺陷 因工藝不合理和操作不當(dāng),往往會(huì)在焊接接頭處產(chǎn)生缺陷。不同的方法焊接產(chǎn)生缺陷的原因不同。熔化焊常見的缺陷有焊縫外形與尺寸不符合要求,咬邊焊瘤,未焊透,夾渣、氣孔、裂紋等。
2、焊接變形 由于局部受熱不均,導(dǎo)致材料膨脹與收縮使焊件產(chǎn)生應(yīng)力導(dǎo)致變形。變形的基本形式有收縮變形、角變形、彎曲變形、扭曲變形和波浪變形等。
焊接的工藝:
金屬焊接方法有40種以上,主要分為熔焊、壓焊和釬焊三大類。
熔焊是在焊接過程中將工件接口加熱至熔化狀態(tài),不加壓力完成焊接的方法。熔焊時(shí),熱源將待焊兩工件接口處迅速加熱熔化,形成熔池。熔池隨熱源向前移動(dòng),冷卻后形成連續(xù)焊縫而將兩工件連接成為一體。
在熔焊過程中,如果大氣與高溫的熔池直接接觸,大氣中的氧就會(huì)氧化金屬和各種合金元素。大氣中的氮、水蒸汽等進(jìn)入熔池,還會(huì)在隨后冷卻過程中在焊縫中形成氣孔、夾渣、裂紋等缺陷,惡化焊縫的質(zhì)量和性能。
為了提高焊接質(zhì)量,人們研究出了各種保護(hù)方法。例如,氣體保護(hù)電弧焊就是用氬、二氧化碳等氣體隔絕大氣,以保護(hù)焊接時(shí)的電弧和熔池率;又如鋼材焊接時(shí),在焊條藥皮中加入對(duì)氧親和力大的鈦鐵粉進(jìn)行脫氧,就可以保護(hù)焊條中有益元素錳、硅等免于氧化而進(jìn)入熔池,冷卻后獲得優(yōu)質(zhì)焊縫。
壓焊是在加壓條件下,使兩工件在固態(tài)下實(shí)現(xiàn)原子間結(jié)合,又稱固態(tài)焊接。常用的壓焊工藝是電阻對(duì)焊,當(dāng)電流通過兩工件的連接端時(shí),該處因電阻很大而溫度上升,當(dāng)加熱至塑性狀態(tài)時(shí),在軸向壓力作用下連接成為一體。
各種壓焊方法的共同特點(diǎn)是在焊接過程中施加壓力而不加填充材料。多數(shù)壓焊方法如擴(kuò)散焊、高頻焊、冷壓焊等都沒有熔化過程,因而沒有象熔焊那樣的有益合金元素?zé)龘p,和有害元素侵入焊縫的問題,從而簡(jiǎn)化了焊接過程,也改善了焊接安全衛(wèi)生條件。同時(shí)由于加熱溫度比熔焊低、加熱時(shí)間短,因而熱影響區(qū)小。許多難以用熔化焊焊接的材料,往往可以用壓焊焊成與母材同等強(qiáng)度的優(yōu)質(zhì)接頭。
釬焊是使用比工件熔點(diǎn)低的金屬材料作釬料,將工件和釬料加熱到高于釬料熔點(diǎn)、低于工件熔點(diǎn)的溫度,利用液態(tài)釬料潤(rùn)濕工件,填充接口間隙并與工件實(shí)現(xiàn)原子間的相互擴(kuò)散,從而實(shí)現(xiàn)焊接的方法。
焊接時(shí)形成的連接兩個(gè)被連接體的接縫稱為焊縫。焊縫的兩側(cè)在焊接時(shí)會(huì)受到焊接熱作用,而發(fā)生組織和性能變化,這一區(qū)域被稱為熱影響區(qū)。焊接時(shí)因工件材料焊接材料、焊接電流等不同,焊后在焊縫和熱影響區(qū)可能產(chǎn)生過熱、脆化、淬硬或軟化現(xiàn)象,也使焊件性能下降,惡化焊接性。這就需要調(diào)整焊接條件,焊前對(duì)焊件接口處預(yù)熱、焊時(shí)保溫和焊后熱處理可以改善焊件的焊接質(zhì)量。
另外,焊接是一個(gè)局部的迅速加熱和冷卻過程,焊接區(qū)由于受到四周工件本體的拘束而不能自由膨脹和收縮,冷卻后在焊件中便產(chǎn)生焊接應(yīng)力和變形。重要產(chǎn)品焊后都需要消除焊接應(yīng)力,矯正焊接變形。
現(xiàn)代焊接技術(shù)已能焊出無內(nèi)外缺陷的、機(jī)械性能等于甚至高于被連接體的焊縫。被焊接體在空間的相互位置稱為焊接接頭,接頭處的強(qiáng)度除受焊縫質(zhì)量影響外,還與其幾何形狀、尺寸、受力情況和工作條件等有關(guān)。接頭的基本形式有對(duì)接、搭接、丁字接(正交接)和角接等。
對(duì)接接頭焊縫的橫截面形狀,決定于被焊接體在焊接前的厚度和兩接邊的坡口形式。焊接較厚的鋼板時(shí),為了焊透而在接邊處開出各種形狀的坡口,以便較容易地送入焊條或焊絲。坡口形式有單面施焊的坡口和兩面施焊的坡口。選擇坡口形式時(shí),除保證焊透外還應(yīng)考慮施焊方便,填充金屬量少,焊接變形小和坡口加工費(fèi)用低等因素。
厚度不同的兩塊鋼板對(duì)接時(shí),為避免截面急劇變化引起嚴(yán)重的應(yīng)力集中,常把較厚的板邊逐漸削薄,達(dá)到兩接邊處等厚。對(duì)接接頭的靜強(qiáng)度和疲勞強(qiáng)度比其他接頭高。在交變、沖擊載荷下或在低溫高壓容器中工作的聯(lián)接,常優(yōu)先采用對(duì)接接頭的焊接。
搭接接頭的焊前準(zhǔn)備工作簡(jiǎn)單,裝配方便,焊接變形和殘余應(yīng)力較小,因而在工地安裝接頭和不重要的結(jié)構(gòu)上時(shí)常采用。一般來說,搭接接頭不適于在交變載荷、腐蝕介質(zhì)、高溫或低溫等條件下工作。
采用丁字接頭和角接頭通常是由于結(jié)構(gòu)上的需要。丁字接頭上未焊透的角焊縫工作特點(diǎn)與搭接接頭的角焊縫相似。當(dāng)焊縫與外力方向垂直時(shí)便成為正面角焊縫,這時(shí)焊縫表面形狀會(huì)引起不同程度的應(yīng)力集中;焊透的角焊縫受力情況與對(duì)接接頭相似。
角接頭承載能力低,一般不單獨(dú)使用,只有在焊透時(shí),或在內(nèi)外均有角焊縫時(shí)才有所改善,多用于封閉形結(jié)構(gòu)的拐角處。
焊接產(chǎn)品比鉚接件、鑄件和鍛件重量輕,對(duì)于交通運(yùn)輸工具來說可以減輕自重,節(jié)約能量。焊接的密封性好,適于制造各類容器。發(fā)展聯(lián)合加工工藝,使焊接與鍛造、鑄造相結(jié)合,可以制成大型、經(jīng)濟(jì)合理的鑄焊結(jié)構(gòu)和鍛焊結(jié)構(gòu),經(jīng)濟(jì)效益很高。采用焊接工藝能有效利用材料,焊接結(jié)構(gòu)可以在不同部位采用不同性能的材料,充分發(fā)揮各種材料的特長(zhǎng),達(dá)到經(jīng)濟(jì)、優(yōu)質(zhì)。焊接已成為現(xiàn)代工業(yè)中一種不可缺少,而且日益重要的加工工藝方法。
在近代的金屬加工中,焊接比鑄造、鍛壓工藝發(fā)展較晚,但發(fā)展速度很快。焊接結(jié)構(gòu)的重量約占鋼材產(chǎn)量的45%,鋁和鋁合金焊接結(jié)構(gòu)的比重也不斷增加。
未來的焊接工藝,一方面要研制新的焊接方法、焊接設(shè)備和焊接材料,以進(jìn)一步提高焊接質(zhì)量和安全可靠性,如改進(jìn)現(xiàn)有電弧、等離子弧、電子束、激光等焊接能源;運(yùn)用電子技術(shù)和控制技術(shù),改善電弧的工藝性能,研制可靠輕巧的電弧跟蹤方法。
另一方面要提高焊接機(jī)械化和自動(dòng)化水平,如焊機(jī)實(shí)現(xiàn)程序控制、數(shù)字控制;研制從準(zhǔn)備工序、焊接到質(zhì)量監(jiān)控全部過程自動(dòng)化的專用焊機(jī);在自動(dòng)焊接生產(chǎn)線上,推廣、擴(kuò)大數(shù)控的焊接機(jī)械手和焊接機(jī)器人,可以提高焊接生產(chǎn)水平,改善焊接衛(wèi)生安全條件。
焊接的的特點(diǎn)
目前系統(tǒng)結(jié)構(gòu)特點(diǎn)
1. 機(jī)械裝置
點(diǎn)焊機(jī)系統(tǒng)由機(jī)械裝置、供電裝置、控制裝置三大部分組成。點(diǎn)焊機(jī)為了適應(yīng)焊接工藝要求,加壓機(jī)構(gòu)(焊鉗)采用了雙行程快速氣壓傳動(dòng)機(jī)構(gòu),通過切換行程控制手柄改變焊鉗開口度,可分為大開和小開來滿足焊接操作要求。通常狀態(tài)為焊鉗短行程張開,當(dāng)把控制按鈕切換到“通電”位置,扣動(dòng)手柄開關(guān)則焊鉗夾緊加壓,同時(shí)電流在控制系統(tǒng)控制下完成一個(gè)焊接周期后恢復(fù)到短行程張開狀態(tài)。
2. 供電裝置
主電力電路由電阻焊變壓器、可控硅單元、主電力開關(guān)、焊接回路等組成。目前,我們采用的焊接設(shè)備是功率200kVA、次級(jí)輸出電壓20V的單相工頻交流電阻焊機(jī)。由于多種車型共線生產(chǎn),焊鉗要焊接高強(qiáng)度鋼板和低碳鋼薄板,焊鉗槍臂要傳遞較大的機(jī)械力和焊接電流,因此焊鉗的強(qiáng)度、剛度、發(fā)熱要滿足一定要求,并且要具有良好的導(dǎo)電和導(dǎo)熱性,同時(shí)要求焊鉗采用通水冷卻,所以選擇焊鉗電極臂能夠承受400kg壓力的新型焊鉗。
3. 控制裝置
控制裝置主要提供信號(hào)控制電阻焊機(jī)動(dòng)作接通和切斷焊接電流,控制焊接電流值,進(jìn)行故障監(jiān)測(cè)和處理。
焊接注意事項(xiàng)
一、焊條的吸潮
已吸潮的焊條在焊接時(shí)對(duì)焊接工藝性有極其不良的影響,吸潮大時(shí)要出現(xiàn)滅弧。可能引起熔渣不能很好地包覆熔潭,而影響焊縫金屬的機(jī)械性能。對(duì)焊縫金屬的機(jī)械性能影響最大是塑性,這是因?yàn)楹缚p金屬中溶解氫量增加的緣故。特別是低氫焊條吸潮時(shí)除上述影響外,對(duì)出現(xiàn)氣孔的影響更為顯著。
一般酸性焊條(系指鈦鈣型而言),在完整包裝的情況下,6個(gè)月不會(huì)吸潮。如果氣候條件好,而在干燥的倉(cāng)庫(kù)保存一年,也不會(huì)有什么變化。但經(jīng)打開包裝的焊條,直接與大氣接觸。如果是雨天或潮濕的氣候,經(jīng)過一天時(shí)間焊條藥皮就有3%以上的水分吸入。已吸潮的酸性焊條建議在100~150℃烘烤30~60分鐘后使用。低氫焊條在使用前都應(yīng)經(jīng)過350℃烘烤1小時(shí)左右再使用。
二、電弧的長(zhǎng)度
電弧的長(zhǎng)度與焊條涂料種類和藥皮厚度有關(guān)系。但都應(yīng)盡可能采取短弧,特別是低氫焊條。電弧長(zhǎng)可能造成氣孔。短弧可避免大氣中的O2、N2等有害氣體侵入焊縫金屬,形成氧化物等不良雜質(zhì)而影響焊縫質(zhì)量。
三、焊接速度
適宜的焊接速度是以焊條直徑、涂料類型、焊接電流、被焊接物的熱容量、結(jié)構(gòu)開頭等條件有其相應(yīng)變化,不能作出標(biāo)準(zhǔn)的規(guī)定。保持適宜的焊接速度,熔渣能很好的覆蓋著熔潭。使熔潭內(nèi)的各種雜質(zhì)和氣體有充分浮出時(shí)間,避免形成焊縫的夾渣和氣孔。在焊接時(shí)如運(yùn)棒速度太快,焊接部位冷卻時(shí),收縮應(yīng)力會(huì)增大,使焊縫產(chǎn)生裂縫。
四、焊波的幅度
根據(jù)焊接結(jié)構(gòu)的接頭形狀,而焊波幅度的大小有相應(yīng)的變化,一般焊波的幅度,在焊條外徑的四倍以內(nèi)較為合適。手弧焊接中,由涂料生成的熔渣和保護(hù)氣體,只能在一定范圍充分發(fā)揮機(jī)能。如果采取的焊波太寬時(shí),電弧由一端移到另一端,而留下的一端受到周圍溫度差的影響,使熔渣粘稠化,而不能很好地復(fù)蓋著熔融鐵水,惡化了各種雜質(zhì)和氣體向上浮出條件。因此有可能使焊縫造成夾渣和氣孔。有時(shí)將焊寬焊波為了增加熔潭熱量,增大電流,從而強(qiáng)大的電弧流將熔潭吹大,熔渣吹向熔潭的邊緣使之不能很好的復(fù)蓋著熔潭鐵水,而影響熔渣的保護(hù)作用和熔潭的冶金處理過程,往往因此造成焊縫的夾渣和氣孔。



























 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論